Как сделать фаску в отверстии
Добавил пользователь Владимир З. Обновлено: 01.09.2024
Размеры фасок на чертеже, под углом 45° наносят размерными линиями или на полке линии-выноски, в случае если её размер в масштабе чертежа 1 мм и менее, фаску отображают, как показано на изображении снизу в правой части. Фаска – это, не что иное, как элемент детали. .
Чем снять фаску с металла?
Снять фаску с труб металлических и листов термическим способом помогают две технологии - воздушно-плазменная и газокислородная. В первом случае работа выполняется плазморезом. Технически данный способ проще и позволяет обрабатывать большое количество заготовок.
Чем нарезать фаску?
Газо-кислородный способ – благодаря данной технологии можно обработать кромку трубы в полевых условиях, перемещая газовый резак по кругу и снимая фаску под нужным углом. Топливом для резака выступает пропан или ацетилен. Такой способ нарезки часто применяется для труб, бывших в употреблении.
Как делаются фаски?
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
Что такое фаска на фасаде?
Фаска это подрезанная под определенным углом торцевая кромка материала.
Как показать проточку на чертеже?
Проточку (f1) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах деталей проточки изображают упрощенно прямоугольной формы. Ширина проточки f1 включается в длину резьбы l.
Как читать размеры на чертеже?
Чем можно сделать фаску в отверстии?
Снятие фаски в отверстиях зенкером Kopal отличается высокой производительностью и удобством работы и является универсальной заменой сверлам для снятия фасок. Инструмент зенкования отверстий Kopal эффективен при работе на станочном оборудовании с ручным управлением, а также с обыкновенной дрелью или шуруповертом.
Что такое торцевание трубы?
Обработка торцевой поверхности (торцевание труб) – это механическая операция получения чистого, перпендикулярного, ровного торца со снятой внешней и внутренней фасками или расточка трубы изнутри, под заглушку.
Как снять фаску с пвх трубы?
Инструментом для снятия фаски с полипропиленовых труб может служить обычный стальной нож. Всё, что требуется в таком случае – это как следует заточить фаскорез для труб перед работой. Другой вариант – воспользоваться для снятия фасок с полипропиленовых труб обтачиванием их краёв на наждачном диске либо диске турбинки.
Что такое фаска на стекле?
Иными словами, фацет - это декоративный скос по краю зеркала или стекла. Луч солнца, проходя сквозь скошенную кромку стекла, преломляется, образуя радугу. Фацет придает законченный вид изделию. По желанию можно изготовить матовый фацет, двойной и даже тройной фацет.
Каким резцом можно сделать внутреннюю фаску на токарном станке? Я знаю что можно сделать отрезным, если повернуть резцедержатель на 45 и подавать поперечной подачей. Покидайте вариантов. Диаметр отверстия 20.

Вариант И или Б, если резец повернуть.
AlexandEr Alex Оракул (98816) Не за что, Ваша картинка не хуже.)) Я тоже хотел предложить вариант "б", с проходным угловым.
Мы постоянно добавляем новый функционал в основной интерфейс проекта. К сожалению, старые браузеры не в состоянии качественно работать с современными программными продуктами. Для корректной работы используйте последние версии браузеров Chrome, Mozilla Firefox, Opera, Microsoft Edge или установите браузер Atom.
Что-то давно не нравится на моем Квесте куча: с 30 метров разброс до 15 см. Подбор разнообразных пулек (CP, JSB, H&N) и способов хвата показал, что дело не в них. Решил сделать на нем приличную фаску. Для начала отпилил кусок ствола (4 см), отшлифовал и отполировал срез.
Далее встал вопрос как лучше всего сделать фаску? Подошел к этому вопросу фундаментально: с неделю день изучал на ганзе способы и инструментарий делания качественных фасок и не жужжал.
Пока пришел к такому выводу: формула "каждый кулик свое болото хвалит" рулит, т.е. сколько умельцев, столько и мнений, что его метод смаый лучший. Хотя, конечно, иногда мнения все-таки пересекаются. Диаметрально противоположно
За это время успел приобрести:
- стальные шарики 6 мм
- латунный пруток на 6 и 8 мм (для изготовления "болта с полукруглой шляпкой")
- центровочное сверло 4 мм
- сферическую победитовую фрезу 16 ребер 12 мм
- зенковку коническая 90 градусов 6 ребер 15 мм
- "Набор абразивных камней" (мелкоабразивные сферические 11 и 12 мм, конусные 13 мм с закругленной вершиной)
- алмазную пасту АСМ 0,5/0 НОМГ
- ну и стопку наждачной бумаги от зернистостью 400 до 2000
- да, чуть не забыл - ну конечно же, паста ГОИ
Глядя на это шлифововочно-полировочное богатство, нахожусь в творческих муках выбора
Самому подвести итог затруднительно ввиду противоречивости общественного мнения, например:
- стальные шарики слишком тверды для обработки ствольного железа
- фрезы, зенковки оставляют заусеницы (задиры, наплывы, завальцовки. )
- абразивы в процессе работы выкрашиваются и меняют форму
и т.д.
Хотелось бы с общей помощью вывести общий знаменатель для выбора самого оптимального инструмента/метода для домашних условий (токарные станки не рассматриваются). Это может пригодится для многих пневмоганнеров, и поможет уменьшить дальнейшие дискуссии по оптимальному выбору доступной методики и инструментария для создания качественных фасок.
К дискуссии приглашаются все
Я делал заготовку под фаску острым сверлом диаметром 11 мм от руки. Можно острой фрезой, даже лучше будет.
Только сначало полюбому будут микро заусенцы, они убираются шариком с мелкой наждачкой.
Turhon
Наверное, я плохо пояснил суть топика. Еще раз: как кто делает, уже начитался до одури многообразия методов, их на ганзе более чем достаточно, в этом-то и проблема.
Вопрос в совсем другом: какой метод/инструмент является самый лучший?
Т.е. гарантированно дает более качественную фаску (желательно без применения дефицитных материалов).
PS. Почему пришлось снова поднять этот вопрос - потому что до сих пор единого мнения по данному вопросу нет.
Оптимальной для формирования фаски должна быть острая, качественная твердосплавная фреза.
Но заусенцы будут полюбому. Их и убираен шариком с наждачкой.
Остальные нюансы завтра.
Nekrasov писал(а): Вопрос в совсем другом: какой метод/инструмент является самый лучший?
Т.е. гарантированно дает более качественную фаску (желательно без применения дефицитных материалов).
метод один - сделать по десятку фасок каждым инструментом.
потом выберешь правильный
т.е. главное - это опыт и руки
Так! Начнём с главного.
Принцип действия фаски, ?!
Фаска может быть идеально отполирована,
выглядить потрясающе, но если та плоскость, которую покидает пуля в последний момент не перпендикулярна оси вылета, техническая куча будет
плохая.
Теоретически фаску можно вообще не делать, достаточно торцануть ствол.
Слова:
Торцануть, перпендекулярна, плоскость, ось-нужно понимать, буквально.
В кадрах, в которых угол образуется при пересечении дуги с прямой или другой дугой, снятие фаски или закругление углов может выполняться при задании ",C" или ",R" в конце первого кадра. Параметры "l_", "K_", "C_" могут быть заданы для фаски вместо ",C_", и "R_" может быть задано вместо ",R_" для закругления. Задание снятия фаски и закругления углов
может выполняться как в абсолютных, так и в инкрементных значениях.
Снятие фаски производится при задании ",C" (или "l_", "K_", "C_") в первом из двух кадров, имеющих круговые движения. Для дуги это будет длина хорды.
Снятие фаски выполняется при точке пересечения N100 и N200.

Рис. 2.14. Эскиз обрабатываемого элемента
Закругление углов ",R_" (или "R_")
закругление угла выполняется при задании ",R_" (или "R_") в первом из двух кадров, имеющих круговые движения.
Закругление угла выполняется при точке пересечения N100 и N200.

Рис. 2.15. Эскиз обрабатываемого элемента
Цикл нарезания комбинированной резьбы; G76
Функция и назначение
Постоянный цикл G76 позволяет обрабатывать заготовки под необходимым углом
посредством задания начальной и конечной точек нарезания резьбы, при этом
автоматически обеспечивается постоянное усилие резания при обработке.
Резьба с различными углами может нарезаться исходя из заданных координат конечной
точки резьбы и величины конуса.
Формат команды
m – Количество проходов обработки: 00 ~ 99 (модальное значение)
r – Величина фаски: 00 ~ 99 (модальное значение)
Диапазон величин зависит от шага резьбы "l" и задается двухзначным целым числом без десятичной запятой от 0.0 l, до 9.9 l,.
a - Угол инструмента (угол резьбы): 00 ~ 99 (модальное значение)
Угол от 0° до 99° задается в единицах 1°.
"m", "r" и "a" задаются подряд в адресе P.
(Пример) При m=5, r=1.5 и a=0° P равно 051500, начальные и конечные нули при этом не могут быть опущены,
d – Чистовой припуск (модальное значение)
X/U – Координата конечной точки резьбы по оси X
Координата X конечной точки резьбы задается при помощи абсолютного или
Z/W – Координата конечной точки резьбы по оси Z
Координата Z конечной точки резьбы задается при помощи абсолютного или
i – Параметр конуса (радиальная величина) для цилиндрической резьбы "i" равно нулю
k – Высота резьбы
Задается положительным радиальным значением.
?d – Глубина врезания
Глубина врезания для первого прохода задается положительным радиальным
(Примечание 1) Две команды G76 не могут находиться в одном кадре.
Значения, заданные P, Q и R, автоматически идентифицируются в
зависимости от наличия или отсутствия осевых адресов X/U и Z/W.
(Примечание 2) Параметр может быть использован для задания указанных выше
перезаписываются программным значением.
(Примечание 3) Заданная величина закругления действует также для постоянных
циклов нарезания резьбы.
(Примечание 4) Программная ошибка (P204) выдается в следующих случаях.
(a) Если "a" находится вне диапазона
(b) Если команды X и Z не были заданы либо если координаты конечной и
начальной точек совпадают для любой из команд X или Z.
(c) Если резьба превышает перемещение оси Х в нижней позиции резьбы
(Примечания 5) Меры предосторожности для команды нарезания резьбы (G33) и цикла
нарезания резьбы (G78) должны соблюдаться.
ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ:
1. По заданным примерам осуществить декодирование команд.
2. Выделить кадры управляющей программы, содержащие геометрическую информацию.
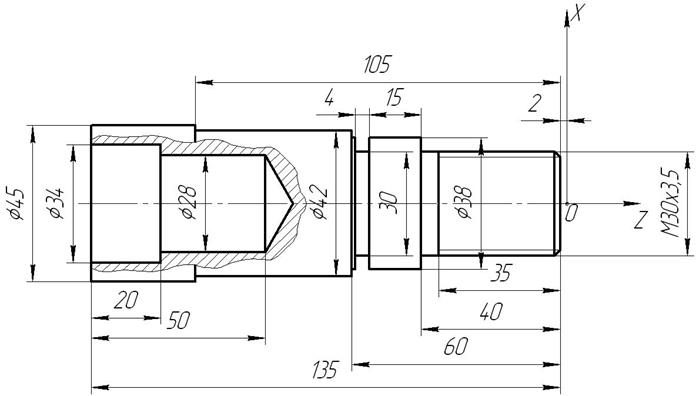
Рис. 2.16. Эскиз обрабатываемого элемента
N1 T0201 (PROHODN);
N2 T0403 (REZBOW);
G76 – функция нарезки резьбы,
P02 – число чистовых проходов,
00 – высота фаски резьбы,
60 – угол заточки резца,
X20.752 –ф впадин резьбы,
Z-30 – длинна нарезаемой резьбы,
R0 – угол резьбы,
P1.624 – высота зуба,
Q0.3 – припуск одного прохода,
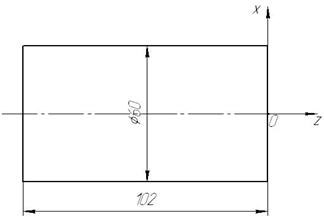
Рис. 2.17. Эскиз обрабатываемой детали
G90 G54 S600 M3;
G71 P5 Q10 U0.8 W0.2 F0.2;
G3 X24 Z-21.478 R12;
G0 X150 Z200 M9 M5;
N20 T0101 (PROHOD);
N360 T0303M6 (PROHOD);

Эскиз детали Эскиз заготовки
 |
Эскиз детали Эскиз заготовки
 |
 |
%
Задание №6: мой вариант

Эскиз детали Эскиз заготовки
 |
Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки

Эскиз детали Эскиз заготовки

Задание №№10, 11:
Экизы детали и заготовки


Задание №10:

Эскиз детали, операция 1 Эскиз заготовки
· Эскиз детали, Операция 2:
Эскиз детали Эскиз заготовки
G-code
Материал из Википедии — свободной энциклопедии
Перейти к: навигация, поиск
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается, как код ИСО 7-бит (ISO 7-bit).
Производители систем управления используют G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению. [1]
- 1 Структура программы
- 2 Сводная таблица кодов
- 3 Таблица основных команд
- 4 Таблица технологических кодов
- 5 Параметры команд
- 6 См. также
- 7 Пример
- 8 Примечания
- 9 Ссылки
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьб)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
| Код | Описание | Пример |
| G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100 |
| G01 | Линейная интерполяция | G01 X0 Y0 Z100 F200 |
| G02 | Круговая интерполяция по часовой стрелке | G02 X15 Y15 R5 F200 |
| G03 | Круговая интерполяция против часовой стрелки | G03 X15 Y15 R5 F200 |
| G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления | G04 |
| G15 | Отмена полярной системы координат | G16 X15 Y22.5; G15; |
| G16 | Полярная система координат (X радиус Y угол) | G16 X15 Y22.5 |
| G40 | Отмена компенсации размера инструмента | G1 G40 X0 Y0 F200 |
| G41 | Компенсировать радиус инструмента слева от траектории | G41 X15 Y15 D1 F100 |
| G42 | Компенсировать радиус инструмента справа от траектории | G42 X15 Y15 D1 F100 |
| G43 | Компенсировать длину инструмента положительно | G43 X15 Y15 Z100 H1 S1000 M3 |
| G44 | Компенсировать длину инструмента отрицательно | G44 X15 Y15 Z4 H1 S1000 M3 |
| G49 | Отмена компенсации длины инструмента | G49 Z100 |
| G53 | Отключить смещение начала системы координат станка | G53 G0 X0 Y0 Z0 |
| G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0 Y0 Z100 |
| G80 | Отмена циклов сверления (G81-G84) | G80 |
| G81 | Цикл сверления | G81 X0 Y0 Z-10 R3 F100 |
| G82 | Цикл сверления с задержкой | G82 X0 Y0 Z-10 R3 P100 F100 |
| G83 | Цикл сверления с отходом | G83 X0 Y0 Z-10 R3 Q8 F100 |
| G84 | Цикл нарезания резьбы | G95 G84 M29 X0 Y0 Z-10 R3 F1.411 |
| G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0.5 Y0.5 F10 |
| G91 | Задание координат относительно последней введённой опорной точки | G91 G1 X4 Y5 F100 |
| G94 | F (подача) — в формате мм/мин. | G94 G80 Z100 |
| G95 | F (подача) — в формате мм/об. | G95 G84 X0 Y0 Z-10 R3 F1.411 |
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
Параметры команд задаются буквами латинского алфавита
| Код | Описание | Пример |
| X | Координата точки траектории по оси X | G0 X100 Y0 Z0 |
| Y | Координата точки траектории по оси Y | G0 X0 Y100 Z0 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| P | Параметр команды | G04 P101 |
| F | Скорость рабочей подачи | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Параметр стандартного цикла или радиус дуги (расширение стандарта) | G81 R1 0 R2 -10 F50 или G1 G91 X12.5 R12.5 |
| D | Параметр коррекции выбранного инструмента | M06 T1 D1 |
| P | Число вызовов подпрограммы | L82 P10 |
| I,J,K | Параметры дуги при круговой интерполяции | G03 X10 Y10 I0 J0 F10 |
| L | Вызов подпрограммы с данной меткой | L12 |
- Языки программирования
- Металлорежущий станок
- Числовое программное управление
- Станок с числовым программным управлением
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла:

Читайте также: