Угловырубной станок для металла своими руками
Добавил пользователь Валентин П. Обновлено: 04.09.2024
Из этой статьи можно узнать, как изготовить отрезной станок по металлу своими руками в домашних условиях с применением самых простых материалов. Здесь подробно изложены все этапы создания конструкций, в основе которых находится режущий диск или болгарка: подготовка материалов и инструментов, формулы расчетов, подробная пошаговая инструкция, а также сопутствующая информация с полезными советами.
Отрезной станок по металлу, сделанный своими руками, позволит получить оборудование, идеально подходящее под нужды владельца
Отрезной станок по металлу своими руками: рекомендации по созданию
Дисковые отрезные станки представляют собой инструменты, в основе конструкции которых имеется специальная платформа или рама, изготовленная из металла. Сам станок укомплектован деталями, обеспечивающими надежную фиксацию материала в определенном положении под необходимым углом в процессе его раскроя.
В качестве режущего элемента в таких конструкциях используется диск, изготовленный из быстрорежущей стали. Ее еще называют твердосплавной. Также может использоваться для нарезки металла круг с покрытием в виде абразивного материала. Режущий элемент приводится в движение благодаря электрическому двигателю с ременной или зубчатой передачей.
Схема устройства отрезного станка по металлу маятникового типа
Обратите внимание! В маломощных вариантах инструмента допускается использование режущего элемента, установленного напрямую на вал электрического мотора. В других случаях такое применение диска может быть опасным.
У дисковых станков встречается три различных подачи режущего компонента:
- нижняя;
- маятниковая;
- фронтальная.
По количеству режущих элементов станки бывают:
- одноголовочными – в комплектацию устройства включен только один режущий диск, поэтому при необходимости замены операции производится переналадка режущей кромки в соответствии с новой задачей;
- двухголовочными – конструкция дает возможность работать сразу с двумя инструментами, благодаря чему увеличивается КПД. В таких станках одна головка находится в фиксированном положении и сохраняет стабильность, вторая головка может передвигаться. Двухголовочные конструкции могут осуществлять работу автоматически.
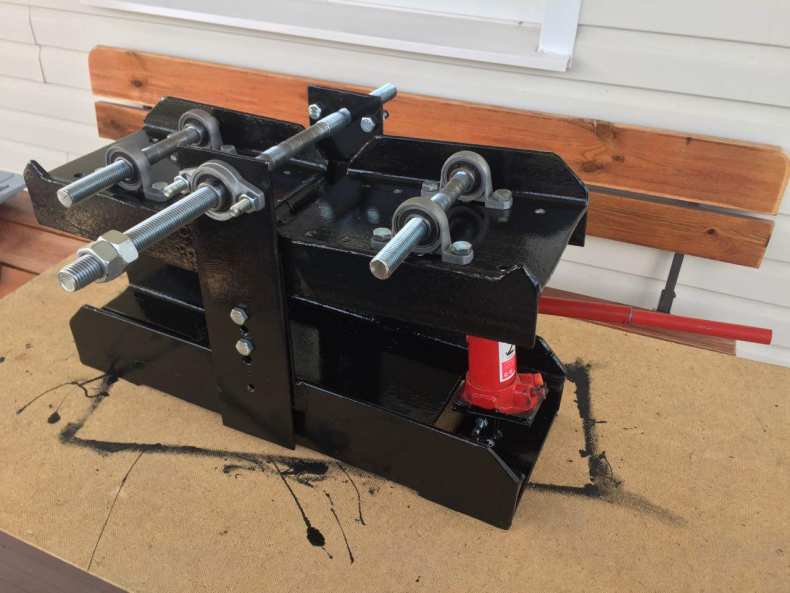
Пример отрезного станка по металлу, изготовленного своими руками
Изготовление дискового отрезного станка по металлу своими руками: порядок действий
При изготовлении станка, предназначенного для работы с металлом, действия выполняются в следующем порядке:
- Подготавливаются защитные кожухи, которые будут устанавливаться на приводной ремень, а также отрезной диск.
- Устанавливается мотор. В качестве соединительной детали между валом режущего элемента и двигателем выступает приводной ремень.
- Изготавливается вал, на который будет закрепляться шкив привода, а также устанавливаться отрезной диск. Узел подлежит сборке и последующему монтажу на маятник. В этом случае в роли маятника выступает подвижная верхняя часть конструкции, где размещается режущий элемент и мотор.
- Изготавливается вал для крепления маятника.
- Выполняется рама для установки станка. На ней будет закрепляться искроуловитель и заготовка.
- Маятник устанавливается на раму.
- Выполняется монтаж электрической проводки.
- Осуществляется пробный пуск инструмента и наладка оборудования.
В качестве режущего элемента в самодельных отрезных станках используется диск, изготовленный из быстрорежущей стали, или круг с покрытием в виде абразивного материала
Расчет шкива для самодельного отрезного станка по металлу
Расчет диаметра шкивов осуществляется с учетом вращательной скорости диска и других параметров. Если предположить, что мощность двигателя будет составлять не менее 300 Вт, вращательная скорость диска будет равняться минимум 3000 об./мин., а его размер в диаметре – 40 см.
Полезный совет! В процессе нарезки металла гайка в зоне фиксации диска может отворачиваться. Чтобы этого избежать рекомендуется располагать шкивы привода с левой стороны, а сам диск на валу – справа.
Обычно диски маркируются производителем, который наносит на изделие максимально допустимое значение вращательной скорости. В этом случае показатель составляет 4400 об./мин. Поэтому допускается выбор любой скорости в пределах 3000-4400 об./мин.
Данные для расчетов:
- вращательная скорость мотора – 1500 об./мин.;
- диаметр шкива, предназначенного для установки на вал, – 6,5 см;
- вращательная скорость диска – 3000 об./мин.
Чертеж отрезного станка рамного типа (габариты рамы зависят от размеров используемого инструмента)
Расчет выполняется в следующей последовательности:
- Устанавливаем длину вала по периметру. Для этого число p, которое равняется 3,14 умножаем на размер диаметра: 3,14 х 6,5 = 20,41 см (длина вала по периметру).
- Полученное значение умножается на необходимое количество оборотов: 20,41 х 3000 об./мин. = 61230 см/мин.
- Результат необходимо разделить на количество оборотов двигателя: 61230 см/мин/1500об./мин. = 40,82 см (длина шкива для двигателя по периметру).
- Полученное значение делится на число p: 40,82 см/3,14 = 13 см (необходимый размер шкива).
Расчет длины ремня для самодельного отрезного станка по металлу своими руками
Для выполнения этих расчетов потребуются следующие данные:
- параметры ведущего шкива (радиус);
- расстояние, разделяющее центральные точки шкивов;
- параметры ведомого шкива (радиус).
Имея 2 шкива с размерными параметрами 13 см и 6,5 см, можно произвести необходимые расчеты. Поскольку расстояние между центрами этих элементов поддается изменению (так как требуется приводить ремень в состояние натяжения), в качестве примера будет взят отрезок длиной 50 см.
Теперь нужно посчитать 1/2 окружности каждого из шкивов. Поскольку приводной ремень проходит между ними дважды к этому значению необходимо добавить удвоенное расстояние между центральными точками.
Первый шкив (длина окружности):
3,14 (число p) х 3,25 см = 10,20 см
Второй шкив (длина окружности):
3,14 (число p) х 6,5 см = 20,41 см
Приводной ремень (необходимая длина):
20,41 см + 10,20 см + 50см х 2 = 13,06 см
Полезный совет! Чтобы получить более точный результат, следует произвести расчеты с максимальным и минимальным расстоянием между центральными точками шкивов и выбрать среднее значение.
Чтобы самостоятельно изготовить конструкцию станка для работы с металлом, следует подготовить необходимый инструментарий.
Чертеж отрезного станка маятникового типа: слева — размеры основания, справа — особенности конструкции маятника
Обязательный набор инструментов и материалов включает:
- аппарат сварочный;
- металлический уголок (стальной);
- швеллер и цепь;
- кнопку для включения/выключения;
- подшипники;
- вал и электрический мотор;
- электродрель;
- листовая сталь для создания рабочей поверхности;
- короб для размещения электрических компонентов станка.
Принципы создания станка для нарезки металла
Схема изготовления самодельного станка подчиняется определенным принципам, их нужно учесть перед тем, как браться за дело:
- очень важно правильно выбрать передачу и осуществить ее установку. От этого компонента зависит сохранность крутящего момента и его правильная передача от двигателя на режущий элемент (диск);
- обязательно следует предусмотреть наличие тисков. Этот инструмент способствует более комфортной работе, а также повышает степень ее безопасности;
Наличие тисков повышает уровень комфорта и безопасности при работе с самодельным станком
Обратите внимание! При составлении чертежей особое внимание следует уделить виброопорам, которые устанавливаются на ножки.
Сборка металлической рамы для отрезного станка
После того как все инструменты подготовлены и подобраны чертежи, можно перейти непосредственно к процессу создания станка. Используя стальной уголок, необходимо изготовить каркасную часть конструкции. В соответствии с чертежами, которые можно составить самостоятельно или найти в сети, вырезаются элементы каркаса. Все они соединяются между собой методом сварки. Предварительно нужно проверить соответствие размеров.
Процесс создания рамы для отрезного станка по металлу
К верхней части рамы приваривается швеллер – он станет направляющим элементом и будет служить основой для дальнейшей установки режущего компонента на станок. Этот швеллер станет своеобразным связующим звеном между электрическим мотором и режущим элементом. После этого на нем с помощью болтов закрепляются вертикально расположенные стойки.
Потребуется сварить конструкцию еще одной рамы. Размерные параметры подбираются в индивидуальном порядке с учетом габаритов электрического мотора и его особенностей. При выборе электрического мотора для станка лучше обращать внимание на модификации асинхронного типа. Данный вид оборудования характеризуется повышенной надежностью и долговечностью.
Существует одна тонкость при выборе мотора. Чем мощнее двигатель, тем ровнее будет ход у диска.
Сборка электрической составляющей для станка
Установка оборудования предполагает монтаж и подключение рабочего вала к электрическому двигателю станка. Способ, которым это можно сделать, не принципиален. Если на чертежах имеется инструкция к выполнению этой процедуры, лучше следовать ей, так как от качества монтажа зависит правильная работа и надежность инструмента.
Для самодельных отрезных станков лучше использовать электродвигатели асинхронного типа
Полезный совет! Некоторые детали, которые самостоятельно изготовить не по силам, можно заказать у токаря. К ним относятся фланцы для фиксации, а также шкив.
Для фиксации мотора на металлической раме лучше использовать болтовое соединение с гайками. Неподалеку от двигателя рекомендуется расположить короб, где находится выключатель и электрическая схема, а также пульт для управления инструментом.
Швеллер, предназначенный для фиксации отрезного диска, лучше посадить на пружину. Нужно сделать так, чтобы при отпускании он возвращался на прежнее место. Для закрепления пружины можно взять болты и хомут.
Электрическая составляющая – самая важная часть инструмента. В обязательном порядке включите в конструкцию цепь для пуска, а также кнопку для экстренного выключения станка. Нужно добиться такого размещения деталей, при котором электромотор будет подключаться к электричеству посредством автомата и коробки, а не напрямую. Трехполосного пускового автомата будет достаточно для того, чтобы включить и полноценно запустить двигатель. Он же будет питать и кнопку выключения.
Напоследок стоит позаботиться о наличии защитных приспособлений, которые обезопасят человека в процессе работы. Для этого нужно изготовить защитный кожух. Он будет препятствовать попаданию искр и мелких частиц металла в глаза.
Защитный кожух является обязательным условием работы с собственноручно изготовленным станком по нарезке металла, уберегая глаза от попадания искр и мелких металлических частиц
Изготовление отрезного станка из болгарки своими руками: чертежи, технология
Конструкции отрезных станков, изготовленных на основе болгарки, бывают двух видов (в зависимости от размещения болгарки).
В первом случае получается станина, на которой очень жестко зафиксирована угловая шлифовальная машина. Над рабочей поверхностью возвышается только диск, для которого в столе имеется специальная прорезь. Такой станок действует по принципу циркулярной пилы.
Обратите внимание! В процессе работы с таким станком приходится самостоятельно передвигать заготовку, из-за чего теряется точность работы. К тому же этот процесс может быть небезопасным, поэтому чертежи со скрытым типом размещения болгарки не пользуются высоким спросом.
Второй вариант предполагает, что заготовка остается в неподвижном состоянии, а режущий элемент перемещается. Благодаря тому, что шлифовальная машина располагается сверху столешницы, для распила деталей не требуется прилагать серьезных усилий.
Работа на самодельном отрезном станке, созданном на основе болгарки
Список инструментов и материалов для отрезного станка из болгарки своими руками
При самостоятельном изготовлении инструмента следует учитывать, что точность, с которой он будет работать, во многом зависит от устойчивости конструкции. По этой причине толщина материалов для изготовления связана не столько с требованиями в отношении прочности корпусной части станка, сколько с необходимостью в обеспечении должного уровня жесткости.
Точность отрезного станка из болгарки во многом зависит от устойчивости конструкции
- угловая шлифовальная машина;
- электрическая дрель (можно заменить сверлильным станком);
- набор сверл;
- набор плашек, предназначенных для формирования металлической резьбы;
- аппарат для сварки;
- рожковые ключи.
Выбор подходящего режущего инструмента для самодельного отрезного станка из болгарки
Полезный совет! Вместо сварки для фиксации деталей, можно использовать резьбовые соединения, однако они менее надежны и не смогут обеспечить необходимый уровень прочности.
Грамотный выбор болгарки является важным моментом при создании отрезного станка по металлу из этого инструмента
Тщательно подходить к выбору болгарки нужно еще и потому, что на рынке присутствует большое разнообразие конструкций. Так как данный электроинструмент не является полностью унифицированным, строительство станка будет осуществляться под определенную модификацию и размеры угловой шлифовальной машины.
Если станок сломается, выполнить установку другой болгарки может быть не только проблематично, но и невозможно. Придется переделывать маятник и все крепления. Поэтому стоит выбирать инструмент из ассортимента крупных и уже проверенных компаний, например, Bosch или Makita.
Чертежи отрезного станка: как из болгарки сделать инструмент для нарезки
На подготовительном этапе осуществляется проектирование и составление чертежей. Единых размеров не существует по той причине, что конструкция каждого станка подчиняется определенной модели режущего инструмента. Готовые чертежи, которых немало в сети, можно подогнать под болгарку. Они позволяют сориентироваться в отношении того, какой будет структура конструкции, ее габариты.
Чертеж станины для болгарки
Составление чертежа лучше начать с корпусной части. В некоторых случаях может понадобиться строительство отдельной платформы вместо каркаса. Такая платформа будет закрепляться на слесарном верстаке. Далее определяются размеры и характер расположения узловых элементов на станке. Нужно замерить межосевые расстояния между крепежными отверстиями, расположенными на редукторе, а также измерить саму болгарку.
Все эти данные используются для составления чертежей. После того как спроектированы крепления для маятника и шлифовальной машины, разрабатывается поворотный узел.
Полезный совет! Точность и жесткость станка зависит от расстояния между режущим элементом и шарнирным соединением. Чем этот разрыв меньше, тем лучше. Рекомендуется устанавливать маятник с минимальной длиной.
После составления чертежей останется только подобрать материалы, рассчитать их количество и приступить к выполнению конструкции.
После составления чертежа, подбора необходимых материалов и инструментов можно переходить непосредственно к созданию отрезного станка
Технология создания отрезного станка из болгарки
Технология изготовления станка для нарезки металла на основе болгарки практически такая же, как и в случае с отрезным диском:
- Подготовка и изготовление деталей для каркаса.
- Обустройство шарнирного соединения на маятниковом рычаге.
- Изготовление П-образного кронштейна с отверстиями для монтажа редуктора шлифовальной машины.
- Изготовление U-образного хомута и планки, которые будут фиксировать корпус болгарки на маятнике.
- Монтаж U-образного хомута и П-образного кронштейна к режущему инструменту: путем сварки или резьбового соединения все эти детали крепятся на консольную часть.
- Запрессовка подшипников в опоры.
- Двусторонняя запрессовка подшипниковых узлов на вал. Чтобы увеличить прочность соединения, можно залудить ось тонкой прослойкой олова с помощью паяльника.
- Закрепление маятника с опорными узловыми частями на краю платформы (отступ от края 0,5-0,6 см) с помощью сварочного аппарата.
- Установка болгарки и защитного кожуха.
- Монтаж возвратной пружины.
После того как конструкция собрана, необходимо выполнить пробный пуск и проверить правильность работы оборудования, а также размещения всех деталей на нем. На заключительном этапе подгоняется паз под режущий элемент, устанавливаются опоры, предназначенные для закрепления заготовок.
Когда доводка завершена, корпус станка необходимо покрыть тонким слоем эмали. Окрашивание убережет инструмент от повреждений, которые может вызвать ржавчина.


При помощи приспособления улитки для холодной ковки, можно своими руками изготавливать фигурные и красивые металлические детали. Самодельный станок улитка собирается довольно просто, потому изготовить его сможет любой домашний мастер, даже при малых навыках в этой работе.
В статье мы рассмотрим преимущества холодной ковки, а также расскажем, как самостоятельно изготовить инструмент для работы – шаблон, чертежи, фотографии и видео смогут помочь вам в работе, и в результате вы сможете собрать простое и полезное приспособление для работы с металлом.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат ?8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Видео: станок для художественной ковки своими руками просто
Процесс холодной ковки

С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие ? 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простой улитки своими руками
Изготавливается она так:
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.

Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.

Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:

Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.

По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.

Кому-то более привлекательным покажется такое исполнение – с цельной полосой.

Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.

Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.


Цена вопроса

Если вы хотите использовать улитку в качестве инструмента для вашего хобби, то необходимо учитывать, что, хотя непосредственно конструкция вам дорого не обойдется (она не нуждается в каких-то специфических инструментах и деталях), определенные расходы холодная ковка все же подразумевает.
Так как, вам будет необходимо потратиться непосредственно на материалы, которые вы в дальнейшем будете использовать. И чем габаритней предполагается изделие, тем больше количество денег вам нужно будет потратить. Для того чтобы оценить затраты, все время создавайте предварительный чертеж изделия, который отображает реальные его габариты. К примеру, чтобы изготовить среднюю подставку под цветы, вам будет необходимо потратить на прутья не меньше 3 000 рублей. Какое количество материала будут требовать более сложные изделия – вы можете посчитать самостоятельно.
Цена будет зависеть и от сложности изделия, которое вы планируете создавать при помощи улитки – чем больше в нем будет сложных элементов, тем дороже вам выйдет конструкция.
На инструменты непосредственно для самого станка вам не нужно будет тратить много денег, но, если до этого вы никогда не занимались сборкой подобных конструкций, то желательно приобрести для нее готовую оснастку – в данном случае станок будет служить вам гораздо дольше, а работать на нем будет значительно проще.
На финишную обработку после ковки также могут понадобиться определенные средства – как минимум, вам нужно будет приобрести краску и грунтовку, для того чтобы придать изделию привлекательный и завершенный вид.
Невзирая на эти затраты, холодная ковка, при помощи улитки, по-прежнему является самым популярным и доступным способом для обработки металла, заниматься этой работой можно, как для своих нужд, так и на профессиональной уровне, но в данном случае вам со временем может быть необходим более мощный станок.
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.

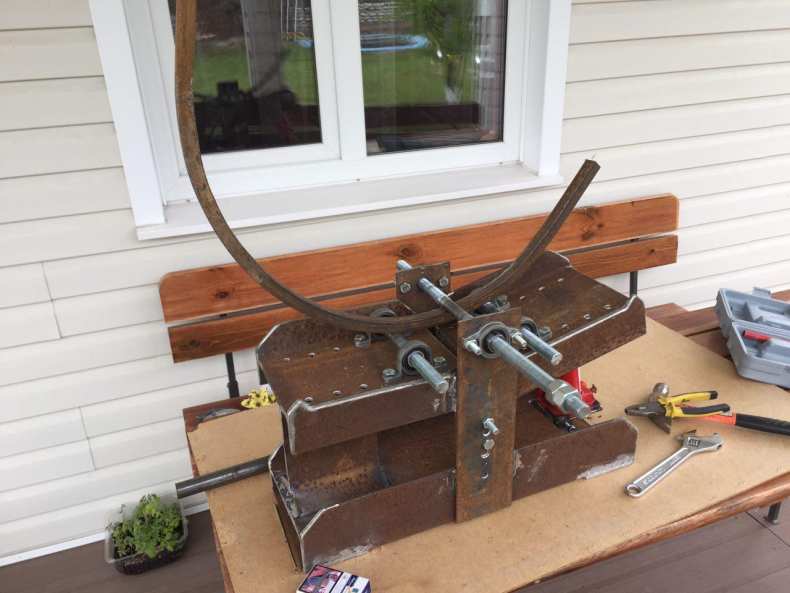
В этой статье подробно расскажем, как изготовить два приспособления для обработки (холодной ковки) квадратной профтрубы. Первый вариант — мини станок, второй — ручной кондуктор.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.
Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.
Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.



Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.


Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
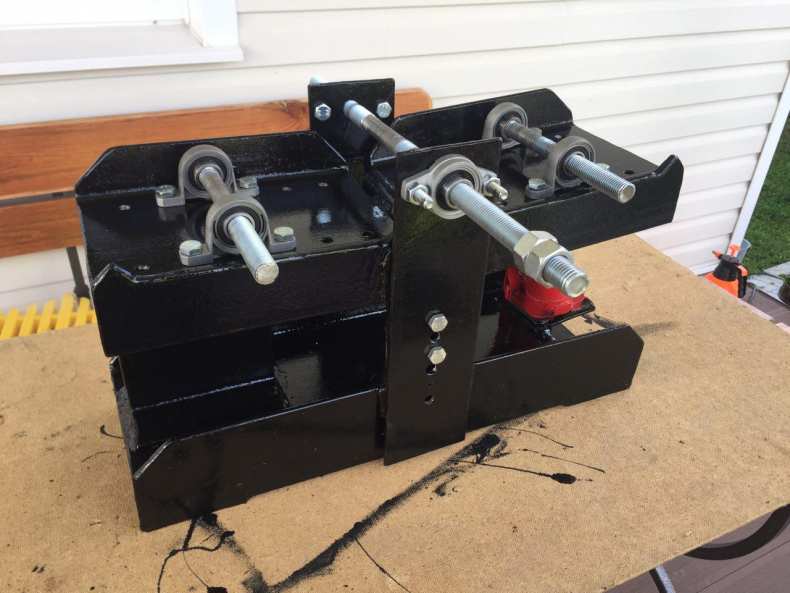
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.

Валы с установленными эксцентриками

Снизу и сверху боковых стенок привариваем по две металлических полосы.

Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.

На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

Простое приспособление для усиления профильной трубы
Рассмотрим еще один вариант самодельной конструкции, которая отлично подойдет для домашней мастерской (для выполнения небольшого объема работ).
Материалы, которые потребуются для изготовления этого приспособления:
Отрезаем две пластины шириной 50 мм (толщина металла — не менее 5 мм). Длина первой пластины — 130 мм, второй — 160 мм.
В пластинах металла необходимо просверлить отверстия диаметром 12 мм для установки подшипников. Расстояние между центрами отверстий должно быть 43 мм.

Отрезаем две круглых трубы и привариваем их по краям одной из металлических пластин.
С помощью шайб можно регулировать расстояние между стенками корпуса приспособления — для прокатки трубы квадратного сечения разного размера.

Например, если вам нужно усилить профиль 15х15 мм, то используем две шайбы толщиной по 3 мм. Прибавляем к ним толщину подшипника (10 мм) и получаем расстояние между стенками — 16 мм.
Собираем приспособление (для крепления подшипников используем болты с гайками), и можно приступать к работе. Изготовление подобной конструкции занимает минимум времени.
Конец профильной трубы загоняем между прокатными роликами (подшипниками). После этого фиксируем край профиля в слесарных тисках, и прокатываем вручную — короткими рывками или поступательными движениями.


Подробно, как собрать такую приспособу своими руками, и как потом сделать с ее помощью прокатку профтрубы — смотрите на видео ниже.
В магазинах строительного инструмента в продаже можно встретить много заводских трубогибов, но приобретать такой инструмент, для того чтобы согнуть три-четыре трубы совсем неразумно.

А вот создать собственноручно этот интересный инструмент и применять его в быту может любой человек, который имеет некоторые знания в области физики и опыт в работе с самыми распространенными инструментами.
Содержание
Создаем трубогиб своими руками
Вариант №1 – ручной трубогиб
В общем-то устройство данного инструмента считается довольно-таки легким, а это говорит о том, что пользоваться подобным инструментом может даже человек, который не сталкивался с этими трубогибами.

Для изготовления вам понадобятся:
- Опорные катки;
- Стационарный ролик;
- Элементы шасси;
- Винт регулировки;
- Ручка (она будет приводить в движение весь механизм).

Этот трубогиб работает по принципу прокатного станка, как и большая часть всех инструментов, которые собираются своими руками. Все элементы конструкции в обязательном порядке создаются из стали или сплава алюминия, в том числе ролики опорные и упорный.






Это условие одно из самых важных, иначе при прокате трубы инструмент может искривиться или сильно деформироваться, поэтому полноценно он работать не сможет.

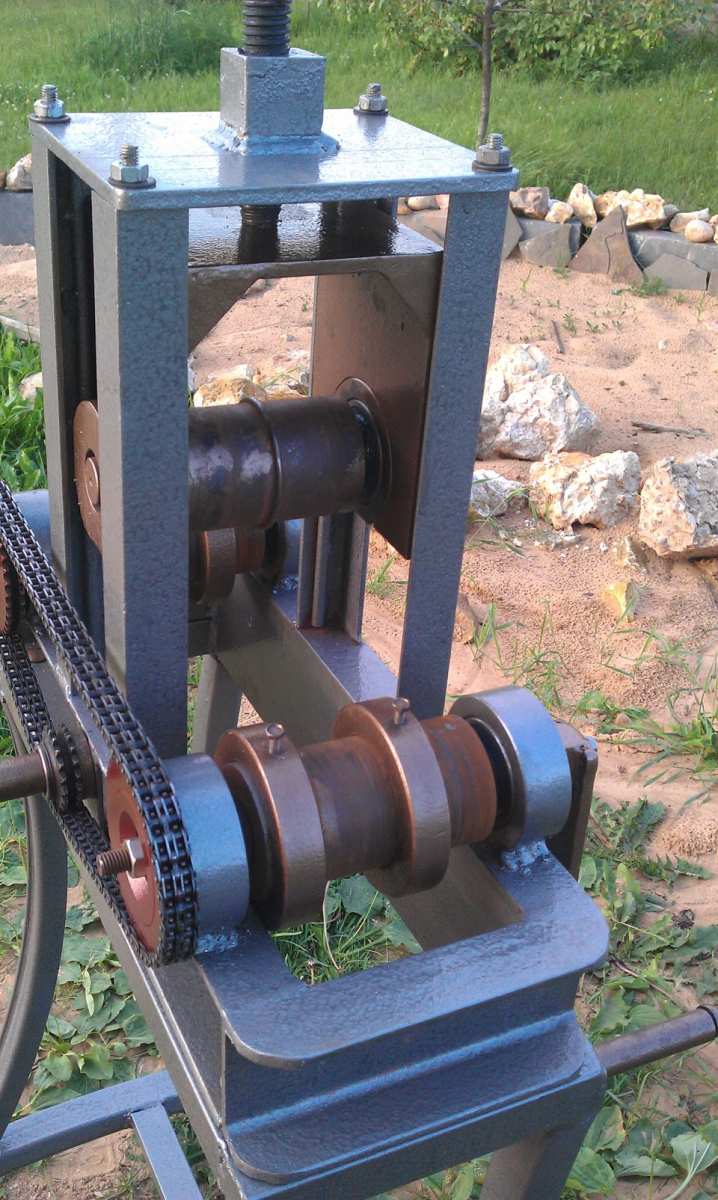
Вариант №2 – механизированный трубогиб повышенной эффективности
Этот вариант трубогиба был разработан простыми умельцами и любителями что-нибудь мастерить своими руками.

Для создания вам потребуется:
- Рама, сваренная из швеллеров;
- 2 прокатных ролика;
- 3 передаточных шестерни;
- Цепь;
- Редуктор и движок с механизмом ременной передачи.

Прокатные ролики смонтированы на прокатных роликах в подшипниковых элементах конструкции. Они приобретают крутящий момент благодаря шестеренкам, которые приведены в движение с помощью стальной цепи.

Вращение цепь берет от редуктора, который вращается при помощи электрического двигателя. Валы движка соединяются черед шкивы ремнем. В целом устроен данный трубогиб несложно, изменение угла сгибания осуществляется при помощи поджимного винта.

В целом такой инструмент не займет много места в гараже или дворе, поэтому есть смысл изготовить этот трубогиб.




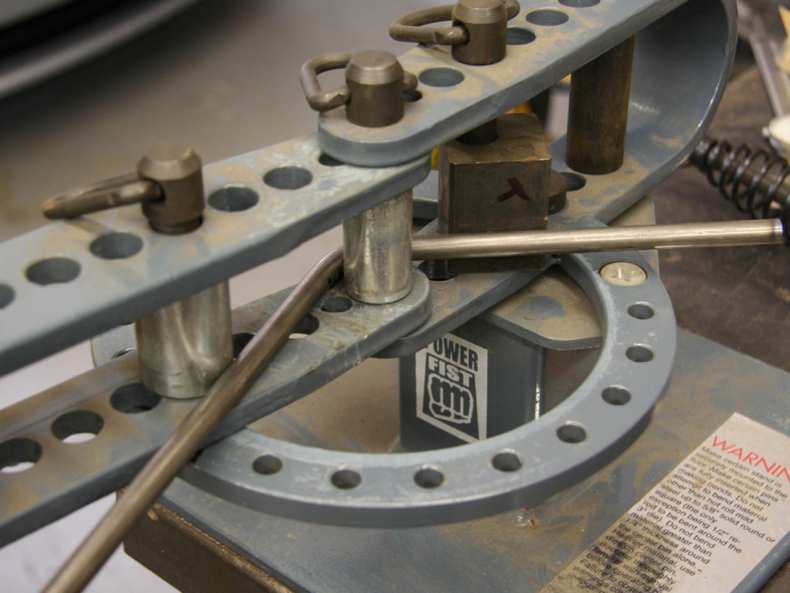


Вариант №3 – гидравлический вариант трубогиба
Конструкция с электроприводом – это по-настоящему крутой инструмент с высоким КПД. Однако, еще более крутым считается трубогиб, который оборудован приводом в виде машинного гидравлического домкрата.

Для создания мощного трубогибами вам понадобится::
- 3 обрезка широкого швеллера;
- 3 обрезка узкого швеллера;
- Петлевой замок;
- 3 ролика, смонтированных на подшипниковые узлы;
- Ручка направления трубы с фиксированной втулкой смещения;
- Гидравлический домкрат.
Ось опорного ролика следует соединить с рукояткой вращения, скрепляется этот узел штифтом.
Такая схема требует меньшего количества энергии для совершения полезной работы, по этой причине у данного трубогиба и КПД выше.





Сборка трубогиба (пошагово)
- Первым делом, конечно, подготавливается надежное устойчивое основание, это может быть стальной лист толщиной 1 см или бетонное основание с вмонтированными гайками для крепления прочих элементов конструкции.
- Далее выполняется монтаж боковых ведущих валиков установки.
- После этого можно приступить к установке подвижных частей станины.
- Потом следует выполнить проверку подвижных частей, к этой работе следует отнестись с особой ответственностью. Вы должны убедиться, что элементы конструкции не застревают при выполнении работы. Если не продиагностировать конструкцию, то она может сломаться при проверке с ведущим гидравлическим приводом.
- Затем приваривается стойка главного ведущего вала.
- Теперь выполняется этап работы по закреплению центральной стойки ведущего вала, вал следует закрепить болтами с контргайкой.
- В последнюю очередь прикрепляется приводная ручка.

Полезные рекомендации от мастера
- Если вы впервые решили гнуть трубы для какого-либо вида работы, следует взять во внимание некоторые нюансы этого процесса. Например, квалифицированные мастера точно ни в коем случае не станут жертвовать качеством сгиба чтобы немного сэкономить время.
- В процессе работы с трубогибом будет правильно сделать несколько слабых поджимов винта, но за 2 подхода к станку. Если же вы попытаетесь сделать всё за один подход, то вероятнее всего вы перегнете трубу, либо окажете на нее чрезмерное давление, то приведет к её разрыву.
- Чтобы вам было удобнее работать с трубогибом, необходимо создавать шаблоны из фанеры. В таком случае можно будет создавать определенные трубы для конкретного вида работ.
- Важно устанавливать прокатные ролики, которые идеально подходят для конкретного диаметра трубы, в таком случае при прокатке труба не сместится, а значит не изменится ее угол. Плюс ко всему вам не нужно будет часто поправлять трубу, смещающуюся от центра опорного ролика к боковой границе.






Если вы не можете изготовить своими руками шаблон по той или иной причине, то заведите небольшой блокнот. В него вы сможете записывать контрольные расстояния между прокатными и опорными роликами, в таком случае вы тоже будете получить трубу с нужным изгибом.

Единственный недостаток способа заключается в том, что в расстояние между валами бывает сложно измерить при помощи обычной рулетки.
Мы надеемся, что данная статья была для вас полезной и информативной, теперь вы сможете изготовить трубогиб своими руками. Желаем вам всех благ!

Читайте также: