Сабельный резак для металла своими руками
Важно
Самодельный резак!
Вот возник такой вопросик. Я печатаю много для себя и знакомых. Это и фотки, визитки, буклетики и многое другое. Хороший резак стоит хороших денег. А вот можно ли самому изготовить, хоть на первое время, резак? Может есть какие-то чертежи или примеры, как изготовить, в инете. Я чёт ничё не нашел. Кто как решает такую проблему?
Линейка и нож. Хотя думаю купить. Самый дешёвый у нас 300 руб. Такого же уровня есть и за 900 руб. А такой уже приемлимый уже стоит 2400 руб.
Такие инструменты давно и успешно используют в металлообрабатывающей промышленности. Их основные элементы — два режущих диска, которые вращаются в разные стороны, буквально врезаясь в материал. Продвигаются они по листу благодаря трению, возникающему между ножами и металлом.
Наиболее часто встречающийся инструмент состоит из двух роликов-ножей — верхнего и нижнего, — расположенных в одной плоскости. Однако есть и другие приспособления:
- с роликовыми ножами, расположенными параллельно, их цель — разрезание металлического листа на полосы;
- с одним наклонным элементом, дающим возможность помимо полос получать заготовки, имеющие округлую форму;
- с несколькими наклонными кромками, использующимися для изготовления небольших деталей кольцевой, криволинейной, круглой формы.
Все модификации эффективно справляются с возложенными задачами: края металлических заготовок, обработанных роликовыми ножами (ножницами), получаются ровными и не нуждаются в какой-либо дополнительной обработке.
Применение роликовых ножниц
Их предназначение — резка металла, толщина листа которого составляет 0,5-1 мм. В промышленности роликовые ножи используют для производства заготовок-полуфабрикатов, идущих на изготовления различных профилей. Такое оборудование — необходимый инструмент для кузовных работ в автомастерских, там, где делают заготовки, предназначенные для сборки мебели.
Перед электрическими инструментами и гильотиной по металлу у них есть несколько преимуществ:
- небольшой вес, компактность;
- простота настройки, регулировки и эксплуатации;
- универсальность: инструмент качественно режет лист алюминия, жести, кровельного железа, меди, стали;
- идеальные края полуфабрикатов, полученных в домашних условиях, далеких от производственных.

С ручными ножницами по металлу их даже сравнивать некорректно, так как роликовый механизм обрабатывает материал без загибов и заусенцев, легкость работ — еще одно их достоинство. Так как стоимость данного инструмента довольно велика, приобретать модель в магазине имеет смысл, если необходимость в подобной работе возникает очень часто. В ином случае покупка себя не оправдает.
Роликовый нож для листового металла своими руками — логичный выход, если работы хочется делать быстро, но качественно. Таких моделей-самоделок изобретено довольно много, процесс создания ножниц для резки тоже нельзя назвать архисложным.
Купить или не купить?

- Частота использования. Если инструмент мастер планирует использовать чуть ли не ежедневно, то лучше взять удобную заводскую модель, дающую к тому же возможность ее точной настройки.
- Качество реза. Если требуется точность до десятых долей миллиметра, то в домашних условиях создание такого инструмента будет крайне затруднительным, если вообще возможным. И в этом пункте преимущество не на стороне самодельного роликового ножа.
- Экономия — то, что способно перечеркнуть все доводы покупных инструментов. Все затраты при создании своей конструкции обойдутся максимум в 5000 рублей. Промышленное изделие — как минимум в 4-5 раз дороже.
- Длительность работ. В совокупности изготовление собственной модели может потребовать около 2 недель. В этот срок входит регулировка и настройка роликового ножа. Тому, кто считает, что время — деньги, этот вариант вряд ли понравится.
Особенности домашнего изготовления
- Режущие элементы. Два ножа, располагающихся сверху и снизу в одной плоскости, обязательно изготавливают из высококачественного сплава, чья прочность должна быть выше, чем у обрабатываемых листов. В роли ножей выступают подшипники, удовлетворяющие этим требованиям. Чем больше их диаметр, тем выше будет скорость резки. Материал-идеал — инструментальная углеродистая сталь.
- Основание (станина с направляющими), по совместительству — рабочая поверхность, на которой располагается разрезаемый лист, перемещаются роликовые ножи.
- Корпус инструмента. Потенциальный материал — стальной уголок, имеющий определенные характеристики: линейные размеры — от 40 до 60 мм, толщину — 3 мм.
- Дополнительные детали: для надежного прижимания материала — фиксаторы (например, ручка, рукоятка), устройства, регулирующие зазор между режущими дисками.
Самая большая трудность при подготовке к работе — подбор достойного материала для роликовых ножниц. Для их изготовления используют подшипники, чей диаметр зависит от корпуса инструмента, однако чаще выбирают детали 20-30, 50 мм. Грани их стачивают точно под углом 90°. В противном случае качественное, эффективное изделие собрать не получится.
Изготовление роликового инструмента

Для работы потребуются:
- два шарикоподшипника (204 либо 205, или другие), одинаковый размер их — условие необязательное;
- труба из стали для рукоятки;
- уголок (40-60 мм, примерная длина — 300-400 мм);
- крепеж — болты, гайки, шайбы и т. п.;
- инструменты: болгарка, дрель, сварочный аппарат.
Весть процесс выглядит таким образом:
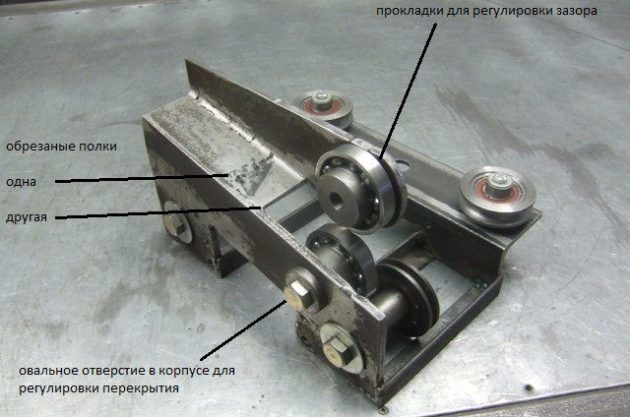
- Из уголка вырезают деталь необходимых размеров. На обоих шарикоподшипниках под острым углом стачивают кромку.
- В детали-уголке сверлят отверстие для закрепления подшипника. Для его фиксации используют болт, имеющий потайную шляпку, и шайбу, обеспечивающую требуемый прижим к полке уголка.
- Крепят будущий нож так, чтобы его край выступал за ребро уголка на один-два миллиметра. Чтобы иметь возможность регулировки, шайбу подкладывают с внутренней стороны. Шляпку болта утапливают в основание профиля. Если это невозможно, то паз делают в верстаке.
- Отрезают от профиля второй элемент, он вдвое короче первого, на котором уже закреплен подшипник. Из него болгаркой вырезают деталь, заостренную с одной стороны. На ее торцевой части, просверлив отверстие, фиксируют второй будущий нож.
- Новую заготовку приваривают к большому элементу так, чтобы верхний и нижний подшипники соприкасались вплотную, а расстояние от наружной обоймы до полки основания составляло около 1 мм.
- Последний этап — приваривание рукоятки, которую предварительно сгибают так, как удобно мастеру.
Изготовленный режущий инструмент будет в состоянии резать металлические листы, чья толщина составляет максимум 0,5 мм. Так как изнашивание кромки шарикоподшипников — неизбежное зло при эксплуатации, необходимо предусмотреть устройство для их удобной, точной регулировки.
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла

Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи

В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.

Такие инструменты давно и успешно используют в металлообрабатывающей промышленности. Их основные элементы — два режущих диска, которые вращаются в разные стороны, буквально врезаясь в материал. Продвигаются они по листу благодаря трению, возникающему между ножами и металлом.
Наиболее часто встречающийся инструмент состоит из двух роликов-ножей — верхнего и нижнего, — расположенных в одной плоскости. Однако есть и другие приспособления:
- с роликовыми ножами, расположенными параллельно, их цель — разрезание металлического листа на полосы;
- с одним наклонным элементом, дающим возможность помимо полос получать заготовки, имеющие округлую форму;
- с несколькими наклонными кромками, использующимися для изготовления небольших деталей кольцевой, криволинейной, круглой формы.
Все модификации эффективно справляются с возложенными задачами: края металлических заготовок, обработанных роликовыми ножами (ножницами), получаются ровными и не нуждаются в какой-либо дополнительной обработке.
Применение роликовых ножниц

Их предназначение — резка металла, толщина листа которого составляет 0,5-1 мм. В промышленности роликовые ножи используют для производства заготовок-полуфабрикатов, идущих на изготовления различных профилей. Такое оборудование — необходимый инструмент для кузовных работ в автомастерских, там, где делают заготовки, предназначенные для сборки мебели.
Перед электрическими инструментами и гильотиной по металлу у них есть несколько преимуществ:
- небольшой вес, компактность;
- простота настройки, регулировки и эксплуатации;
- универсальность: инструмент качественно режет лист алюминия, жести, кровельного железа, меди, стали;
- идеальные края полуфабрикатов, полученных в домашних условиях, далеких от производственных.

С ручными ножницами по металлу их даже сравнивать некорректно, так как роликовый механизм обрабатывает материал без загибов и заусенцев, легкость работ — еще одно их достоинство. Так как стоимость данного инструмента довольно велика, приобретать модель в магазине имеет смысл, если необходимость в подобной работе возникает очень часто. В ином случае покупка себя не оправдает.
Роликовый нож для листового металла своими руками — логичный выход, если работы хочется делать быстро, но качественно. Таких моделей-самоделок изобретено довольно много, процесс создания ножниц для резки тоже нельзя назвать архисложным.
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Читать также: Токарный станок 1у61 технические характеристики
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.
Роликовые (двухдисковые) ножницы применяют для прямолинейного и криволинейного разрезания листового металла. Роликовые ножницы изготовляют с ручным и механическим приводом, последние применяют чаще. По конструкции станины ножницы изготовляются с горизонтальным или с наклонным, идущим вниз, вылетом.
На роликовых ножницах с горизонтальным в вылетом (рис. 54) вырезают из листов заготовки деталей круглой и эллиптической формы (днища, кольца, крышки и т. д.). Кроме того, эти ножницы (при применении специальных направляющих) используют для разрезания листов, полос и лент на заготовки деталей квадратной и прямоугольной формы.
Рис. 54. Роликовые ножницы с горизонтальным вылетом: а — расположение режущих ножей, б — общий вид ножниц
Ножницы с горизонтальным вылетом имеют литую чугунную станину 2, установленную на подставке 1. На переднем конце верхней части станины расположена головка 6, несущая верхний круглый нож 5. Второй круглый нож 3, находящийся на нижней части станины, расположен под углом по отношению к первому, что обеспечивает получение чистого среза (без заусенцев). Шпиндели, на которых насажены круглые ножи, посредством зубчатых колес и валов с шарнирными соединениями приводятся во вращение от электродвигателя 9, установленного на отдельном кронштейне станины. Изменение скорости вращения ножей обеспечивается коробкой скоростей.
Ножи можно вращать также вручную. Рукоятку 7 ручного привода и рукоятки 8 управления станком, расположены на передней части станины так, что работающий может пользоваться ими, не сходя с рабочего места. Ножницы снабжаются подставкой 4 с достаточно большой опорной площадкой, поддерживающей лист у нижнего ножа, что способствует удержанию разрезаемого листа в нужном положении и облегчает работу на ножницах.
Рис. 55. Роликовые ножницы с наклонным вылетом
На роликовых ножницах с наклонным вылетом (рис. 55) преимущественно обрезают кромки полученных отрезанием заготовок деталей. Кроме того, на этих ножницах разрезают листы на заготовки деталей с криволинейными очертаниями.
У роликовых ножниц с наклонным вылетом головка 3 с верхним режущим ножом 2 может устанавливаться относительно нижнего режущего ножа 1 под разными углами, что достигается поворотом ее относительно зажимного винта 4, которым она закрепляется в нужном положении. Перемещение верхнего ножа по вертикали регулируется с помощью ручки 5.
На рис. 56 изображены роликовые ножницы НБ-453, предназначенные для прямолинейного и криволинейного разрезания листового металла толщиной до 10 мм. На специальной подставке 1 установлен кронштейн 2 приспособления, который по мере надобности передвигается по направляющим подставки на требуемое расстояние от верхнего 5 и нижнего 6 ножей в ту и другую сторону.
Вращающиеся прижимы 3 и 4, смонтированные на подшипниках в кронштейне, регулируются по высоте. Нижний прижим 4 устанавливается и закрепляется в одной плоскости с режущей кромкой нижнего ножа ножниц. Верхним прижимом 3 зажимается разрезаемый лист. На разрезаемом листе при необходимости размечается предварительно центр для фиксации листа при его установке. Максимальный диаметр круглой заготовки, вырезаемой с помощью приспособления, определяется вылетом кронштейна.

Рис. 56. Роликовые ножницы НБ-453
На ножницах НБ-453 вырезают круглые днища диаметром до 2500 мм.
Технические характеристики роликовых ножниц приведены в табл. 4.
Таблица 4. Технические характеристики роликовых (двухдисковых ножниц)
| Показатели | Модели ножниц | ||
| Н-450 | Н-451АС | Н-453 | |
| Максимальная толщина разрезаемого листового металла, мм, имеющего предел прочности | 2(45кг/мм 2 ) | 3(70/сг/мм 2 ) | 10(50кг/мм 2 ) |
| Скорость резания, м/мин | 2; 4,2 | 3; 4,5; 9 | 2,5; 3,7; 4,9; 7,5 |
| Диаметр ножей, мм | 50 | 50 | 160 |
| Наименьший радиус вырезаемой заготовки, мм | 35 | 35 | — |
| Вылет ножниц, мм: | |||
| по длине | 760 | 1550 | 1000 |
| по высоте | 400 | 225 | — |
| Вылет приспособления для круглого разрезания, мм | — | — | 1800 |
| Диаметр вырезаемого круга с выносным приспособлением, мм: | |||
| наибольший | — | — | 2500 |
| наименьший | — | — | 450 |
Рис. 57. Роликовые ножницы: а — установка режущих дисковых ножей; б — разрезание листового металла
Листовой металл разрезают на роликовых ножницах по предварительно размеченным линиям. На этих ножницах могут быть изготовлены заготовки с весьма сложной криволинейной формой. Минимальный радиус кривизны контура заготовки определяется диаметром верхнего и нижнего ножей. Ножи ножниц должны углубляться в разрезаемый лист на определенную величину H (рис. 57,а); при этом между ними должен быть зазор К. Эти величины принимаются равными H=0,2—0,3 m, К=0,2—0,25 m. Лист при разрезании на роликовых ножницах держат двумя руками так, чтобы он находился в горизонтальном положении (см. рис. 57,6).
Купить или не купить?

- Частота использования. Если инструмент мастер планирует использовать чуть ли не ежедневно, то лучше взять удобную заводскую модель, дающую к тому же возможность ее точной настройки.
- Качество реза. Если требуется точность до десятых долей миллиметра, то в домашних условиях создание такого инструмента будет крайне затруднительным, если вообще возможным. И в этом пункте преимущество не на стороне самодельного роликового ножа.
- Экономия — то, что способно перечеркнуть все доводы покупных инструментов. Все затраты при создании своей конструкции обойдутся максимум в 5000 рублей. Промышленное изделие — как минимум в 4-5 раз дороже.
- Длительность работ. В совокупности изготовление собственной модели может потребовать около 2 недель. В этот срок входит регулировка и настройка роликового ножа. Тому, кто считает, что время — деньги, этот вариант вряд ли понравится.
Из чего можно изготовить нож

Варианты могут быть самыми разными, здесь нужно обращать внимание на то, что именно планируется резать. Так, если это будет не самая прочная по своей структуре листовая сталь, в том числе, алюминий, оцинкованный металл и прочие подобные материалы, вполне подходящим решением будут самые обычные подшипники. Правда для этого придётся провести предварительную заточку их торцов.
Для проведения резки, один из роликов, тот, который будет играть роль приводного, устанавливается на рукоять, за счёт которой и будет осуществляться прижим ножа к металлу. Обратите внимание, чем больше диаметр подшипников, тем с большей скоростью можно будет проводить резку материала.
Чтобы процесс резки проходил с максимальным комфортом и точностью, приспособление можно дополнительно оснастить направляющими – сложности особой это не составит, зато в дальнейшем гарантировано сослужит добрую службу.
Полученный инструмент достаточно универсален и его вполне можно использовать в комплексе с самым разным металлообрабатывающим оборудованием, в том числе и листогибочными станками, изготовить которые также можно самостоятельно в домашних условиях.
Особенности домашнего изготовления

- Режущие элементы. Два ножа, располагающихся сверху и снизу в одной плоскости, обязательно изготавливают из высококачественного сплава, чья прочность должна быть выше, чем у обрабатываемых листов. В роли ножей выступают подшипники, удовлетворяющие этим требованиям. Чем больше их диаметр, тем выше будет скорость резки. Материал-идеал — инструментальная углеродистая сталь.
- Основание (станина с направляющими), по совместительству — рабочая поверхность, на которой располагается разрезаемый лист, перемещаются роликовые ножи.
- Корпус инструмента. Потенциальный материал — стальной уголок, имеющий определенные характеристики: линейные размеры — от 40 до 60 мм, толщину — 3 мм.
- Дополнительные детали: для надежного прижимания материала — фиксаторы (например, ручка, рукоятка), устройства, регулирующие зазор между режущими дисками.
Самая большая трудность при подготовке к работе — подбор достойного материала для роликовых ножниц. Для их изготовления используют подшипники, чей диаметр зависит от корпуса инструмента, однако чаще выбирают детали 20-30, 50 мм. Грани их стачивают точно под углом 90°. В противном случае качественное, эффективное изделие собрать не получится.

Читайте также: