Ремонт медных трубок своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 06.09.2024
Случилась со мной неприятность. Вешая раковину, я случайно просверлил медную трубу, замурованную в стену. Пришлось локально отбить 1,5 плитки в месте повреждения трубы и думать, что делать дальше.
Итак задача. Имеем горизонтальный участок медной трубы 15мм, левый и правый конец замурованы в стену. Толщина гипсовой стены 8см. За гипсовой стеной идёт бетонная. У левого конца трубы собственно её повреждение (ямка от бура).
Было принято решение удалить часть трубы и сделать вставку.
Болгаркой аккуратно вырезал повреждённый участок трубы.
И после этого встал самый трудный вопрос, как сделать эту самую вставку медной трубой.
Вначале думал можно муфтами слева и справа, однако этот вариант не подошёл, ибо оба конца трубы жёстко зафиксированы в стене.
Муфта 15мм имеет ограничение хода трубы ввиде сужение сечения по центру, что делает невозможным полностью натянуть её на одну из труб.
Решение было найдено, когда в мои руки попала 22 муфта. 22 муфта в отличие от 15 имеет ограничение хода трубы ввиде небольшого бугорка на внутренней стороне муфты.
Я аккуратно срезал этот бугорок с внутренней стороны муфты и муфта смогла относительно свободно перемещаться по трубе.
Привожу схему данного соединения и комментарии к сборки:
- Спаиваем переходник 15-22 и труба1 22мм; спаиваем труба2 22мм и переходник 22-15.
- Натягиваем полностью муфту 22 на трубу 2
- Припаиваем переходники к 15 трубам и варавниваем трубу1 и трубу2 по одной оси.
- Сдвигаем муфту с трубы2 на трубу1 и припаиваем её.
Всё. Получили такую своебразную вставку на прямом участке медной трубы.
Хотелось бы услышать мнение специалистов, насколько допустимо использовать такое соединение?
Какие существуют ещё способы сделать вставку на прямом участке трубы, если оба конца зафиксированы.
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.

Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
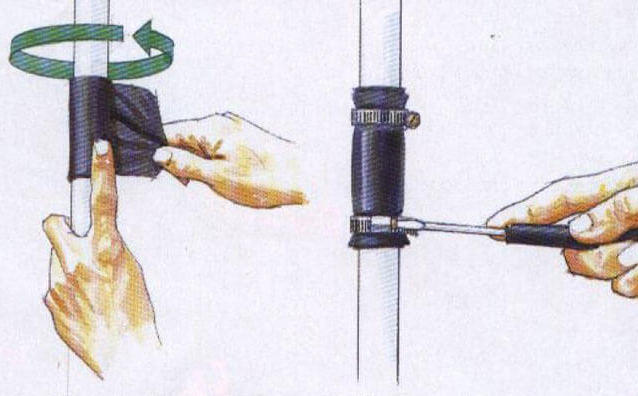
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.

Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы. Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.

Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.

На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
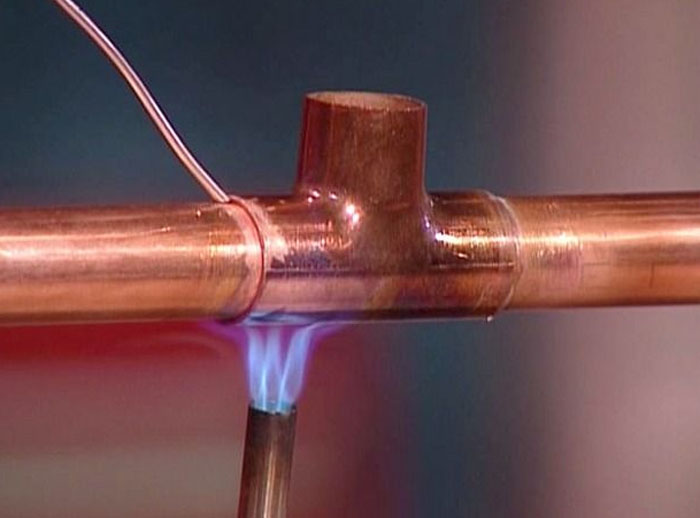
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.

Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
К сожалению, пока не придумали ни вечный двигатель, ни супернадежные конструкции, которые бы имели просто невероятный срок службы. Поэтому рано или поздно каждое сооружение преподносит владельцам неприятный сюрприз. Настоящими ЧП становятся протечки в тех системах, которые имеют трубопровод. Причин аварии может быть несколько, но последствие всегда одно — невозможность пользоваться этим благом цивилизации. Особенно часто дефекты обнаруживаются в водопроводе, которым хозяева пользуются ежедневно и всегда интенсивно. Появление течи в таких системах не редкость, причем повреждения обнаруживаются как в металлических, так и в пластиковых трубах. Если в доме может возникнуть такая ситуация, то хозяевам лучше заранее узнать, как делают ремонт водопроводных труб без сварки.
Трубы и способы их спасения
Протечку (свищ) может спровоцировать множество факторов — например, небрежность при эксплуатации, монтаж, проведенный не совсем корректно, сильная изношенность материала. Причем неприятности случаются и с традиционными металлическими изделиями, и с трубами из различных видов пластика.

Методов устранения протечки есть несколько:
Что делать, когда обнаружилась течь?

После перекрытия подачи воды стараются минимизировать урон, который свищ способен нанести хозяевам и их соседям. Для этой цели под течь укладывают большой кусок ветоши. Однако лучшим вариантом будет емкость (таз или ведро), так как вода будет течь еще какое-то время после перекрывания вентиля.
Эта последовательность действий относится к водопроводу. Если протечка обнаруживается в централизованной системе отопления, то специалистов вызывают незамедлительно. Чтобы не устроить горячий потоп, под место протечки устанавливают емкость. Когда такой возможности нет, так как не позволяет место, на полу под отверстием расстилают толстое одеяло.
Механические способы ремонта трубопровода
Эти методы довольно многочисленны, так как мастера с успехом используют разные подручные материалы.

Медицинский бинт и цемент
- сначала бинт разрезают на куски, потом делают не слишком густой цементный раствор;
- полоски материала тщательно пропитывают смесью, после чего их быстро наматывают на поврежденный участок.
Помощь саморезов, болтов для металлических изделий

- Участки трубы возле отверстия очищают от ржавчины напильником либо наждачной бумагой.
- Потом в него вкручивают саморез. Для облегчения операции используют шуруповерт.
Лучше орудовать аккумуляторным инструментом. Крепеж надо подобрать так, чтобы часть самореза внутри водопровода была минимальной. Понятно, что такой ремонт все-таки временная мера. Чтобы получить более надежную защиту, рекомендуют использовать болт. В этом случае порядок действий иной. Сначала несколькими саморезами в отверстие делают резьбу, затем в него закручивают болт, также оснащенный резиновой шайбой.
Некоторые мастера считают, что не всегда целесообразно болты вкручивать, особенно если случай относится к экстренным. Когда возраст трубы позволяет, элемент можно просто вбить, но молотком надо пользоваться осторожно.
Использование прорезиненного металлического хомута

Данный способ тоже применяют, если отверстие в трубе относительно небольшое. Металлический хомут выбирают того же диаметра, что и у поврежденного водопроводного участка. При возникновении нескольких протечек на одном участке советуют приобретать приспособление большей ширины.
Резиновая прокладка на нем — элемент обязательный, поэтому лучше сразу приобретать именно такое изделие. Однако уплотнитель можно изготовить самостоятельно из прорезиненного материала, чья толщина не менее 3 мм. Рекомендуемая ширина самодельной прокладки — на 2-4 мм больше, чем у хомута. Длина — на 10 мм меньше окружности трубопровода.
Использование временного бандажа
Такой ремонт водопроводных труб без сварки может понадобиться, если ЧП произошло в неудобное время, когда качественно работу сделать не получится. Это поможет временно устранить отверстия, которые имеют продолговатую форму. В этом случае сначала ищут подходящий материал для бандажа. Им может стать:
- велосипедная шина;
- голенище сапога;
- медицинский жгут;
- толстая перчатка.
Магнит при маленьких протечках на металле
Этот метод довольно оригинален, но говорят, что он все же работает, если диаметр отверстия не превышает 1 мм.
- Прохудившийся участок обрабатывают напильником до гладкости.
- Затем на него крепят магнит.
Использование заглушки-чопика

Заглушки для труб рекомендуют делать из древесины влагостойких хвойных пород. Чтобы дополнительно защитить элементы от влияния жидкости, их обрабатывают смолой. Спустя некоторое время чопик начнет разбухать, поэтому течь он собой полностью перекроет. Этот вариант подходит только для металлических труб, для пластиковых изделий деревянные пробки не применяют.
Химические методы борьбы с протечками
Такой ремонт водопроводных труб без сварки подразумевает использование различных химических составов.

Другое название данного средства — эпоксидный композит. Это профессиональная смесь-шпаклевка, которая позволяет быстро и надежно устранить любую небольшую течь. В ее составе металлическая пыль, которую смешивают с эпоксидной смолой.
Наполнители используют разные: есть металлополимеры с алюминием, бронзой, сталью, титаном. Есть составы с минералами — с карборундом или цирконом. Перед ремонтом компоненты соединяют и быстро наносят на поврежденное место. Толщина слоя составляет 10 мм. Застывает такая шпаклевка за 24 часа. Механическая обработка высохшего металлополимера разрешается.
Силикон и малярная сетка
Нередко спасителями становятся герметики. Если говорить конкретнее, то один их вид — на основе силикона. Его достоинства — повышенная износостойкость, способность без проблем выдерживать максимально высокую температуру (до 350°). Вторым обязательным элементом является малярная ткань, изготовленная из стекловолокна.

Ремонт водопроводных труб без сварки состоит из нескольких этапов.
- Сначала поврежденную поверхность очищают, затем на участок наносят тонкий слой герметика: не более 2-3 мм.
- Затем на участок трубы наматывают малярную ткань, впритык. После этого снова наносят слой герметика, а затем наворачивают армирующий материал, но уже с большим заходом: напуск на витки составляет 5 мм.
Общее, рекомендованное количество слоев — как минимум 4. Ткань наматывают максимально плотно. Последним слоем всегда становится герметик. Участок трубы должен просохнуть, но срок, необходимый для сушки такой повязки, зависит от вида герметика. Одни составы высыхают за несколько часов, другим требуются сутки или более.
Суперклей и сода: для любых труб

- На поврежденный участок наматывают первый слой малярной ткани. На нее наносят слой пищевой соды.
- Затем эту операцию повторяют еще два раза, так как нужны 3 слоя ткани/соды.
- Последний этап — нанесение клея. Например, небольшим шпателем.
Моментальный состав мгновенно вступает в реакцию с содой, образуя при этом максимально прочную пленку, разрушить которую вода не в состоянии. Если повреждение не отверстие, а трещина, то поступают по-другому. Соду забивают в нее, а сверху наносят клей.
ФУМ, лен при аварии на резьбе

Такой ремонт водопроводных труб без сварки традиционно используется на участках, где стыкуются трубы. Течь, появившуюся на резьбовом соединении, устраняют ФУМ-лентой, либо льняной нитью, пропитанной водостойким составом. Операция эта довольно простая.
- Перед работой старый уплотнительный материал полностью удаляют.
- Участок очищают от ржавчины, обезжиривают.
- Плотно наматывают новую ленту.
Количество витков — от 4 до 25. На него влияет размер трубы, толщина, ширина ленты. Главная задача намотки — скрыть всю резьбу. Льна, в отличие от сантехнической ленты, нужно меньше, так как этот натуральный материал не так усядет во время эксплуатации. После намотки паклю рекомендуют смочить спиртом, затем обмазать клеем БФ-2.

Поскольку ФУМ-лента выпускается трех видов, надо знать, какую именно продукцию нужно купить. ФУМ-1 — лента, имеющая смазку: она изготовлена на вазелиновой основе (17-20% медицинского масла). Эту продукцию используют для герметизации водопроводных систем, для любых агрессивных сред.
ФУМ-2 выпускается без смазки, поэтому ее можно использовать для уплотнения тех систем, которые работают на кислороде или на других сильных окислителях (например, на газе). ФУМ-3 — изделие, изготовленное из краевых частей первых двух марок. Такие ленты способны противостоять сильнодействующим средам — как разбавленным растворам, так и концентратам кислот и щелочей.

Работа должна производиться в перчатках, но каких-то трудностей она не вызывает:
Схватываться холодная сварка начинает уже в первые 10-15 минут, но лучше все-таки подождать: не включать воду 2,5-3 часа. После затвердевания состава поверхность слегка выравнивают напильником либо наждачной бумагой, снова чистят и обезжиривают, затем окрашивают.

Цены на холодную сварку можно узнать тут:
Заплата из аналогичной трубы
Такой логичный метод тоже имеет право на жизнь, так как он позволяет добиться того же результата — перекрыть течь на пластиковой трубе. В этом случае отпадает необходимость использования малярной ткани, так как ее заменит обычный скотч. Заплатки рекомендуют делать на трубы, диаметр которых начинается с 50 мм. Плюс способа — шанс закрыть отверстие большого размера: например, более трети длины окружности. Условие для работы одно — чистая, сухая поверхность.
- Сначала из трубы аналогичного диаметра вырезают заплатку подходящих размеров. Она обязана перекрывать появившуюся пробоину со всех сторон — как минимум на 15-20 мм.
- Удаляют загрязнения, потом обезжиривают обе соединяемые поверхности. На них наносят любой вид клея — эпоксидный, холодную сварку, термоклей, либо суперклей.
- Детали соединяют, фиксируют, затем сразу же плотно заматывают участок ремонта скотчем. После того как клеевой состав высохнет, скотч аккуратно удаляют.

Не лучший вид отремонтированного места — недостаток толстой заплаты, однако легче смириться с ней, чем с пробоиной. Такой же метод используют для металлических труб, но по понятным причинам для устранения течи водопровода используют не клей, а сварочный аппарат.
Ремонт водопроводных труб без сварки возможен разными способами, для которых чаще не нужны ни навыки, ни особенные инструменты или сложные приспособления. Поэтому, чтобы быть готовыми к неприятностям такого рода, лучше заранее приобрести хотя бы несколько хомутов, прокладок, купить подходящие армирующие материалы и клеевые составы.
В следующем ролике можно увидеть, как делают ремонт водопроводных труб без сварки:
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.

Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых ? 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:

Читайте также: