Полировка гильзы цилиндра своими руками
Добавил пользователь Алексей Ф. Обновлено: 31.08.2024
Ремонт гильз цилиндров это комплекс работ, которые выполняются в определенной последовательности. Для полного понимания необходимости ремонта гильз цилиндров давайте рассмотрим назначение гильз цилиндров.
Для выполнения ремонта гильз цилиндров двигателя необходимо обзавестись необходимым оборудованием и инструментами, которые обеспечат точность и качество работы. Прежде чем приниматься за столько ответственную работу вы должны иметь навыки работы с микрометром, нутромером, индикаторным и штангенглубиномером, с помощью которых вам придется определить износ и искажение формы гильзы цилиндров.
Существуют различные способы восстановления гильз цилиндров, которые выбирают в зависимости от характера износа и повреждения гильзы цилиндров, если восстановить деталь не удается тогда необходимо заменить гильзу цилиндров двигателя.
Оборудование и инструменты для диагностики и ремонта гильз цилиндров двигателя.
- Нутромер гильзы цилиндров с диапазоном измерения 100-160 мм. 1-го класса точности.
- Микрометр гильзы цилиндров с диапазоном измерения 100-125 мм.
- Штангенглубиномер с пределами измерений 0-200 мм.
- Штангенциркуль с пределами измерений 0-250 мм.
- Лупа однолинзовая из стекла 6-кратного увеличения.
Диагностика гильзы цилиндров двигателя заключается в правильной дефектации гильз цидиндров.
- Необходимо провести наружный осмотр при помощи лупы. Цель наружного осмотра заключается в выявлении трещин, рисок, ржавчины, накипи, задиров гильз цилиндров двигателя. Провести анализ и составить характеристику дефектов с местом их расположения и обоснованной причиной появления.
- Определяем величину износа верхнего и нижнего посадочных поясков гильз цилиндров. Для измерения износа посадочных поясков гильз цилиндров используют микрометр, измеряя диаметры верхних и нижних поясков 4-5 гильз цилиндров. Измерения проводят в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
После проведения вышеуказанных замеров сопоставляют полученные результаты с установленными нормами и делают заключение о техническом состоянии посадочных поясков гильз цилиндров и выбирают способы ремонта гильз цилиндров двигателя .
- Определяем характер износа отверстия гильзы цилиндровизмерением диаметра отверстия индикаторным нутромером в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала) в шести плоскостях.
Для увеличения точности измерения провести несколько замеров отверстия одной гильзы.
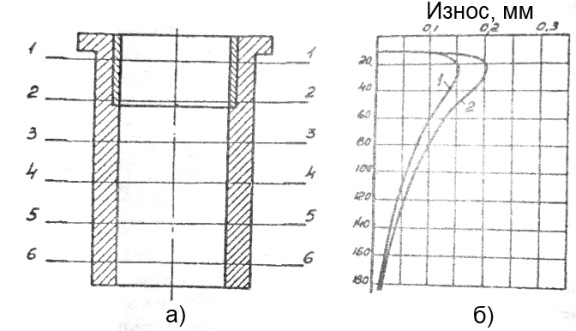
Схема измерения диаметра отверстия гильзы цилиндра:
а – плоскости измерения; б – предполагаемый характер износа.
Характер износа рабочей поверхности гильзы цилиндров обусловлен повышенным износом в зоне верхнего положения первого компрессионного кольца из-за трения в условиях недостаточности смазочного материала, высоких температур и давлений. Эта величина и определяет значение назначаемого ближайшего ремонтного размера, выполняемого при восстановлении гильз цилиндров двигателя, согласно действующим техническим условиям на ремонт.
Завершая дефектацию гильз цилиндров, произвести измерение диаметра отверстия пяти гильз цилиндров в верхней и нижней части на расстоянии 20 мм от края в двух взаимно перпендикулярных направлениях (параллельно и перпендикулярно оси коленчатого вала).
Оборудование и оснащение работы
ПРАКТИЧЕСКАЯ РАБОТА №1
ТЕХНОЛОГИЯ РЕМОНТА ГИЛЬЗЫ ДВИГАТЕЛЯ РАСТАЧИВАНИЕМ
Цель работы
Приобретение сведений при дефектации гильз цилиндров блока двигателя; изучение основных технических характеристик оборудования, оснастки и инструмента, применяемых при выполнении расточной операции; определение машинного времени и хронометраж выполняемой работы.
Оборудование и оснащение работы
Блок цилиндров двигателя ЗМЗ-31 с гильзами, станок 2А78Н с принадлежностями, приспособление для установки и крепления гильзы, стойка микрометра С-1У, штатив Ш-П-Н, резец проходной с пластинкой ВКЗМ, микрометр рычажный МР-100, индикаторный нутромер НИ 80-100, штангенциркуль ШЦ-И-250-0,05, линейка 300, эталон шероховатости по чугуну.
Ответы на контрольные вопросы
1. Перечислите основные конструктивные элементы блока цилиндров и его дефекты.
Основные конструктивные элементы блока цилиндров: стенки рубашки охлаждения и верхнего картера, посадочные отверстия под втулки распределительного вала, посадочные отверстия под гильзу, гнезда под вкладыши коленных подшипников; привалочные поверхности под головку. блока, крышку распределительных шестерен, картера сцепления и др.
В процессе работы двигателя на блок цилиндров воздействуют силы трения, внутренние напряжения в металле, вибрация, агрессивность среды и др. Все это приводит к износам (максимальная допустимая погрешность — Dизн до 0,150 мм, Dнецил до 0,120 мм), механическим повреждениям (трещины, отколы, дефекты) и отклонениям расположения (непараллельность, неперпендикулярность и др.).
2. Перечислите основные конструктивные элементы гильзы цилиндра и ее дефекты.
Конструктивные элементы гильзы — отверстие под поршень, посадочная и наружная поверхности, буртик.
Существует 5 основных дефектов гильз блока цилиндров:
— износ внешней поверхности;
— надлом бурта гильзы цилиндра;
— износ посадочных поясков;
— дефект внутренней поверхности;
Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Операция — это часть технологического процесса, выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми или собираемыми изделиями, одним или несколькими рабочими.
4. Каковы условия работы гильзы цилиндров, вид и характер возможных дефектов?
В процессе работы двигателя на блок цилиндров и гильзу воздействуют силы трения, внутренние напряжения в металле, вибрация, агрессивность среды и др. Все это приводит к износам (максимальная допустимая погрешность — Dизн до 0,150 мм, Dнецил до 0,120 мм), нарушениям качества поверхности (задиры, риски, коррозия), механическим повреждениям (трещины, отколы, дефекты) и отклонениям расположения (непараллельность, неперпендикулярность и др.).
5. Каковы способы и технология ремонта гильзы цилиндров?
Износы, механические и коррозионные повреждения устраняются обработкой деталей под ремонтные размеры (РР) или постановкой дополнительных ремонтных деталей (ДРД), заваркой в среде аргона, а также синтетическими материалами. Деформации различного характера устраняются слесарно-механической обработкой. В практике ремонта наибольшее распространение получил способ восстановления гильз обработкой под ремонтный размер, который включает в себя расточную и хонинговальную операции.
Расточка производится на вертикальных алмазно-расточных станках моделей 278, 278Н, 2А78Н и многошпиндельных полуавтоматах
6. Какие режимы резания назначаются при растачивании?
Таблица 1.1 – Режимы резания при растачивании
| Обрабатываемый материал | Глубина резания, мм | Подача, мм/об | Скорость резания, м/мин | Материал инструмента |
| Чугун: НВ 170-229 НВ 229-269 | 0,1—0,15 0,1—0,15 | 0,05—0,10 0,05—0,10 | 100—120 80—100 | ВКЗМ ВКЗМ |
7. Каковы способы и средства контроля качества ремонта гильзы цилиндров?
При контроле параметров качества гильзы (рисунок 1.1) их сравнивают с допустимыми значениями и её дефектируют в случае повышенного износа.
Рисунок 1.1 – Схема обмеров отверстия гильзы
Дефектовка гильз происходит при помощи нутромера для определения фактических диаметров цилиндров.
Отверстия гильз цилиндров должны замеряться в продольной и поперечной осях, как показано на рисунку 1.1. В общей сложности на каждой гильзе цилиндра необходимо выполнить по 6 замеров. Результаты всех замеров необходимо аккуратно записать, а затем сравнить с техническими данными.
Вывод: В ходе лабораторной работы приобрели сведения при дефектации гильз цилиндров блока двигателя; изучили основные технические характеристики оборудования, оснастки и инструмента, применяемых при выполнении расточной операции.
Как ремонтировать автомобиль
Способы восстановления гильз цилиндров
Для восстановления наружной поверхности гильз цилиндров необходимо провести очистку наружной поверхности гильзы от накипи и возникшей коррозии. Для очистки поверхности гильзы потребуется стальная щетка и токарный станок .
Для очистки гильз цилиндров существует специальная установка ОМ-21601.
Очищающий материал для установки ОМ-21601: металлический песок, косточковая крошка, флюс.
Производительность установки ОМ-21601: 40 гильз цилиндров в час.
Рабочее давление сжатого воздуха установки для очистки гильз: 0,5- 0,56 МПа.
Устранение кавитационных разрушений гильз цилиндров эпоксидным ссоставом.
Кавитационные разрушения гильз цилиндров устраняют покрытиями созданными на основе эпоксидных смол и состоит устраняются в такой последовательности:
- Зачистка поверхности гильзы цилиндров (до металлического блеска);
- Обезжиривание поверхности гильзы цилиндров (техническим ацетоном);
- Приготовление эпоксидного состава (после добавления отвердителя состав необходимо использовать за 20 мин.);
- Нанесения эпоксидного состава на поверхность;
- Отвердевание нанесенного слоя (при температуре 20 градусов Цельсия 3 суток).
Перед нанесением эпоксидного состава на гильзу цилиндров необходимо гильзу до температуры выше 40 градусов Цельсия. Эпоксидный состав наноситься на поверхность гильзы цилиндров специальным шпателем.
На эпоксидный состав не должно попадать вода, масло и грязь. Не допускается подтекание эпоксидного состава на посадочные пояски гильзы цилиндров во время ремонта гильз цилиндров.
Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы. Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска.
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Растачивание гильз цилиндров двигателя
Растачивание гильз цилиндров проводится на алмазно-расточном станке. Станок 278, 278Н для растачивания гильз цилиндров оснащен специальным приспособлением для крепления гильзы.
Растачивание гильз цилиндров проводится, обычно за один проход.
Режим растачивания гильзы цилиндровна алмазно-расточном станке:
Рекомендуемый режим растачивания гильз цилиндров обеспечивает минимальную конусность, овальность и шероховатость.
- Овальность и конусность не более 0,04-0,05 мм.
- Шероховатость поверхности гильзы цилиндра не более 2,5-1,25 мкм.
Для растачивания гильзы цилиндров применяются специальные режущие инструменты – резцы из твердого сплава.
При растачивании гильз цилиндров необходимо следить за износом резца, так как при его повышенном износе параметры овальности, конусности и шероховатости будут возрастать. Наиболее оптимальное количество расточенных цилиндров одним резцом 5-7 штук.
Шлифование гильз цилиндров
Очень часто вместо растачивания внутренней поверхности гильз цилиндров проводят шлифование на шлифовальном станке.
Шлифуют гильзы цилиндров при помощи плоских абразивных кругов с зернистостью 40 средне мягкой твердости изготовленных из белого электрокорунда. Шлифование гильз проводится за два прохода:
Охлаждающая жидкость:
- Вода с добавками кальцинированной соды 2%.
- Мыло.
Скорость перемещения стола: 0,3. 8 м/мин.
Частота вращения шлифовального круга: 5600 об/мин.
Частота вращения детали: 160 об/мин.
Скорость шлифовального круга: 25. 35 м/с.
Скорость детали: 55. 65 м/с.
Поперечная подача круга: 0,01 . 0,03 мм.
Поперечная подача при чистовом проходе: до 0,005. . 0,015 мм.
Cкорость перемещения стола: до 0,3.. 4,5 м/мин.
Шлифование гильз цилиндров отличается высокой скоростью съема металла и обеспечивает заданную высокую точность и требуемую шероховатость обработанной поверхности гильз цилиндров. Эти параметры позволяют добиться хорошего качества хонингования и снижают расходы на абразивы.
Хонингование гильз цилиндров двигателя. После операций растачивания или шлифования внутренняя поверхность гильзы поддается хонингованию. Хонингование проводится на вертикально-хонинговальном станке 3A83.
Хонингование гильз цилиндров
Хонингование гильз цилиндров двигателя это вид абразивной обработки гильз цилиндров двигателя с применением хонинговальных головок (хонгов). С помощью хонингования можно получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности равной Ra=0.63?0.04.
Если восстановить гильзу цилиндра невозможно необходимо провести замену гильз КАМАЗ .
Ремонт гильз цилиндров своими руками — отличная возможность сэкономить деньги и личное время. Помните, что от состояния гильз напрямую зависит ресурс двигателя, потому стоит своевременно проводить гильзирование самостоятельно или в специализированных автомастерских. Для начала давайте разберёмся с тем, что такое гильза и в каких случаях может потребоваться её ремонт.
Виды гильз для легковых авто
На современные автомобили устанавливают следующие виды гильз:
Ремонт гильз
Как выполнить гильзовку блока цилиндров своими руками? Этот процесс под силу даже новичку без специальной подготовки, потому рекомендуем не обращаться за профессиональной помощью в автомастерскую, если конечно, вам самим не хочется это делать.
Этапы гильзовки цилиндров:
- Подготовительный. На данном этапе проводится расточка цилиндров и хонинговка пазов. При этом очень важно, чтобы при расточке была выдержана правильная форма паза.
- Гильзирование. Сейчас для ремонта используются следующие методы гильзовки: горячий и метод запрессовки.
Чтобы обеспечить должный уровень охлаждения и стабильную работу двигателя, следует внимательно подойти к выбору гильз. Выбирать их следует по каталогу, учитывая припуски на расточку. В среднем значение допустимого разноса составляет не более 0,5 мм.
Сегодня закончил апить свою мурку(расточен задник,отполирована фаска на стволе, колечки на поршень,утяжелитель,пружина магнум).Полировку цилиндра делал в последнюю очередь,так как приспособу только сегодня привезли.Так вот после полировки субьективно винтовка стала стрелять даже слабее.Полировал все грамотно,сначала "нулевкой" убрал следы развертки,потом полировка с пастой.Порщень двигается с небольшим усилием как и до этого.Но. перестала винтовка пробивать жигулевский брызговик,хотя сегодня до разборки пробивала.Вот
зря наждачокй обрабатывал.. Ею надо обрабатывать, если есть раковины, царапины и всякая подобная хрень. Сразу надо было войлоком с пастой. И желательно подольше - часа 1,5.
broshman писал(а): Шансон
Обрабатывал шкуркой для того чтоб убрать явные следы развертки.Диаметр цилиндра увеличился на 2-3 сотки.С руками у меня все в порядке,просто интересно с чем это свазано
Теоретически это может быть связано с тем, что от полировки трение увеличилось. Микроскопически старая поверхность выглядела как волнистая, по буграм которой скользила манжета, а впадины были заполнены смазкой. После полировки (в идеале) бугры и впадины выровнялись, площадь поверхности трения стала вдвое больше (добавились места, где раньше были впадины) а смазки стало меньше.
Теперь стОит попробовать подобрать новую смазку, более жидкую и более "скользкую".
Shanson писал(а): зря наждачокй обрабатывал.. Ею надо обрабатывать, если есть раковины, царапины и всякая подобная хрень. Сразу надо было войлоком с пастой. И желательно подольше - часа 1,5.
Часа полтора - это смотря как работать Я когда-то делал себе инструмент из старых или поломанных надфилей (HRC 60-65), делал на точиле форму, потом немного ровнял наждачкой и дальше полировал на войлочном кругу с маслом плюс паста ГОИ. Так даже из этой стали через пять минут было зеркало. А за полтора часа можно и пополам надфиль войлоком перетереть.
И еще зависит от пасты, паста ГОИ тоже разная бывает. А алмазная - и подавно, там видов двадцать ее, наверное.
Уже не помогет! я пробовал.
Теперь надо сделать вытсрелов 2000-4000. тогда и полировать не надо будет, и скорость восстановится.
Шансон
Обрабатывал шкуркой для того чтоб убрать явные следы развертки.Диаметр цилиндра увеличился на 2-3 сотки.С руками у меня все в порядке,просто интересно с чем это свазано
Я вот тоже недавно разбирал ЁЖ-53-й (новый)и смотрел в цилиндр. Ни каких раковин не заметил, ни каких заусенцев, ни каких следов развертки (зубил, отбойных молотков и тд).
Просто гладкий темный металл. Может такое быть? Заводское качество?
Если не затруднит, обЪясните, как выглядит "приспособа" для полировки ? Как войлочный круг на ножке зажатый в патрон дрели? Просто стоит на работе станок немецкий шлифовальный типа "шарошка" и у него 1500 - 3000 об/мин. Ну грех не отшлифовать/полирнуть что-нибудь.
Читал где-то про зеркальный цилиндр/поршень. Такое может быть?
Спасибо.
To broshman:
оберни менжету фторопластовой пленкой и будет тебе щастие.
процедура кропотливая, требует аккуратности, но того стоит. и со смазкой не переборщи.
На одном из моих старых ИЖ-38 тоже отполировал цилиндр. С тем же эффектом
Не знаю от чего это происходит, но факт - моща падает. С тех пор никогда не полирую.
У меня он где то после 2500- 3000 так отполировался что любо-дорого посмотреть!
Это я к тому что лучше не трогать его - сам притрется ,тока убрать явные следы..
moskito
Следы развертки проявятся если чуть потереть мелкой шкуркой, например нулевкой.Выглядит это приблизительно как резьба Так как цилиндр вороненый и внутри тоже сразу этого не видно.Приспособа где то на форуме описывалать даже с чертежом.А войлочным кругом на ножке, можно сделать только хуже так как будет биение.
ЭйМС
попробую, если найду фторопласт нужной кондиции
Народ, это не следы развертки, это следы хона, они вообще-то так и задумывались. Если они действительно выглядят как мелкая-мелкая резьба (на самом деле это концентрические круги, а не резьба ).
Приспособа должна выглядеть не как круг на ножке, а как цилиндр, думаю, примерно длиной в полцилиндра винтовки. Иначе загубите всю идею, а именно, убьете цилинричность (труба станет в разных местах разного диаметра).
А еще не забывайте, что поршень царапает себе дорожку каждым выстрелом. Так, что зеркало будет до первого выстрела. Если он не на фторопласте или у вас не ГП, которая не заваливает боком поршень.
IMHO - Цилиндр лучше не полировать. Вряд-ли у большинства гунеров есть возможность отхонинговать цилиндр - это был-бы идеал. Хон оставляет после обработки Х-образный микрорельеф, идеально удерживающий смазку. Немножко похуже результаты можно получить притиром с алмазной пастой, вращательно-поступательными движениями.
А с завода цилиндры идут из-под развёртки. По идее то-же можно получить очень высококлассную поверхность. Развёрткой соответствующего класса, свежезаточенной, и на очень небольшой скорости. Т.е. не в условиях потока, скорости, бешенно-быстрого зарабатывания денег. Мне так кажется.
Всем привет, вы на канале Мастер Хломастер, на моём канале выходят видео об различных самоделках, туториалы и .
Восстановление цилиндра, нанесение хонинговальной сетки после теплового прихвата и после воздействия ржавчины.
Шлифуем головку блока цилиндров шевроле лачетти своими силами! Под металлическую прокладку (металлопакет).
Пробую произвести расточка цилиндра руками силами,при помощи наждачки и приспособы.Все это происходит не на .
хонинговка цилиндров наряду с расточкой, являются главной частью капитального ремонта двигателя. бюджетный .
Всем привет ремонт двигателя toyota vista 20т сейчас буду проводить canin ковку своими руками в принципе как бы таким .

Читайте также: