Как сделать тарельчатую пружину
Добавил пользователь Alex Обновлено: 02.09.2024
Пружина – один из основных элементов множества разнообразных узлов и механизмов, который используется уже не одну сотню лет в любом производстве. Область применения пружин обширна: от обычной шариковой ручки до технических узлов и автоматов на космических станциях.
В современной промышленности применяется несколько технологий изготовления пружин, которые в общих чертах похожи между собой, но и имеют ряд существенных отличий и нюансов в количестве и сути этапов. Эти отличия производственных процессов связаны с особенностями конструкции изделий. От вида, назначения и характеристик упругого элемента зависит срок выполнения заказа, количество этапов изготовления и перечень оборудования, необходимого в процессе.
От грамотного расчета пружины, выбора расходного материала и используемой технологии производства зависит качество, долговечность и безопасность работы как самого изделия, так и механизмов, в которых оно будет применяться в будущем. Поэтому мы уделяем большое внимание контролю производственных процессов на всех этапах, что позволяет нам гарантировать заказчикам 100% результат.
Производство пружин для нас не просто слова, а отработанный производственный процесс. Годами накопленный опыт позволяет осуществлять изготовление пружин точно в срок, по разумной цене. Наша продукция всегда неизменно высокого качества независимо от конфигурации изделий и объема заказанной партии.
Мы используем современное специализированное оборудование, актуальные технологии изготовления пружин и качественное сырье. На этой странице вы можете ознакомиться с технологиями производства упругих элементов, которые мы применяем при выполнении заказов.
Какие типы пружин мы производим
По конструкции металлические пружины делятся на следующие типы:
Мы расскажем об особенностях производства каждого из этих видов пружин на нашем предприятии.
Что общего у всех технологий изготовления пружин
В подавляющем большинстве случаев способ изготовления пружины напрямую зависит от назначения, габаритов и особенностей материала изделия, какая требуется потенциальная энергия пружины. Например, мелкие и средних размеров пружины с круглым сечением прутка делают с помощью холодной навивки, а для производства более габаритных аналогов прибегают уже к методу горячей навивки. В некоторых случаях изделия одного и того же типа можно изготовить разными способами – количество вариантов зависит от условий заказа, предполагаемого функционала и требований к конечному продукту.
Также на выбор технологии влияет используемый материал – от его характеристик зависит мощность, продолжительность и/или необходимость термической обработки.
Одна из самых распространенных технологий – навивка. Она проводится вручную (оператор навивает проволоку или пруток на станке) или автоматически (с помощью навивочного автомата), горячим или холодным методом, с отпуском или без. Холодный способ навивки самый распространенный, так как имеет самую низкую себестоимость, но для изготовления крупногабаритных пружин подходит только горячий метод.
Общие этапы всех технологий изготовления пружин:
- Предварительная подготовка прутков нужного диаметра (как правило, выполняется на прокатных станках).
- Правка заготовок (выправление геометрии, шлифовка).
- Расчет пружин при изготовлении на заказ и в штатном режиме выполняется на программах расчета.
- Возможно покрытие готовых деталей антикоррозийными составами.
Какие варианты антикоррозийного покрытия возможны: фосфатирование + промасливание, оцинковка, кадмирование, хромирование, полимерное порошковое покрытие, электрополировка и т.д. Также возможно нанесение эмалей, лаков с алюминиевой пудрой и краски. При изготовлении пружин на заказ вариант антикоррозийного покрытия согласуется с заказчиком.
Какое оборудование используется при производстве пружин:
- пружинонавивочные автоматы;
- гибочные станции;
- переоборудованные токарные станки;
- шлифовальные станки;
- отпускные и закалочные печи (для термообработки);
- стенды для контроля качества.
Делая заказ на изготовление пружин у нас, будьте уверены: мы выполняем все этапы производства на качественном современном оборудовании, регулярно проходящем тех. осмотр, в соответствии с ГОСТами и высшими европейскими стандартами качества. Мы реализуем продукцию собственного производства, поэтому готовы поручиться за каждую пружинку, сделанную для вас, независимо от ее размеров и материала.
Технологии изготовления винтовых, конических, манометрических трубчатых и торсионных пружин, включая пружины сжатия, кручения и растяжения
Холодная навивка
Отличительная черта этого способа производства пружин – в скручивании заготовки без предварительного прогрева.
В современной промышленности применяются два подвида холодной навивки – с отпуском и закалкой и без закалки. Мы предлагаем оба варианта.
Холодная навивка может проводиться в ручном или автоматическом режиме, так как не требует нагревания деталей.
Технология холодной навивки пружин без закалки
Навивочный станок имеет два валика, один из которых контролирует уровень натяжения прутка и направление навивки с помощью винта.
Суть процесса изготовления:
- Пруток продевается в станок через планку, конец фиксируется зажимом на оправе.
- Верхним валиком задается уровень натяжения и скорость вращения.
- Запускается валик, отвечающий за наматывание пружины.
- После намотки нужного количества витков пруток обрезают.
- Деталь обрабатывают механически (от сколов и неровностей) и термически (для устранения внутренних напряжений, полученных изделием в ходе навивки).
- Наносится антикоррозийное покрытие (опциональный этап).
Нюанс: холодная навивка подходит для пружин из металла диаметром до 16 мм. Форма пружины при такой технологии изготовления может быть бочкообразной, конической, цилиндрической и т.д.
Технология холодной навивки пружин с закалкой и отпуском
Отличие холодной технологии навивки с закалкой и отпуском от предыдущего типа холодной навивки начинается на этапе термообработки – все предшествующие этапы (навивка и механическая подготовка) идентичны.
Этап термической обработки при производстве пружин этим способом состоит из двух шагов:
- Закалка (деталь нагревают, выдерживают и быстро охлаждают в соответствии с характеристиками используемого материала в масле, солевом растворе, воде и т.д.). Нюанс: при нагреве заготовка должна находиться в горизонтальном положении, это предотвращает проседание и деформацию детали под собственным весом.
- Второй шаг – отпуск (прогревание детали и финальная формовка при необходимости).
Тип термической обработки зависит от материала: для некоторых марок стали используют отпуск и закалку, для бронзы применим только низкотемпературный отпуск.
Иногда упругие элементы дополнительно подвергают пескоструйной обработке, упрочняют дробью или покрывают антикоррозийными составами. При изготовлении пружин на заказ эти этапы можно включить в производственный процесс или исключить из него.
Горячая навивка
В отличие от холодного способа производства, при горячем способе пружина не отрезается после достижения нужного количества витков на станке. Вся заготовка навивается целиком в предварительно прогретом состоянии, затем режется на нужное количество деталей. Такой подход позволяет оптимизировать расход материала и снизить себестоимость производства конечной продукции.
Изготовление пружин методом горячей навивки возможно только в автоматическом режиме на специальном оборудовании. Закалка и отпуск – неотъемлемые этапы этой технологии. Метод позволяет работать с прутками больших диаметров.
Нюанс: горячая технология изготовления пружин подходит для производства деталей диаметром строго от 10 мм.
Технология горячей навивки пружин с закалкой и отпуском
Суть процесса изготовления:
- Пруток быстро и равномерно нагревают до рабочей температуры, чтобы увеличить эффективность холодной пластической деформации (нагревают в газовой/электрической печи или токами высокой частоты).
- Затем разогретая заготовка продевается в навивочный станок, фиксируется в зажимах. Через верхний валик навивочного станка задаются натяжение и скорость вращения.
- Пруток навивают на станке после предварительной обработки концов заготовки (концы оттягивают кузнечными вальцами или шлифуют на специальных станках).
- Формируют нужный диаметр, количество витков, шаг по высоте (расстояние между витками), поджатие крайних витков (для пружин сжатия).
- Упругий элемент подвергают закалке и отпуску – нагревают, выдерживают и быстро охлаждают в масле (так как в воде материал может треснуть, или сначала выдерживают в воде 1-3 секунды и затем отправляют пружину остывать в масле). Затем упругий элемент повторно прогревается.
- После очистки детали от масла следует этап механической обработки. Пружины сжатия торцуют, обрабатывая нерабочие концы. Пружинам кручения придают зацепы и т.д.
- Последний этап – нанесение антикоррозийного покрытия, пескоструйная обработка, упрочнение дробью (опционально).
По этой же технологии производятся волнистые/волновые пружины, пружины изгиба, пружины с зазором и перекрытием.
Нюанс: если технологические концы оттягивались перед навивкой пружины, ее можно сразу отправлять на закалку без дополнительного разогрева.
Технология изготовления: тарельчатые, плоские, спиральные и пластинчатые пружины
Суть технологии производства:
- Заготовки предварительно обрабатывают – резка/ фрезеровка/ штамповка (вырубка по контуру, создание отверстий) – зависит от типа пружины, используемого материала и пожеланий заказчика + закалка.
- Затем детали механически очищают от неровностей и заусенцев.
- Изделиям придают требуемую геометрию (их загибают, сверлят в них отверстия, зачищают и т.д.).
- Затем следует этап термической обработки (стальные детали обычно подвергают закаливанию и отпуску, бронзовые – дисперсионному твердению в вакуумной печи).
- Следующий этап – механическая обработка (пескоструйное покрытие, обработка дробью для прочности).
- Нанесение антикоррозийного покрытия (опционально).
- Старение детали для прочности.
Плоские, тарельчатые, пластинчатые и спиральные пружины производят на эксцентриковых прессах из стали различных марок и бериллиевых бронз. Как правило, для создания пружин этих типов за основу берут листовой, ленточный или полосовой прокат.
Мы предлагаем изготовление пружин этого типа на заказ, у нас большой ассортимент упругих элементов всех видов.
Как технологии производства пружин зависят от диаметров проволоки:
Малый диаметр
Пружины с поперечным сечением в диапазоне 0,2-4 мм
Холодная навивка, торцевание, термообработка, обжатие, заневоливание (горячее или холодное).
Средний диаметр
Пружины с поперечным сечением в диапазоне 4-12 мм
Холодная и горячая навивка с технологией, аналогичной вышеописанной технологии производства пружин с малым сечением.
Большой диаметр
Пружины с поперечным сечением в диапазоне 12-50 мм
Подходит только горячий способ навивки с предварительной оттяжкой концов или без. Остальные манипуляции аналогичны вышеописанным.
Нестандартные пружины на заказ
В эту категорию попадают упругие элементы нетипичных форм и размеров с поперечным сечением 0,2-50 мм.
Как правило, для создания нетипичных упругих элементов используют не стандартные пружинонавивочные автоматы, а переоборудованные токарно-винторезные станки или оборудование, разработанное под конкретную партию. Такое происходит реже, но мы выполняем изготовление пружин на заказ не первый год – даже самые нестандартные требования и пожелания – для нас не помеха, детали уточняйте у наших консультантов.
Из каких материалов делают пружины
Перечень материалов, из которых изготавливают пружины, очень разнообразен. Он зависит от назначения, размеров, типа изделия. Материалы – от средне-, высокоуглеродистых марок стали и низколегированных стальных сплавов до резины, дерева, пластмассы, фанеры и даже картона. Мы специализируемся на металлических пружинах.
К техническим характеристикам стали, использующейся при изготовлении пружин, предъявляются очень высокие требования, так как пружины часто служат для гашения нагрузок различной интенсивности. В зависимости от предназначения упругих элементов, для их создания могут применяться самые разные марки стали. Чаще всего при производстве пружин используется углеродистая и высоколегированная сталь таких марок, как:
50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, но спросом пользуется продукция и из других стальных сплавов.
Как материалы связаны с назначением пружины:
- Упругие элементы общего назначения производят из высокоуглеродистых сталей, легированных ванадием, марганцем и кремнием.
- Детали, которые будут использоваться в агрессивных средах, делают из нержавеющей стали, бериллиевой, кремнемарганцевой, оловянноцинковой бронзы, а также из титановых и никелевых сплавов.
Контроль качества: как пружины проверяются на соответствие
Последний этап производства пружин – выходной контроль качества, включающий проверку химического состава и физических свойств продукции.
Кроме контроля качества исходного сырья, навивки пристрелочной партии с контролем на соответствие геометрическим и силовым параметрам, контроля качества продукции после каждого этапа обработки (механической, термической, окрашивания/гальванизации) мы проверяем конченый продукт на соответствие на стендовом оборудовании, подвергая его разнообразным нагрузкам.
После изготовления партии пружин продукция проходит несколько этапов проверки на соответствие. Изделия испытывают на сжатие/растяжение, кручение, усталость, усилие. Все пружины из проволоки с сечением от 12 мм проходят процесс обжатия (технологического упрочнения).
Также каждая пружина замеряется на соответствие размеров (по длине, количеству витков, внутреннему и внешнему диаметру, равномерности шага, перпендикулярности опорных плоскостей к оси пружины).
Стенды гарантируют точность и стандартизацию измерений по всем техническим параметрам пружин различных типов и габаритов. Благодаря такой многоступенчатой системе контроля на измерительных инструментах и измерительно-разрывных автоматах вы получаете на 100% качественный продукт, соответствующий условиям заказа и стандартам ГОСТов.
Собственное производство пружин, современное оборудование, строгое соблюдение технологий изготовления и опытные мастера – наши гарантии качества всей представленной продукции. За подробной информацией о технологиях производства пружин и вариантах заказа обращайтесь к нашим консультантам.

Как известно, существуют различные виды пружин, которые отличаются не только по конструкции, но еще и по способу взаимодействия с остальными механизмами в узлах. Так, например, пружины сжатия работают на сжатие, пружины растяжения — на растяжение, ну а пружины кручения, соответственно, на изгиб и скручивание. При этом данные виды пружин имеют витую форму, в отличии от той же тарельчатой пружины или от любого типа пружин-рессор. Само собой, технология изготовления пружин витого типа будет отличаться от того как происходит производство пружин с другой конструкцией.
В целом, технология изготовления пружин подразумевает под собой совокупность последовательного использования специальных технологических инструментов, например, станочного оборудования и каких-либо сырьевых материалов. При этом, само производство пружин может происходить за разное число этапов и с использованием различных способов, которые выбирает непосредственно сам завод-производитель, в зависимости от назначения конкретной пружины. Соответственно, технология меняется исходя из всех характеристик и конструкционных параметров у этого металлического изделия.
Пожалуй, наиболее распространенными в промышленности и быту считаются как раз таки витые виды пружин, а именно, кручения, сжатия, растяжения. По этой причине нами сегодня будет рассмотрено, что представляет технология изготовления пружин из данной классификации. Вообще, наличие специальной навивки в конструкции позволяет подобным пружинам многократно воспринимать повторяющиеся нагрузки, проявляя высокую степень устойчивости к разным механическим воздействиям без потери своих характеристик, в числе которых имеются следующие физико-химические свойства:
- Коэффициент упругости
- Предел воспринимаемой нагрузки
- Усталостная прочность
Именно эти параметры влияют на продолжительность, а главное, на качество работы пружин. Собственно, для того, чтобы обеспечить данным изделиям максимально возможную долгосрочность эксплуатации, производство пружин должно осуществляться из надежного сырьевого материала, посредством поэтапного применения разных технически процессов на специальном оборудовании. Как правило, навивка осуществляется оператором из стальной проволоки на токарных станках либо вручную, либо через автомат одним из двух основных способов: горячим методом или же холодным методом.
Холодная технология изготовления пружин

Производство пружин холодным способом в Российской Федерации выполняют чуть чаще, нежели горячим, ввиду наиболее низкой себестоимости производства. Для таких работ не требуются дополнительные дорогостоящие станки, кроме навивочного. Собственно, такой метод предполагает использование оборудования, оснащенного двумя основными валиками, через которые и происходит навивка. Верхний из валиков позволяет регулировать натяжение, а также задавать направление завивки, используя для этого специально установленный винт. Сам процесс изготовления выполняется примерно так:
- Подготавливается специальная сталь для изготовления пружин (стальная проволока).
- Проволока просовывается через планку в суппорте.
- Ее конец прочно закрепляется на оправке при помощи зажима.
- Через верхний валик устанавливается необходимое натяжение.
- В зависимости от диаметра проволоки выбирается скорость вращения.
- Запускается в работу валик, наматывающий пружину.
- По мере достижения необходимого числа витков, проволока обрезается.
- В завершении деталь обрабатывается механически и термически.
Несмотря на то, что форма изготавливаемого изделия может быть как бочкообразной, так и цилиндрической, или даже конической, холодная технология изготовления пружин не позволяет использовать для изготовления пружин сталь диаметром более 16 миллиметров. Механическая обработка проводится для устранения зазубрин, сколов или же любых других дефектов на поверхности метиза, полученных в результате предыдущего проката проволоки, либо во время непосредственного процесса навивки с целью обеспечения наиболее лучшего качества изделия и повышения срока его эксплуатации.
Кроме того, немаловажным этапом является последующая термическая обработка, за счет проведения которой заготовка сможет избавиться от всех полученных во время навивки внутренних напряжений. При этом сам метод обработки выбираю исходя из того, какая была использована сталь для изготовления пружин. В некоторых случаях используют и отпуск и закалку, в некоторых, например, в бронзе, только лишь низкотемпературный отпуск. Так или иначе, каждый из данных процессов позволяет изделию достичь основных своих критериев, в числе которых состоит их великолепная упругость.
Горячая технология изготовления пружин

В отличии от холодного способа, горячее производство пружин подразумевает лишь изготовление изделий с диаметром от 10 миллиметров. То есть метизы меньших габаритов не получится сделать таким способом априори. Горячая технология изготовления пружин для создания заготовок требует проводить процедуру равномерного нагрева. При этом сам нагрев производится очень быстро на специальном станке. После чего разогретый до красна пруток необходимо просунуть через фиксирующую планку в навивочный станок и закрепить концы заготовки в зажимах и выполнять следующие этапы:
Обратите внимание, что горячая технология изготовления пружин для экономичного расходования сырьевых материалов не предусматривает разрезание пружины по мере того, как будет достигнут необходимый размер изделия. Это значит, что навивка происходит сразу на всю длину заготовки, а уже потом от нее отрезают куски необходимой длины. Повторная термическая обработка изделия необходима для снятия внутреннего напряжения. Охлаждать заготовку в масле, а не в воде рекомендуется по причине того, что во время долгой закалки в воде горячая сталь может попросту пустить трещину.
Тем не менее, если технология изготовления пружин требует проводить закалку как раз в воде, то необходимо соблюдать временной диапазон от 1 до 3 секунд, после чего так же опустить заготовку в масло. После этого пружину вынимают и очищают от масла. Далее уже идет аналогичный холодному методу навивки этап механической обработки изделия: заточка, шлифовка и другие технологические операции. Кроме того, для улучшения износостойкости изготовленных обеими способами пружин довольно часто производители применяют так же антикоррозионную обработку поверхностей изделия.
Сталь для изготовления пружин

Поскольку пружины зачастую используются для гашения каких-либо типов нагрузок, сталь для изготовления пружин должна иметь очень высокие технические характеристики. В зависимости от предназначения итоговых изделий, для их создания могут использоваться самые различные марки стали. Однако, наиболее часто, производство пружин выполняется из углеродистой и высоколегированной стали. Как правило, заводы-изготовители используют такие марки, как 50ХФА, 50ХГФА, 55ХГР, 55С2, 60С2, 60С2А, 60С2Н2А, 65Г, 70СЗА, У12А, 70Г, а также ещё множество других стальных сплавов.
Среднеуглеродистые и высокоуглеродистые марки стали, а также низколегированные стальные сплавы, которые задействует любое производство пружин, называются рессорно-пружинными. Зачастую, сталь для изготовления пружин обозначается еще как пружинная сталь. Стандартом для ее производства считают ГОСТ 14959-79, который предписывает все допуски и требования к техническим характеристикам. По госстандарту, пружинная сталь должна иметь очень качественную поверхность без наличия каких-либо дефектов, способных привести к частичному или же полному разрушению.
Дело в том, что при наличии, например, трещин на поверхности изделий, в процессе их эксплуатации при тяжелых различных тяжелых условиях, все усталостные явления будут концентрироваться как раз в наименее устойчивых дефектных местах. Именно поэтому вся пружинная сталь до того, как началось непосредственное производство пружин, должна пройти процедуру проверки на соответствие установленным требованиям ГОСТ 14959-79. Кроме того, сталь для изготовления пружин должна иметь хорошую упругость и проявлять высокую устойчивость к агрессивным воздействиям.
Достичь этого помогает, во-первых, химический состав того или иного сплава, так как под конкретные рабочие условия подбирается конкретная сталь для изготовления пружин. Во-вторых, противостоять напряжению и разрушению позволяют процесс закалки и отпуска изделий. Проведение данных технологических процессов подразумевает любая технология изготовления пружин, однако для каждой марки стали есть свои нюансы. В частности, этим нюансом является среда закаливания, в роли которой выступают масло или вода, а также еще и сама температура, при которой идет закаливание.
Собственно, температура при которой закаливается сталь для изготовления пружин, варьируется в пределах от +800°С до +900°, в зависимости от конкретного сплава. А отпуск проводится уже при диапазоне от +300°С до +480°С. Это обусловлено тем, что именно при подобных температурах возможно достичь одного из самых важных параметров пружинной стали — наибольшего предела упругости стали. Твердость получаемой продукции равняется 35 — 45 единицам твердости по Шору, что равнозначно значению от 1300 до 1600 килограмм на один квадратный миллиметр поверхности.
Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры.
В связи с такими условиями работы металл, применяемый для изготовления пружин и рессор, должен обладать, кроме необходимой прочности в условиях статического, динамического или циклического нагружений, достаточно хорошей пластичности, высокими пределами упругости и выносливости и высокой релаксационной стойкостью, а при работе в агрессивных средах (атмосфере пара, морской воде и др.) должен быть также и коррозионностойким.
Не менее важны для металла пружин и рессор также технологические свойства - малая склонность к росту зерна и обезуглероживанию в процессе термической обработки, глубокая прокаливаемость, низкая критическая скорость закалки, малая чувствительность к отпускной хрупкости.
На качество пружин и рессор влияет состояние поверхности прутков, проволоки и полос. Наличие наружных дефектов (трещин, закатов, плен, волосовин, раковин, заусенцев, вдавленной окалины и др.), а также обезуглероженного слоя снижает упругие и циклические свойства металла. Поэтому наружные дефекты на поверхности прутков и полос должны быть удалены зачисткой или шлифованием, а глубина обезуглероженного слоя не должна превышать определенной нормы, установленной ГОСТом на рессорно-пружинную сталь.
Высокие свойства (максимальные пределы упругости и выносливости) пружины и рессоры имеют при твердости HRC 40-45 (структура-троостит), которая достигается после закалки (с равномерным и полным мартенситным превращением по всему объему металла) и среднего отпуска при 400-500 °С (в зависимости от стали).
Для изготовления пружин применяют углеродистые и легированные стали, а для приборов - сплавы цветных металлов, главным образом бериллиевую бронзу. Рессоры изготовляют только из легированных сталей.
Пружины и рессорные листы упрочняют следующими способами:
1) холодной пластической деформацией с последующим низкотемпературным нагревом (отпуском, старением);
2) закалкой с последующим отпуском (упрочнение в результате мартенситного превращения);
3) закалкой с последующим старением (упрочнение в результате дисперсионного твердения).
Для изготовления средних и мелких витых пружин широко применяют патентированную проволоку (диаметром до 8 мм), изготовляемую из среднеуглеродистых сталей с содержанием марганца 0,3-0,6% и сталей 65Г и 70Г с содержанием марганца 0,7-1,0%, а также из углеродистых инструментальных сталей. После навивки в холодном состоянии пружины подвергают низкому отпуску (175- 250 °С, выдержка 15-20 мин в зависимости от диаметра проволоки) для снятия напряжений, повышения пределов упругости и выносливости, релаксационной стойкости и обеспечения стабильности размеров пружины.
Вместо патентирования экономически более выгодно применять метод деформационного упрочнения нормализованной стали.
Данный метод, разработанный на Горьковском автомобильном заводе, заключается в следующем. Проволоку, прутки, полосы из сталей 45, 65Г, 50ХГ подвергают нормализации, а затем холодной пластической деформации волочением или прокаткой со степенью деформации 40-60%. Из полученного полуфабриката навивкой, штамповкой или вырубкой изготовляют пластинчатые и витые пружины, рессорные листы, которые подвергают нагреву при 280-300 °С в течение 20-40 мин.
При нагреве происходят процессы деформационного старения, вызывающие упрочнение. Предел выносливости при этом выше, чем после закалки и отпуска. Например, предел выносливости пластинчатых пружин из стали 65Г после деформационного старения б = 96 кгс/мм 2 (960 МН/м 2 ), а после закалки и отпуска б = 77 кгс/мм 2 (770 МН/м 2 ).
Преимуществом данного метода является также то, что обеспечиваются размеры и форма упругих элементов, что особенно важно для тонких пластинчатых пружин, сильно деформирующихся при закалке. Для устранения коробления таких пружин необходимо применять при отпуске специальные штампы.
Для изготовления пружин, упрочняемых термической обработкой (закалкой и отпуском), применяют углеродистые (65, 75) и легированные (60С2А, 50ХФА, 60С2Н2А и др.) стали, для рессор - только легированные стали, для пружин, работающих в агрессивных средах,- нержавеющие стали 30X13, 40X13, 12Х18Н10Т и др.
Углеродистые стали в связи с их малой прокаливаемостью применяют для изготовления пружин из проволоки диаметром до 6 мм.
Преимущество кремнистой стали по сравнению с углеродистой - ее повышенная прокаливаемость и более высокие прочность и пластичность. Недостатком этой стали является повышенная склонность к образованию поверхностных дефектов при горячей обработке, обезуглероживанию и графитизации.
В результате обезуглероживания наружной поверхности пружин или рессор резко снижается их сопротивляемость длительным нагрузкам.
Поэтому нагрев пружин и рессор необходимо проводить с предохранением от обезуглероживания или (для устранения вредного влияния обезуглероженного слоя) подвергать их после термической обработки обдувке дробью.
Широкое применение для изготовления рессор автомашин и пружин подвижного состава железнодорожного транспорта имеют кремнистые стали 55С2 (А) и 60С2 (А). Сталь 60С2 (А) применяют также для изготовления пружин, работающих при температурах до 250 °С.
Сталь 70СЗА обладает высокими механическими свойствами, но склонна к графитизации.
Марганцевая сталь (65Г) по сравнению с кремнистой сталью обладает некоторыми особенностями, к которым относятся получение менее шероховатой поверхности при горячей обработке, большая прокаливаемость и меньшая склонность к обезуглероживанию.
Недостатками марганцевой стали являются повышенная чувствительность к перегреву, образованию закалочных трещин, склонность к отпускной хрупкости; применяют эту сталь для пружин механизмов и машин.
Детали из стали 55ГС сечением до 25 мм имеют сквозную закалку, а поэтому ее применяют для изготовления рессор толщиной до 10 мм, цилиндрических пружин с диаметром прутка до 25 мм и буферных пружин; эта сталь малосклонна к обезуглероживанию и отпускной хрупкости.
Хромомарганцевая сталь (50ХГ (А)) обладает глубокой прокаливаемостью, высокой прочностью и относительно малой чувствительностью к перегреву; ее применяют для изготовления пружин и рессор большого сечения; сталь хорошо закаливается в масле; недостатком этой стали является склонность к отпускной хрупкости.
Небольшая присадка к хромистой стали ванадия положительно влияет на структуру и пластичность стали, а также уменьшает ее склонность к перегреву, вследствие чего значительно облегчается термическая обработка; поэтому хромованадиевая (50ХФА) и хромомарганцеванадиевая (50ХГФА) стали хорошо закаливаются в масле и малосклонны к росту зерна.
Применяют эти стали для изготовления пружин особо ответственного назначения, а также рессор легковых автомобилей.
Стали 60С2ХФА, 65С2ВА и 60С2Н2А используют для крупных пружин ответственного назначения. Детали из этих сталей малосклонны к росту зерна и прокаливаются в сечениях до 50 мм.
Особенно высокими качествами обладает никелькремнистая сталь 60С2Н2А, легко отжигающаяся на структуру зернистого перлита, имеющая высокую пластичность, не подкаливающаяся при охлаждении на воздухе после горячей прокатки.
Нержавеющие стали применяют для изготовления пружин, работающих в коррозионной среде и повышенных (до 400 °С) температурах.
Пружины из высокохромистых нержавеющих сталей мартенситного класса (30X13, 40X13 и др.) закаливают от температуры 1000-1050 °С в масле (пружины из стали 40X13 можно охлаждать также и на воздухе); структура после закалки - мартенсит.
Отпуск после закалки проводят в зависимости от условий работы пружин: при 550-500 °С для пружин, работающих при повышенных температурах, и при 300-350 °С - для пружин, работающих при температуре 20 °С (при более высокой температуре отпуска понижается стойкость к коррозии под напряжением).
Очень высокая прокаливаемость этих сталей позволяет изготовлять из них пружины больших сечений.
Пружины из хромоникелевых сталей аустенитного класса (12Х18Н10Т и др.), упрочняемые холодной пластической деформацией, после навивки подвергают только отпуску при 450- 500 °С с выдержкой в течение 20-30 мин.
Для повышения коррозионной стойкости и стабильности пружины из нержавеющих сталей после всех операций технологического процесса подвергают полированию (лучше электролитическому) до полного осветления поверхности.
Необходимо учитывать, что при полировании диаметр проволоки уменьшается на 3-10%, что приводит к снижению силовых характеристик пружин.
Цилиндрические пружины нагревают в горизонтальном положении.
Для предупреждения коробления при нагреве на поду печи располагают швеллерные балки, на которые укладывают пружины.
Для закалки пружин сжатия применяют приспособление, показанное на рис.1, представляющее собой стальной стакан (внутренний диаметр которого на 0,3-0,4 мм больше наружного диаметра пружины, а высота на 10-12 мм больше высоты пружины) с отверстием в дне, равным среднему диаметру пружины.
После нагрева до заданной температуры и выдержки приспособление вместе с пружиной вынимают из печи и охлаждают в масле (в горизонтальном положении при непрерывном покачивании).
Рис.1. Приспособление, применяемое при закалке пружин сжатия
Рис. 2. Пружины:
а - закаленная;
б - на оправке перед отпуском;
в - готовая (после закалки и отпуска)
Коробление пружины, полученное при закалке (рис.2, а), можно устранить при отпуске. Закаленную пружину надевают на оправку и зажимают клином (рис.2, б). В таком состоянии осуществляют отпуск пружины.
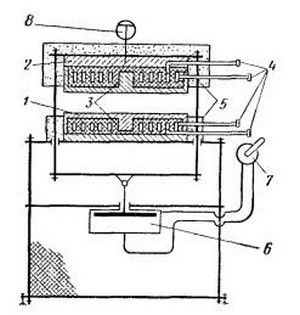
Рис.3. Схема пневматического пресса с электроподогревом.
Для получения необходимой твердости и правильной формы тонкие пластинчатые пружины для устранения возникшего при закалке коробления подвергают отпуску в штампах на прессе с электроподогревом.
Нихромовые нагревательные элементы с жаростойкой изоляцией размещены в пазах дисков 3. Концы 4 нагревателей выведены из штампов к щиту управления.
- 1.Изготовление пружин; 2.Контроль качества пружин.ГОСТы.
Наличие современного контрольно-измерительного оборудования и использование разработанных методик обеспечивают проведение всесторонних испытаний применяемых материалов и изготавливаемых пружин Пружины подвергаются контролю геометрических размеров, твердости, характеристик сила-деформация и циклической выносливости. В отдельных случаях упругие элементы, предназначенные для эксплуатации в экстремальных условиях, проходят дополнительные проверки на наличие дефектов ультразвуковым исследованием, а также методами дефектоскопии и рентгенодиагностики. Такой контроль позволяет оперативно и качественно решать задачи, связанные с изготовлением широкого спектра изделий от пружин для железнодорожного транспорта и пружин для АЭС до высокоточных клапанных и форсуночных пружин.
ГОСТЫ
Рессорные листы нарезают в холодном состоянии, затем в них пробивают отверстия, оттягивают концы и в горячем состоянии загибают ушки.
Термическую обработку рессорных листов, например из стали 50ХГФА, проводят по следующему режиму: Листы загружают в закалочную газовую конвейерную печь (температура I зоны 600-700 °С, II зоны 800-850 °С и III зоны 850-880 °С). Выдержку дают из расчета 1,2-1,5 мин на 1 мм сечения. После нагрева рессорnotные листы помещают в гибочно-закалочную машину, в которой производится гибка и закалка с охлаждением в циркулирующем масле (температура масла 40-60 °С). После закалки рессорные листы подвергают отпуску в газовой конвейерной печи при 550-600 °С с выдержкой 40-45 мин. Рессорные листы укладывают на конвейер печи на ребро. После отпуска рессорные листы поступают на конвейер охлаждающего бака. Быстрое охлаждение водой после отпуска препятствует возникновению отпускной хрупкости, не нарушает потока и улучшает условия работы в цехе. После отпуска рессорные листы подвергают дробеструйной обработке, что значительно повышает их предел выносливости. Остаточные напряжения сжатия наружных слоев, вызванные обдувкой дробью, уменьшают напряжения растяжения в наружных волокнах, увеличивая долговечность рессорного листа.
а) твердость после закалки (одного комплекта через каждые 2 ч работы) (HRC 50-60);
б) прилегание листов рессоры в сборе (через каждые 2 ч работы);
в) твердость после отпуска (HRC 40-45).
Для проверки результатов термической обработки иногда рессоры выборочно подвергают испытанию на выносливость.Кроме обычной закалки эффективны индукционный нагрев пружин и рессор, изотермическая закалка и особенно термомеханическая обработка.
Твердость в зависимости от условий работы деталей HV 200-400.
Закалке подвергают также заготовки с последующим изготовлением из них деталей по следующему технологическому процессу: отрезка или вырубка заготовок; обезжиривание, промывка, сушка; закалка; полирование заготовок (при необходимости); изготовление деталей; обезжиривание, промывка и сушка деталей, старение; контроль.Помогите пожалуста формулами расчёта этих самых пружин на жесткость. Сам пытался найти ничего не получилось. Вобще возможно ли изготовить такую пружину диаметром 12мм, длинной 7мм, усилием 100кг?
ЗЫ Пружина будет использоваться в редуктореМожно.Берешь старую рессору(листовую)пилишь на кусочки и вперед.
Рассчитывай на каждую пружину ход не более 0,1 мм,конус не более 1,5 рабочего хода(если 0,1,то и конус о,1.0,15),а в остальном надо подбирать.Я переделал штук 20 прежде чем подобрал.
Но без нормального отжига(в термичке)не советую её подсовывать токарям.Ну, конус делать буду не я, меня только попросили узнать нужные параметры одной пружины. Но на будущие спрошу - а как?
Вообще начинаю склоняться к варианту редуктора на газовой пружине. Благо в моём варианте надо только врезать впускной клапан, за больший шток редуктора и накачать туда газ. Редуктор, аналог вальторовского (LP 200/300) только развёрнутый по горизонтали.А не боишся что если будет чуть натекать, иль наоборот утекать, и давление будет прыгать?Я так сначала то-ж хотел так сделать но подумав решил нормальные пружины сделать.
Конус на них я делал так,брал оправку и грев это пружинку пока она красная ложил на приспособу и оправкой делал конус.
После обязательно отпускай иначе ломаються они.Вот и хочу поэксперементировать,если будет плавать то поставлю обычные пружины. Там всё без особых изменений менять можно. травить может только кольцо на штоке редуктора. Или сам заправочный клапан. Короче будет видно, но сильно я этого небоюсь. Да и клапан будет надёжный.
Так про оправку понял, думаю буду делать анологично.Ну вы даете.Точить сразу конус это трудновато,да-и точность страдает,одна больше-другая меньше.
Я делал под шлифовку,потом мне из в нужный размер шлифовали,и на оправке в горячую формовали,заодно они при этой операции сразу калились,после только отпуск и все.
Ход маленький с таким расчетом что-б если их сдавить до полного соприкосновения они не лопались(т.е защита од дурака)
Ход у меня от нуля,до 160 кг рабочего давления около 0,7мм. четыре пружинки на редуктор.Павел(ПрОст)проверял сказал все ок,нестабильность около 3-5 кг.(нету у меня воздуха(пока)
Геннадий,а если не секрет с чего вы их делали?
Читайте также: