Как сделать нержавейку золотой
Добавил пользователь Morpheus Обновлено: 10.09.2024
Сущность способа состоит в химической обработке изделий из нержавеющей стали всех марок, приводящей к получению на их поверхности окрашенных слоев широкой цветовой гаммы.
Способ осуществляют следующим образом
Окрашиваемое изделие из нержавеющей стали любой марки на подвеске из проволоки завешивают в раствор химического окрашивания, имеющий комнатную температуру так, чтобы место контакта проволоки и обрабатываемого образца было погружено в окрашивающий раствор. Подвеска обязательно должна быть изготовлена из металла с более положительным электрохимическим потенциалом (медь, никель, латунь, бронза), чем у нержавеющей стали. Соотношение площади подвески (Sк) и поверхности детали (S0) обязательно должно быть в пределах 1:(100:500). Процесс проводят при комнатной температуре. Цвет полученной пленки зависит от времени нахождения детали в растворе.
Цветовая гамма зависит лишь от окрашивающего раствора, соотношение площадей окрашиваемой детали и контактирующего металла (подвески) влияет на скорость окрашивания. При соотношении 500:1 процесс сильно замедляется, при соотношении менее 100:1 наоборот, ускоряется так, что трудно регулировать цвет детали.
Варианты окрашивания
| Состав раствора № 1 | Время, мин | Гамма полученных цветов | |
| Селеновая кислота - 10 г/л | 4.5 |  | Жёлтый |
| Медь сернокислая - 10 г/л | 6 |  | Темно-красный |
| Азотная кислота - 7 г/л | 10 |  | Темно-фиолетовый |
| 13 |  | Тёмно-синий | |
| Состав раствора № 2 | Время, мин | Гамма полученных цветов | |
| Гипосульфит натрия -100 г/л | 3 | | Желтый |
| Уксуснокислый свинец - 10 г/л | 4.5 |  | Коричневый |
| Сегнетова соль - 12 г/л | 7 |  | Красный |
| Медь сернокислая - 12 г/л | 7.5 |  | Малиновый |
| 8 |  | Фиолетовый | |
| 9 |  | Синий | |
| 11 |  | Зеленый | |
| 13 |  | Светло-зеленый | |
| 18 |  | Розовый | |
| 27 |  | Сине-зеленый |
После получения требуемой окраски изделие извлекают из раствора, тщательно промывают сначала в проточной, а затем в дистиллированной воде, просушивают фильтровальной бумагой, а затем отсоединяют от подвески.
Такой вид металла, как нержавеющая сталь, используется для производства большого количества окружающих нас предметов. Зачастую последние находятся без окраски, так как не нуждаются в защите от влаги, и при этом могут эффектно блестеть своей металлической поверхностью. Так что окраска здесь в основном объясняется индивидуальными дизайнерскими задачами. Поэтому, если вы, скажем, хотите покрасить гофрированную нержавейку в черный цвет, это значит, что данная расцветка необходима в рамках построения интерьера, и она более предпочтительна, чем естественный цвет металла.

Сложности окрашивания нержавейки
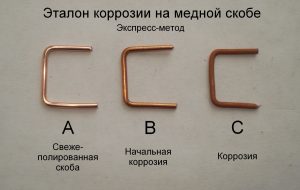
Столкнувшись с необходимостью красить нержавеющую сталь, многие понимают всю сложность процесса – при стандартном подходе краска просто не ложится на эту гладкую поверхность, так как материалу не хватает адгезии. Впрочем, это еще не означает, что красить этот металл невозможно. Необходимо лишь правильно выбрать краску и должным образом подойти к процессы подготовки поверхности. При этом для многих будет открытием то, что и медь, и нержавеющая сталь, и алюминий, и оцинкованный металл также подвержены коррозии, пусть и в значительно меньшем объеме. Следовательно – их также необходимо защищать, и в некоторых случаях красить крайне желательно.
Готовим нержавейку к работе
Качество конечного результата напрямую зависит от этого этапа, так что его следует провести максимально ответственно. Процесс состоит из нескольких этапов:
- Изучаем поверхность. Окрашиваемую поверхность необходимо тщательно изучить на предмет неровностей или дефектов. Если они не сильно велики, то от идеи выравнивания лучше отказаться. Все дело в том, что идеально ровная и натертая до блеска стальная поверхность крайне плохо сцепляется с краской, и качество ее окрашивания будет посредственным;
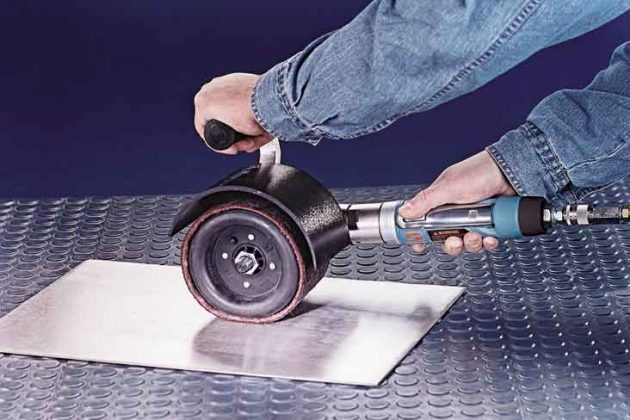
- Придаем поверхности шероховатость. Если то же дерево перед окрашиванием полируется, то со сталью все иначе – мы должны сделать ее матовой и немного шероховатой на ощупь. Самым простым способом сделать это станет применение проволочной щетки, но такая обработка подходит лишь для сравнительно небольших поверхностей. Если площадь велика, то процесс лучше автоматизировать при помощи шлифовальной насадки с абразивным диском, имеющим среднюю зернистость. Особенно этот этап важен при обработке поверхности отшлифованной до блеска;
- Очистка от грязи и пыли. После процесса придания поверхности шероховатого внешнего вида, последнюю необходимо очистить от пыли. Идеально для этого подойдет простая ткань, смоченная в воде. Старайтесь пройти всю поверхность, так как на ней не должно оставаться плохо закрепленных фрагментов. По той же причине работы нельзя делать в пыльном помещении;
- Обезжиривание. Жировые пятна, которые могут быть даже невидимыми для вас, сильно снижают адгезию краски с поверхностью. Поэтому последнюю необходимо обработать специальными составами на кислотной или щелочной основе. Популярным способом является применение аммиачного состава. При этом нельзя забывать о защите дыхательных путей при помощи респиратора и проветривании помещения. Наконец, можно использовать четырехпроцентный раствор простой соды, имеющейся в каждом доме.
Важно! Работать над окраской необходимо только после того, как поверхность полностью высушится.
Окрашивание порошковым составом
Этот способ на сегодняшний день является наиболее эффективным, но в быту применить его затруднительно. Краска термостойкая в порошковом виде наносится на поверхность при помощи пульверизатора, после чего окрашенная деталь помещается в камеру, температура в которой достигает 200 градусов по Цельсию. В результате на поверхности появляется очень прочная пленка, которая не только устойчива к внешним воздействиям, но и может быть выполнена в различных дизайнерских вариациях – начиная от глянцевого или матового и заканчивая имитацией различных поверхностей.
Важно! По этой же самой причине мы не будем разбирать явно трудноосуществимый в домашних условиях способ покраски путем создания оксидной пленки.
Окрашивание жидкими красками
Так как именно этот способ лучше всего подходит для самостоятельного использования, остановимся на нем подробнее. В качестве краски для этого процесса лучше всего подойдет автомобильная. При этом лучше всего добавить в нее отвердители, которые должны максимально ускорить процесс схватывания.
В качестве альтернативы можно пройтись по ассортименту современных производителей лакокрасочных изделий, выбрав те виды, которые пригодны для окрашивания стальных поверхностей. При этом зачастую такие лакокрасочные материалы продаются вместе с грунтовочным составом, который поможет повысить схватываемость покрытия с поверхностью.

Советы по окраске
- Работы необходимо проводить при положительной температуре от 5 до 35 градусов при влажности воздуха, не превышающей 80 процентов;
- Красить необходимо исключительно пульверизатором. Стандартные инструменты, вроде валика и кисти для этого процесса не подойдут. Красить поверхность при помощи данного инструмента необходимо по прямой линии. При этом каждая новая линия должна частично перекрывать раннее нанесенную. Старайтесь работать быстро, дабы краска застывала более-менее одновременно. Держите пульверизатор под углом в 90 градусов к поверхности на расстоянии примерно в 0,2 метра;
- Перед тем, как поместить краску в пульверизатор, раствор необходимо хорошо размешать для достижения полной однородности;
- Красить поверхность необходимо минимум в два слоя. В некоторых случаях краску наносят трижды. При этом проводить работы над наложением следующего слоя необходимо только тогда, когда предыдущий высохнет;
- После окрашивания поверхности ее можно покрыть лаком для защиты от внешних воздействий. Для этих действий можно использовать прозрачный лак, предназначенный для яхт.
Чем еще можно покрыть нержавеющую сталь
На стальную поверхность также можно наносить высококачественную масляную краску, подходящее для металлических изделий восковое покрытие и даже лак для ногтей. Естественно, последним можно лишь делать надписи и иным образом декорировать поверхность, а не красить ее полноценно.
Также можно использовать патину. Данные химические материалы создаются с целью изменения окраса или поверхности металла. При этом некоторые из этих продуктов наносятся холодными, а некоторые – горячими. После нанесения поверхность часто покрывают воском.
Заключение
Современная химическая промышленность постепенно справляется с задачей создать материалы для легкой окраски нержавейки. Однако процесс все еще весьма непрост и полон нюансов, поэтому многие советуют все же не наносить ничего на поверхность, а оставить материал в естественном состоянии.

Хромирование под золото (золочение)
Применяя технологию хромирование под золото для сувенирной или иной продукции можно создать новый, яркий и неповторимый образ изделию.
При помощи золочения поверхности создается практически новый вид материалу, которое приобретает изменяемые первоначальные характеристики дизайнерского решения.
Завершающим этапом золочения будет металлизация, где при помощи специального лака изделию придают новые защитные свойства.
Хромирование под золото — что входит в технологию обработки поверхности продукции
Технология золочения, с последующей металлизацией имеет сложный вид обработки, где необходимо соблюдать строгий принцип технологической структуры. Предусмотрено несколько циклов обработки, где можно добиться должного эффекта.
Химическая металлизация – завершающий этап хромирования золотом
Так как основа является недоработанной, ввиду отсутствия защитного слоя, применяется дополнительная операция металлизация, предусматривающая применение специального защитного лака. Необходимо соблюдение следующих этапов работы:
- нанесение адгезивной защиты;
- распыление химического реактива;
- восстановление с использованием пистолета-модификатора;
- нанесение защитного лака.
Для защитного лака предусмотрен побор соответствующих реактивов, которые должны сочетаться с предыдущим процессом золочения.












Хромирование золотом используется широко в промышленном производстве, а также в изготовлении сувенирной продукции. Основные группы изделий, где применяется хромирование золотом:
- бижутерия и ювелирные группа;
- сувенирная продукция;
- детали для транспортной техники;
- золочение элементов столовых приборов;
- сантехническая продукции.
Только промышленное золочение и металлизация способны добиться должного эффекта хромирования под золото, где можно увидеть на практике отличные результаты работы по приданию эксклюзивного вида обрабатываем изделиям. Профессиональное золочение и металлизация позволяют усилить желаемого эффекта для создания креативного дизайнерского решения обрабатываемым поверхностям изделий.
Наличие на поверхности изделий из нержавеющей стали окалины, оксидов, сварочных швов и других дефектов ухудшает их эксплуатационные свойства, портит внешний вид предметов. При наличии такого рода дефектов требуется дополнительная обработка. Самый популярный вид обработки – травление нержавейки в домашних условиях.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.





Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.

Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
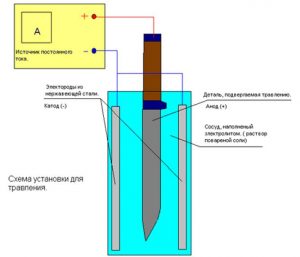
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100 о С до 20 мин. при 300 о С. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5 о С.



Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.

Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.
Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 850 0 С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
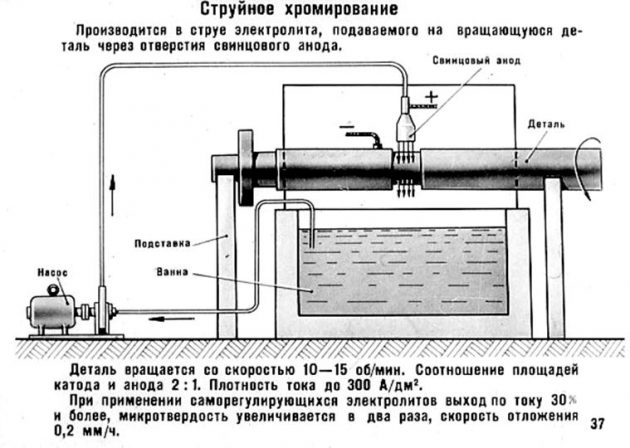
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.
Видео по теме: Травление металла в домашних условиях

Как определить цену 1 кг лома нержавейки

Секреты никелирования металлических предметов в домашних условиях

Процесс хромирования металлических изделий в домашних условиях

Читайте также: