Гибочный станок для арматуры инструкция по применению
Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
- любой сварочный аппарат. Вы на нём будете выполнять сварку ММА;
- электродрель;
- отрезная машина (УШМ) и отрезной диск «по стали»;
- абразивный станок.
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки ? 20 мм и штифт ? 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера ? 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной >= 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- ? 20 мм для оправки;
- ? 25 мм для штифта.
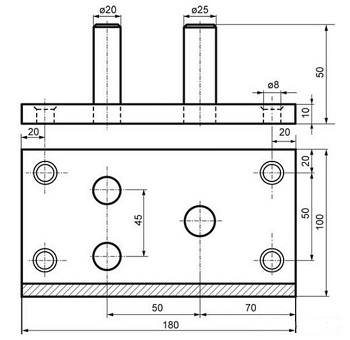
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия ? 8…10 мм (на чертеже обозначено ? 8 мм) для крепления приспособления к нему. Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия ? 20 мм и ? 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной >= 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
Привариваем к рычагу оправку и ручку ? 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию.
Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой >= ? 15 мм;
до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
Видео
На видео показано, как это работает, станок немного другой, но суть ясна.
Это интересно: Самодельные вальцы для листового металлаВыполнение этих несложных требований сбережёт ваше здоровье.

Где купить готовый
Компания «Мосмонолит Сервис»;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Евгений ПлющевЗакончил УрФУ имени Б.Н. Ельцина. Имею опыт в сфере металлообработки 25 лет. За это время работал литейщиком, термистом и гальваником. Станочник широкого профиля (3 разряд).
Гибочный станок: правила установки и эксплуатации

- 1. Первые шаги
- 2. Сборка и установка
- 3. Техника безопасности или «что делать не следует»
- 4. Уход и обслуживание станка
Существует несколько видов гибочных станков, у каждого из них есть свои особенности использования, но практически все требуют одних и тех же условий эксплуатации и правил применения. Их мы и рассмотрим, чтобы Вам было проще организовать рабочее место и добиться высоких результатов в работе на любом гибочном станке. А также чтобы в ходе эксплуатации не возникло проблем, к которым можно отнести поломки и брак.
Первые шаги

Каждый гибочный станок следует использовать при температуре от +1 до +35 °С и при влажности воздуха до 80% (соответствующая температура +25° С). В противном случае оборудование может подвергнуться коррозии, может также потечь или замерзнуть смазка, произойти короткое замыкание электропривода.
Если Вы приобрели станок зимой, и он долгое время пробыл в условиях отрицательных температур, дайте ему нагреться до комнатной температуры, прежде чем производить сборку и начинать работу. В противном случае можно получить неточный результат или сломать технику.
Как только Вы распаковали машину, обязательно проверьте комплектность, она должна соответствовать той, что указанна в паспорте.
Сборка и установка
Практически все гибочные станки поставляются в частично разобранном виде со специальным покрытием всех металлических частей, которое призвано защищать их от ржавления при транспортировке и во время хранения на складе производителя и продавца. Перед тем как смонтировать станок, это покрытие следует удалить. Для этого используют мягкий растворитель или керосин, применять более агрессивные вещества не рекомендуется, так как они могут испортить лакокрасочное покрытие оборудования.
После того, как все детали были очищены, производится сборка. Она выполняется строго по схеме, представленной в инструкции. Обратите внимание, что некоторые механизмы могут иметь блокировку, её нужно будет снять.
Независимо от размеров станка его необходимо надежно закреплять на ровной поверхности, которой может служить пол или верстак (стол). Для этого все модели имеют болты и отверстия в основании.
![]()
Техника безопасности или «что делать не следует»
- Нельзя пренебрегать прочтением руководства по эксплуатации, даже на первый взгляд незначительный пункт может повлиять на конечный результат и оградить от поломки;
- Нельзя оставлять рядом с машиной наладочные и прочие лишние инструменты - они могут попасть под руку или в станок;
- Нельзя обрабатывать не подходящий по техническим данным станка материал, то есть листы или прутья, больше или намного меньше допустимой толщины или длины;
- Нельзя сгибать сразу пакет заготовок - это приведет к перегрузке и последующей поломке станка;
- Не рекомендуется работать при слабом освещении, а также в стесненных условиях. Мастеру всегда должно быть хорошо видно, что он делает, а его движения и рабочие процессы (подача и принятие заготовки) не должны быть стеснены;
- Не рекомендуется оставлять рабочее место грязным. Осколки материала, масло, пыль затруднят работу;
- Не рекомендуется пренебрегать специальной экипировкой. Профессионалы советуют носить закрытую одежду, плотно прилегающую к телу, надевать нескользящую обувь и убирать длинные волосы под головной убор. Если есть вероятность, что материал может расколоться (например, при гибке пластика), стоит запастись ещё и защитными очками. С металлическими листами, прутьями и профилем работать следует в перчатках, чтобы не пораниться об острые края;
- Не рекомендуется забывать о профилактическом осмотре машины на предмет неисправностей, а также проверке надежности креплений;
- Не рекомендуется работать за станком при плохом самочувствии, тем более под действием алкогольного опьянения и при сильной усталости. Потеря бдительности - одна из самых распространенных причин поломок техники, брака или травм.
Уход и обслуживание станка
Чистота - не только залог здоровья, в контексте гибочных станков она помогает избежать поломок и упростить работу. Специалисты советуют протирать технику после каждого применения неагрессивным растворителем, периодически (раз в месяц при постоянном использовании) очищать её ещё и сжатым воздухом.
Также следует смазывать металлические неокрашенные детали станка жидким техническим маслом, для предотвращения коррозии, после каждой чистки. Кроме того смазки требуют некоторые узлы, например, у комбинированных гибочных станков фирмы JET раз в месяц следует вносить консистентную смазку через ниппели рамы с помощью шприца.
Подобные моменты, как правило, идут отдельным пунктом в руководстве. Обратите на это внимание.
Известно, что для использования гибочных станков особых знаний не нужно, достаточно лишь попрактиковаться. Поэтому для получения высокого результата при любом способе гибки различных заготовок не требуется больших усилий. Внимательность и соблюдение предписанных производителем правил – все, что понадобится. Мы постарались осветить самые основные моменты, надеемся, что это поможет Вам в работе.
Станки для гибки арматуры
Станок для гибки арматуры понадобится для строительных компаний и промышленных предприятий. Это стационарное оборудование для холодной деформации стальных прутков. Арматурогиб используется при изготовлении железобетона, монтаже ограждений и малых архитектурных форм, производстве различных металлоконструкций.
Принцип работы
Любой станок для гибки арматуры имеет рабочий стол с поворотным диском – барабаном. На нем расположены центральный неподвижный и гибочный пальцы, между которыми фиксируется заготовка. Дополнительно она прижимается роликом. Пруток упирается в него при вращении барабана и искривляется.
Положение ролика можно менять, переставляя его в специальные «гнезда» с двух сторон стола – под разные параметры заготовки и угол изгиба.
В нашем магазине представлены гибочные станки для арматуры большого диаметра (40-50 мм). Это промышленные установки, работающие от трехфазной сети.
Преимущества
- Удобное управление. Станок имеет ножной педальный привод. Это позволяет оператору освободить руки, для удобной фиксации и смены заготовок. Параметры работы регулируются при помощи кнопочной панели.
- Точность и быстрота регулировки. За минуту можно перенастроить параметры под разные размеры прутка и угол изгиба для выполнения различных изделий.
- Высокая производительность. За несколько секунд станок для гнутья арматуры искривляет стержень большого диаметра или сразу несколько тонких прутков.
- Надежность и долговечность. Прочный и устойчивый металлический корпус хорошо защищает все внутренние механизмы от возможных повреждений.
Особенности выбора
Для стройплощадки подойдут самые простые станки для гибки арматуры, которые позволяют регулировать степень изгиба вручную, «на глаз», например, продукция от компании Grost.
Для производства, где требуется более высокая точность при изготовлении деталей, нужен гибочный станок для арматуры с автоматическим стопором-концевиком. Конечно, цена на такое оборудование будет выше. Зато, можно заранее установить нужные параметры для изделий. Это, например, ZITREK SB40A и некоторые другие модели фирмы.
СГА-1 станок для гибки арматурной стали Схемы, описание, характеристики
Сведения о производителе станка для гибки арматурных сталей модели СГА-1
Производитель станка для гибки арматурных сталей модели СГА-1 — предприятие Строительные машины г. Санкт-Петербург.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков для гибки арматуры, и множество иностранных фирм из Китая, Турции, Болгарии, Италии и т.д.
Наиболее известные российские производители станков для гибки арматурной стали:
- Астраханский станкостроительный завод — электромеханические гибочные станки СГА-40, СГА-55, СГА-55У
- Долина — Кувандыкский завод КПО — электромеханические гибочные станки МГА, МГА2
- ПромСтройМаш г. Барнаул — электромеханические гибочные станки УГА-40
- Строительные машины г. Санкт-Петербург — электромеханические гибочные станки СГА-1, СГА-1ЭБ, СГА-50, СМЖ-179
- Унитех г. Новочебоксарск — электромеханические правильно-гибочные станки СМЖ-173.03
Общий вид станка для гибки арматуры СГА-1

Станок СГА-1 состоит из: сварной рамы, привода, червячного редуктора, плиты, установленной на раме, с закрепленным на ней гибочным диском.
На гибочном диске устанавливаются центральный и гибочный пальцы. Упорный палец с роликом устанавливается в отверстие планки, приваренной к плите (верхнему листу) рамы.
Вращение от электродвигателя (привода) на входной вал червячного редуктора передается через клиноременную передачу и шестерни. Изменение частоты вращения гибочного диска производиться перестановкой шестерен. Для выполнения требований экологии предусмотрено удаление окалины с листа рамы через воронку, присоединяемую к цеховой вытяжной вентиляции.
СГА-1 работает следующим образом: Пруток укладывается на гибочный диск между центральным пальцем с роликом, гибочным пальцем и упорным штырем с роликом. При вращении диска гибочный палец заклинивает пруток и изгибает его вокруг ролика на угол, задаваемый установкой кулачка. При возврате диска гибочный палец освобождает согнутый пруток и останавливается после нажатия вторым кулачком на второй конечный выключатель. Изделия из прутков арматуры радиусом гиба 55 мм изгибаются вокруг ролика, а радиусом 20 мм — непосредственно вокруг центрального пальца. Изделия из прутков диаметром до 14 мм с внутренним радиусом 12 мм изгибаются при установке вилки и кронштейна.
Для чего предназначены и где применяются станки СГА-1?
СГА-1 универсален и служит для гибки стальных арматур холодным способом. Работа с ним даёт возможность гнуть арматуру под различным углом с целью придания ей нужной формы. С его помощью изготовляют хомуты, монтажные петли. Приобретают эту модель для применения в производстве и строительстве изделий из железобетона.
Благодаря компактным габаритам и среднему весу станок стал современным, ведь он обладает высокой мобильностью, что позволяет использовать его в заводских помещениях, и на открытых объектах. Наружные работы на СГА-1 обязательно проводить под укрытием, так как защита от воды в его конструкцию не установлена.
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)

Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования.
Кинематическая схема станка для гибки арматуры СГА-1
- Электродвигатель
- Шкив d1 = 98 мм
- Ремень клиновый
- Шкив d2 = 260 мм
- Шарикоподшипник № 208
- Шестерня z = 19
- Шестерня z = 37
- Шестерня z = 16
- Шестерня z = 40
- Червяк z = 2
- Червячное колесо z = 60
- Роликоподшипник № 7310
- Шарикоподшипник № 118
Станок для гибки арматуры СГА-1 состоит из рамы, редуктора, плиты, приспособлений для гибки прутков, электрооборудования и педального управления. На верхней части сварной рамы установлены плита с редуктором и приспособление для гибки прутков, а в нижней части — подмоторная плита для крепления двигателя и его перемещения при натяжении ремней. Плита служит крышкой редуктора и рабочим столом станка. К плите приварены бруски с отверстиями под упорные штыри и приспособления для гибки и закреплены ролики для опоры на них арматурных прутков. Для удаления окалины на плите предусмотрена воронка с фланцевым креплением для присоединения к цеховой вытяжной вентиляции.
Приспособление для гибки прутков состоит из гибочного диска, закрепленного на нем гибочного пальца, центрального пальца с роликоми упорного пальца (штыря) с роликом. На гибочном диске имеются отверстия с втулками для установки гибочного пальца, а также расположенные по окружностиотверстия для установки кулачков останова и реверса, воздействующих на соответствующие конечные выключатели. Привод гибочного диска осуществляется от двигателя через клиноременную передачу, две открытые зубчатые передачи и червячный редуктор. Скорость вращения гибочного диска можно изменить перестановкой шестерен.
Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Электрическая схема управления

Кинематическя схема

Схема электрическая станка для гибки арматуры СГА-1

Перечень электрооборудования станка для гибки арматуры СГА-1:
- Электродвигатель — М
- Магнитный пускатель — КМ-1.КМ-2
- Автоматический выключатель — SA1
- Конечный выключатель педали — SQ1
- Конечный выключатель реверса — SQ2
- Конечный выключатель останова — SQ3
- Тепловое реле — РТ1
- Кнопка останова — К1
При включении автоматического выключателя (SA1) происходит подключение питания к станку.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично.
Преимущества станка для загиба прутков
Учитывая активное развитие научно-технического прогресса, нужно понимать, что большинство нововведений, выпускаемых производителями по всему миру, является модификацией простых механизмов, которые были открыты более века тому назад.
Сразу же встаёт логичный вопрос: настолько ли рационально использовать станки для гибки арматуры и труб, как это заявляют производители?
Для того чтобы ответить на этот вопрос, нужно обратиться к статистике об объемах производства до 1915 года, ведь именно в тот момент начали масштабно внедрять автоматические и полуавтоматические станки для гибки металлов. Сложно поверить, но до этого момента металлические изделия гнулись вручную, а иногда, для того, чтобы выполнить обработку прута арматуры, требовалась усилия 3 или даже 4 человек.
Отсюда следует первый плюс, а именно ускорение рабочего процесса и увеличения объемов производства.
Если станок такой эффективный, то у него должен быть какой-то минус, например большие габариты или сложная схема подключения. Несмотря на то, что аппарат относится к категории бюджетных, его транспортировка, установка и подключения не вызывает никаких неудобств, схемы интуитивно понятные, а если уж и этого недостаточно, то в комплекте со станком приложена схема подключения и инструкция.
Второй плюс – легкость в транспортировке и установке.
Всё налажено, материала в достатке, электроэнергия подведена. Механизм оборудован панелью управления, при помощи которой можно контролировать режим работы, задавать различные параметры и в любой момент остановить процесс подготовки изделия. Поэтому управлять станком совсем несложно.

Станок для гибки арматуры СГА-1. Производство — Россия. Фото ВсеИнструменты.ру
Третий плюс – лёгкость эксплуатации и удобство в работе.
Также стоит отметить экономический фактор. Большинство современных станков с большой мощностью потребляют колоссальное количество энергии, тем не менее, их КПД от этого не возрастает. Модель СГА-1 выполнена с учетом данного фактора и не расходует электроэнергию выше нормы.
Четвёртый плюс — экономия.
Еще один неоспоримый плюс — это использование червячной передачи. Такой фактор продлевает срок работы аппарата и снижает шанс поломки механизма подачи.
Станок для гибки арматуры своими руками: чертежи, видео
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.
Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.

Ручная версия листогибочного станка
Вот что получается с учетом мышечной силы человека среднего роста, который собирается работать стабильно и без авралов:
- Ширина листового металла не должна превышать 1-го метра.
- Толщина листов для сгибания не должна превышать 0,6 мм для оцинкованного железа, 0,7 мм для алюминия и 1,0 мм для меди.
- Долговечность аппарата должна быть не меньше 1200 рабочих циклов без ремонта, иначе он будет нерентабельным.
- Сделать все, чтобы необходимость в дополнительной сварке была минимальной.
- Угол сгибания листового металла, не требующий ручной доводки, должен составлять не меньше 120°.
- Минимизировать разного рода дополнительные токарные и фрезерные операции.
Еще одним важным условием, влияющим на производительность и качество работы, является соблюдение правил эргономики: нужно сделать так, чтобы гибочный станок своими руками был вам удобен и с ним было комфортно работать.
Сейчас немного физики. Главным материалом для гибочного оборудования является традиционная конструкционная сталь. Исключение составляет траверса, которую лучше заменить на швеллер. Дело в том, что отдача на траверсу от сгибаемого металлического листа никогда не бывает равномерной по своей ширине. Шире всего отдача в середине, на краях, где нет подпоры, эта отдача минимальна.

Гибка трубы на ручном станке.
Во-вторых, нагрузка на нашу несчастную траверсу вместе с прижимом «растекается» и на дальних участках дает растяжку. А металл никогда не любил растяжку – он быстро устает от такого рода деформаций. Поэтому, если не обратить внимания на проблемы траверсы, уголок в середине может быстро деформироваться, и в середине сгиба появится вздутие.
Мы рассмотрели общие требования к гибочному листовому оборудованию, теперь приступим к конкретным моделям, чьи характеристики должны быть оптимальными для вас и только для вас.
Вот главные пункты, которые нужно знать и учесть перед тем, как приступить к работе:
- Предельная ширина в миллиметрах листового металла, обычно это 1000 мм.
- Максимальная толщина листа металлической заготовки в миллиметрах.
- Допустимые значения углов гибки, диапазон от минимального до максимального.
- Высота, длина и ширина самого аппарата.
- Желательная точность сгибания металлических листов.
Безусловно, все эти предельные значения будут зависеть от ваших намерений и условий применения станка. Если, например, вы собираетесь заниматься работами по кровле, вы будете иметь дело с листами толщиной 1 мм или меньше, а сделаны они будут из стали или оцинкованной меди.
Ну а если у вас в планах производство элементов для металлических ограждений, то толщина листов может достигать 2-х или 3-х миллиметров.
Вот с определением размеров углов гибки будет немного сложнее. Верхний предел, то есть предельное максимальное значение в 180° – это понятно. А вот на минимальное значение гибочных углов влияет интересное явление, которое называется пружинение.
Пружинение – уменьшение градуса угла гибки из-за физической упругости металла, который деформируется в станке.

Принцип действия станка.
Это явление нужно учитывать, и вот от чего оно зависит:
- Свойства металла в виде пластичности. Например, очень по-разному ведут себя стальные сплавы. Высокоуглеродистые стали показывают предельный угол пружинения вплоть до 12°, а низкоуглеродистые – в диапазоне всего лишь 5° – 7°. Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° – 15°.
- Толщина металлического листа. Понятно, что чем тоньше лист, тем меньше у него пружинение.
- Угол сгибания. Чем меньше нужный угол, тем выше пружинение у всех металлов. Гибка металлических листов под малым углом, например, меньше 20°, вручную практически невозможна. Невозможна она и на домашних гибочных станках – дело в высоком пружинении. Гибку металла под малыми углами производят только в промышленных условиях в сочетании с продольным растяжением листов. Если вам нужен малый острый угол в обязательном порядке, уж лучше сделать его с помощью молотка. Со станком это не получится. Пружинение!
Самой простой и распространенной версией для гибки листового металла является вариант с поворотной траверсой. Он работает просто и чрезвычайно эффективно.
Вот чем нужно запастись, чтобы сделать гибочный станок для листового металла своими руками:
- Широкополосная листовая сталь для изготовления балок: нижней, верхней и поворотной.
- Швеллер из стали номером не ниже 6-ти мм. На всякий случай: швеллер – это стандартный профиль из черного проката.
- Стальные уголки для опорной рамы.
- Набор крепежных изделий – винты и барашки, пружина.
- Стальной прут для ручного привода, чтобы поворачивать стальную балку.
- Слесарные тиски.
- Петли от стальных входных дверей.

Листогибочный станок.
Самодельный станок для гибки листового металла производится по следующим этапам:
- Два стальных листа или тавра складываем вместе, после чего в них делаем одинаковые выемки. Края этих выемок выставляем под углом в 45°, а в третьем листе или тавре, который будет играть роль прижимной планки, после обрезки проделываем более глубокую выемку.
- Петли от стальных входных дверей привариваем с обеих сторон.
- К одному из первоначальной пары тавров привариваем по два стальных треугольника или укосины для крепежа на них прижимной планки с помощью специального фиксатора в виде болта. Гайки этого болта привариваются прямо к укосинам.
- Теперь занимаемся прижимной планкой: к верхней части привариваем металлические заготовки с центральным отверстием диаметром, чуть большим диаметра болта. Сопоставляем отверстия с приваренной гайкой, чтобы они были на одной линии, привариваем.
- Прижимная планка должна подниматься на 5 – 7 мм. Это делается с помощью пружины, которую надеваем на болт в «ухе», после чего плотно закручиваем гайку. Точно такую же пружину устанавливаем на противоположном конце. Если все правильно, прижимная планка будет самостоятельно подниматься при откручивании.
- Ручками для закручивания можно сделать отрезки арматуры, приварив их к шляпке винта. К подвижному тавру также привариваем ручку. Станок готов.
Теперь о тесте на точность: правильно ли гибочный станок будет работать. Пробовать нужно полосу из картона с толщиной, аналогичной листопрокату, с которым вы собираетесь работать. Добиваемся ровной высоты полок картонной полосы. На картоне не должно быть никаких деформирующих следов. Если все хорошо, гибочный станок для листового металла готов.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.
В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Как сделать станки для гибки арматуры простейшей конструкции?
Простейшее приспособление – кусок швеллера с прорезями. На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.

Для самостоятельного изготовления более сложного гибочного устройства понадобятся: стальной уголок 40х40 мм, деревянный брусок, крепежные элементы. Собрать такой самодельный станок для гибки арматуры несложно, но подходит он только для гибки прута малого сечения, в основном для изготовления монтажных петель и других изделий из арматуры с гладкой поверхностью.

Этапы проведения работ:
- уголок разрезается на 2 части;
- в одной из частей изготавливаются отверстия под саморезы, затем этот отрезок крепится к деревянному бруску;
- вторая часть – подвижная, крепится на брусок болтом, выполняет функции рычага.
Использование этой конструкции не обеспечивает высокую производительность и требует приложения значительных физических усилий.
Подобная конструкция может быть выполнена не на брусе, а на швеллере или профильной трубе. Максимальный диаметр обрабатываемых арматурных стержней – 14 мм.

Какими бывают гибочные станки
Виды станков для гибки.
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.

Разновидности станков для гибки.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом. Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4?.

Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.
Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Принцип сгибания арматуры
Сгибание арматурного прута представляет собой процесс контролируемого изменения направления центральной оси. При этом в месте деформации одни слои металла будут растягиваться, а другие — сжиматься.
Одним из основных определяющих факторов при сгибании является величина усилия, прикладываемая к месту деформации. Она напрямую зависит от вида стали и диаметра сечения арматуры. Таким образом, можно сразу определиться, чем лучше и толще арматурный пруток, тем больше сил понадобиться прикладывать для его сгибания.
Эти определения должны послужить нам основой для дальнейших расчетов при изготовлении приспособления для сгибания арматуры своими руками.
Станки для гибки арматуры
Гибочные станки применяются в сфере монолитного строительства — они обеспечивают здания и конструкции гибкими армокаркасами. Их применение способно ускорить технические процессы на этапе строительства и оптимизировать производство.
Купить станок для гибки арматуры по оптимальной цене предлагает компания «СибТоргСервис», которая девять лет поставляет промышленное оборудование с завода-производителя марки Vektor. Гибочные станки с удобным ручным и автоматическим управлением способны обеспечить стабильную работу даже на самом высоконагруженном производстве.

Арматура является востребованной категорией металлопроката, пруты с гладкой и рельефной поверхностью активно применяются во многих сферах деятельности, в частности, в строительстве. Для гибки арматуры используется оборудование, имеющее различные технические характеристики. Популярной моделью оснащения является станок Г-40, полная и актуальная информация о котором собрана в данной статье.
СодержаниеПреимущества и особенности

- Червячный вал и шестерни силового редуктора находятся в масляной «ванне» в герметичном замкнутом объеме. Кроме того, в отличие от аналогов подобного класса оборудования, в данном станке расположены три передаточных пары шестерен, вместо двух. Этим достигается увеличение гибочного момента при одинаковой мощности двигателя.
- Станок снабжен ручным и педальным управлением, что обеспечивает комфортную удобную работу оператору, для обслуживания достаточно одного человека.
- Станок обладает высокой производительностью и обеспечивает до восьми гибов в течение 1 минуты, одного или нескольких прутков одновременно.
- Все рабочие элементы станка надежно защищены и закреплены.
- Электродвигатель имеет мощность 3кВт, обеспечивает безопасный эксплуатационный процесс, снабжен предохранителями.
- Период замены масла в редукторе – один раз в течение года.
- Обеспечивается сервисным и гарантийным обслуживанием и гарантированным наличием запасных частей на складе от производителя.
- Станок обеспечивает уверенную работу даже при низких температурах воздуха.
Переоценить роль гибочного станка Г-40 в отрасли современного строительства достаточно сложно. С его помощью удается оптимизировать процесс изгибания арматуры, и довольно трудоемкий процесс становится значительно проще и легче.
Технические характеристики гибочного станка
Станок Г-40 предназначен для холодной гибки прутков арматуры круглого и квадратного сечения, а также полосы. Механизм широко применяется в строительстве, при осуществлении ремонтных работ, для изготовления арматурных изгибов, угловых каркасов, хомутов и других элементов. Работа с наиболее востребованными типами арматуры, оптимальное соотношение «цена-качество» делают станок таким востребованным.
Это интересно: СГА-1 - станок для гибки арматуры
Станок для гибки арматуры Г-40. Фото ВсеИнструменты.ру
Станок отличается надежностью и прочностью. Внутренние детали машины покрыты специальным защитным (антикоррозийным) составом.
Наличие контролирующих систем обеспечивает отключение станка при перегреве двигателя.
Рабочий стол, толщина которого составляет 10 мм., выдерживает значительное давление.
Существует возможность ручного и педального управления станка, что позволяет работать одному человеку (оператору).
Электрический станок Г-40 также имеет следующие технические характеристики:
Электросхема
Далее представлен чертеж электрической схемы станка Г-40.

Электрическая схема станка Г-40. Фото ВПК
Обзор оборудования
Видео, представленное далее, демонстрирует каким образом выполняется гибка арматуры.
Инструкция по эксплуатации
Соблюдение правил эксплуатации продлевает срок службы станка, исполнение техники безопасности исключает получение оператором травм.
Это интересно: СГА-1 - станок для гибки арматурыГ-40 предназначен исключительно для гибки арматуры.
- Не нужно перегружать механизм, пытаться обрабатывать на нем пруты большего диаметра, чем указано в инструкции.
- Запрещается эксплуатация неисправного станка. К поломкам может привести попадание в механизм песка, влаги, окалины, стружки.
- Запрещается работа станка при отсутствии в сети дифференциального автомата или без подключения к нему.
- Во время работы запрещаются любые манипуляции с аппаратом и арматурой, контакт с гибочными приспособлениями, открывание дверей, выполнение настроек.
- Гибка арматуры осуществляется в направлении от оператора.
- Во время работ необходимо использовать перчатки и защитную обувь.
Какое масло заливать
В качестве смазки в данном станке используется промышленное трансмиссионное масло, первая замена которого проводится через три месяца после начала эксплуатации. Затем замена масла выполняется один раз в год.
Рекомендация! При работе в зимний период масло лучше заменять.В зависимости от температуры воздуха следует использовать определенные марки масла:
Производители и продавцы
Покупателям предоставляются станки для гибки арматуры от российского производителя ВПК-Механизация, торговая марка VPK (ВПК) широко известна.
Кроме этого, клиенты имеют возможность приобрести оборудование у сотрудников торговых компаний. Следует выбирать надежные и проверенные предприятия, имеющие полный перечень документов на реализуемое оснащение: сертификаты качества, паспорта и другие.
Это интересно: СГА-1 - станок для гибки арматурыГде купить станок, запчасти, замена
Компании, собранные в разделе «Продажа станков для гибки арматуры», предлагают различное оснащение, в том числе и Г-40.
Евгений ПлющевЗакончил УрФУ имени Б.Н. Ельцина. Имею опыт в сфере металлообработки 25 лет. За это время работал литейщиком, термистом и гальваником. Станочник широкого профиля (3 разряд).

Читайте также: