Ящик на шипах своими руками
Вы с успехом справитесь с изготовлением и подгонкой этого проверенного временем соединения, вне зависимости от того, какими инструментами располагаете. Просто выберите один из этих испытанных методов с использованием самого разного инструментария: от недорогих инструментов, которые наверняка имеются у вас под рукой, до специализированных станков.
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм (рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.
Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
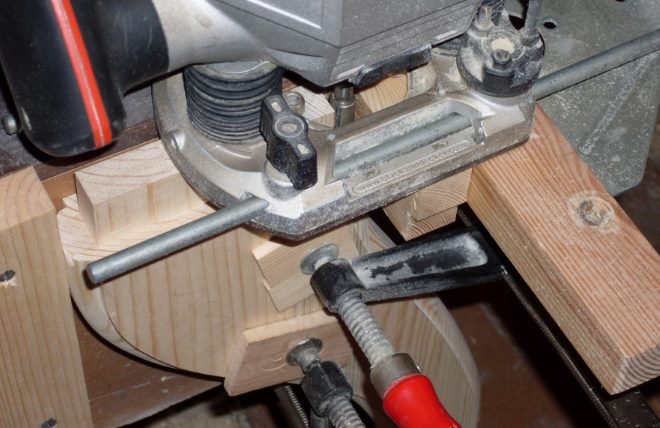
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Теперь сделайте шипы и подгоните их к гнездам
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА
Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.
Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.
Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Способ № 4. Зачем пилить, если есть фрезерный стол?
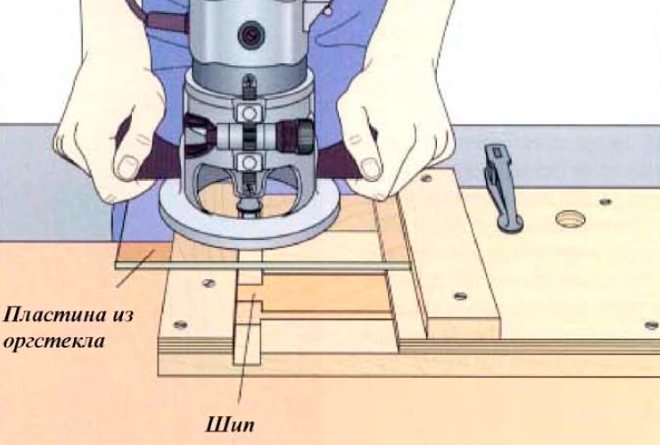
Вы можете фрезеровать гладкие и аккуратные шипы на фрезерном столе при помощи всего одной фрезы, поперечного и продольного упоров. Вначале вставьте в цангу фрезера прямую фрезу самого большого имеющегося диаметра и отрегулируйте ее вылет по линиям разметки шипа. Установите продольный упор фрезерного стола так, чтобы он ограничивал длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора — это гарантирует, что плечики шипа будут перпендикулярны кромкам заготовки.
Просвет между накладками продольного упора позволяет удалять стружку пылесосом.
Закончив настройку, приступайте к фрезерованию, выполнив сначала проход вдоль торца. Последовательно выполняйте один проход за другим, пока торец заготовки не будет скользить вдоль продольного упора. (Если сначала сформировать плечико шипа, есть риск, что при последующих проходах заготовку может вырвать из рук.)

Выполненное ручным фрезером соединение шип-паз
Для того чтобы ручным фрезером сделать шип на деревянном брусе, необходимо обеспечить несколько условий:
- надежно зафиксировать заготовку и правильно сориентировать ее по отношению к направляющей подошве фрезера;
- выставить высоту рабочей части фрезы таким образом, чтобы инструмент снимал с поверхности обрабатываемой заготовки слой материала требуемой толщины.
Даже используя при выполнении такой обработки простейшее шипорезное приспособление для фрезера, можно не только повысить ее производительность и качество результата, но и сделать технологический процесс более безопасным. Особенно актуально использование такого приспособления, которое можно изготовить и своими руками, в тех случаях, когда мебель производят не в единичных экземплярах, а сериями (при этом мастеру приходится выполнять большое количество подобных операций как с однотипными, так и с имеющими различные формы и размеры деревянными деталями).

Использование приспособлений позволят ускорить процесс изготовления фрезером столярных соединений
Используемые инструменты
Создание шипов и пазов, при помощи которых будет обеспечиваться соединение двух деревянных заготовок, предполагает, что на боковой поверхности бруса или доски ручным фрезером делается выборка материала. При этом должны быть строго выдержаны все геометрические параметры элементов будущего соединения.
Для выполнения этой операции ручным фрезером можно использовать инструменты с хвостовиками диаметром как 8, так и 12 мм. Наиболее универсальной в этом случае является пазовая фреза, режущая часть которой работает следующим образом:
- боковая поверхность формирует стенки паза и боковые стороны шипа;
- торцевая сторона обрабатывает дно паза и снимает слой материала требуемой толщины с основания шипа.
Вырезка шипа пазовой фрезой
Таким образом, используя инструмент данного типа, можно сформировать на боковой поверхности бруса или доски как шип, так и паз. При этом их размеры можно регулировать в достаточно широких пределах.

Чтобы вопрос о том, как сделать паз в доске и брусе или шип на их боковой поверхности, не вызывал особых затруднений, лучше использовать электроинструмент, оснащенный удобными боковыми рукоятками, широкой направляющей подошвой и опцией защиты шпинделя от проворачивания в процессе замены фрезы. Кроме того, желательно, чтобы в таком оборудовании присутствовал боковой стопор, за счет которого вылет используемой с ним в комплекте фрезы всегда будет оставаться постоянным.
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную. Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов.
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Создание шипов на брусках и досках
Применяя фрезы для сращивания древесины для ручного фрезера и вышеописанное приспособление, обработку выполняют в следующей последовательности.
- Деталь, которую предстоит обработать, размещается на нижней опорной плоскости.
- Тот край детали, на котором будет формироваться шип, помещается в вырез верхних направляющих и продвигается в нем до упора в подвижный элемент приспособления.
- Подвижный элемент фиксируется в требуемом положении.
- Используя клиновой элемент, верхнюю плоскость детали прижимают к верхним направляющим.
- На верхние направляющие помещается ручной фрезер.
- Дерево при помощи установленного на фрезер инструмента сначала снимается с одной стороны формируемого шипа.
- После обработки одной стороны заготовку переворачивают и выполняют формирование второй стороны шипа.
Вырезка шипа с помощью приспособления № 1
Перед началом работы такое приспособление необходимо настроить. Это можно сделать по следующему алгоритму.
- Установленный в ручной фрезер инструмент опускается до его соприкосновения с поверхностью фанеры-основания.
- Измеряется толщина детали.
- Толщина заготовки делится на 4. Результат и будет расстоянием, на которое необходимо поднять фрезу над поверхностью основания.

Вырезка паза с помощью приспособления № 2
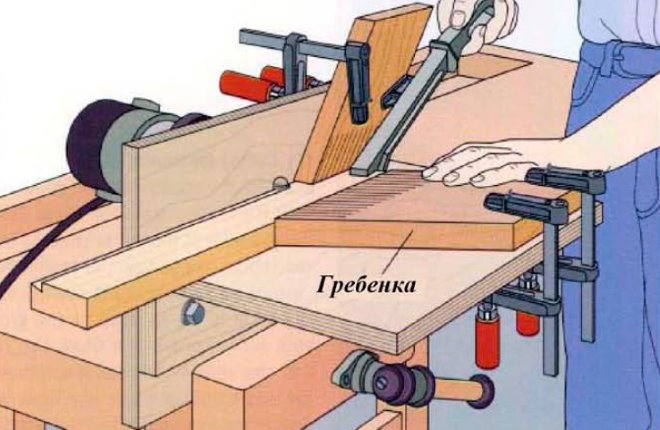
Приспособление № 3 для ласточкиного хвоста в работе
Следует иметь в виду, что создаваемые на деревянных брусках и досках шип и паз должны соединяться друг с другом с некоторым зазором, который необходим для размещения клеевого состава.

Шиповое соединение — соединение деталей (обычно деревянных) методом плотной вставки в пазы фигурных выступов в этих деталях — шипов.
Для изготовления шиповых соединений вам потребуются разные инструменты и приспособления. Рассмотрим некоторые из них . Также рассмотрим варианты и примеры соединений, выполненных с помощью шипорезных приспособлений.
С помощью шипорезного приспособления (Шипорезкой) выполняются следующие виды шиповых соединений:
Ласточкин хвост (Dovetail Joint)
— это соединение, в котором шипы и пазы напоминают по форме хвост ласточки.


Ящичное соединение (Finger Joint)
— это соединение на прямоугольных шипах.

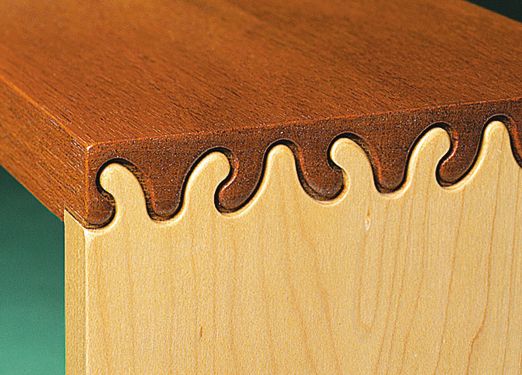
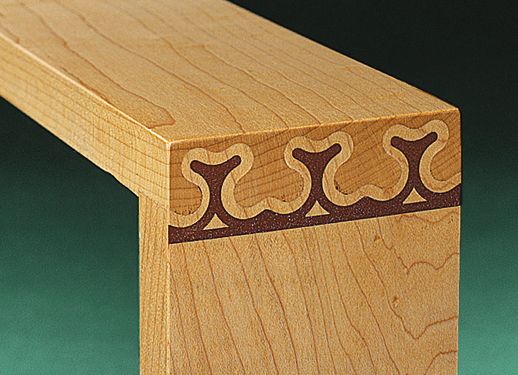
Соединение с фигурными шипами (Isoloc)
- это шипы различной формы.
Например, в форме клевера(Clover), волн (wave), медвежьих ушек (Bear Ears), ключей (keys), зеркально расположенных ключей (mirrorkeys) и т. д.
Инструменты для изготовления шиповых соединений:
Шипорезки . Шипорезка - приспособление предназначенное для выполнения шипового соединения. "Арсенал Мастера РУ" предлагает шипорезки CMT (Италия) , Leigh (Канада), VIRUTEX (Испания) и INCRA (США). О них ниже.
Фрезер или фрезерный станок - непосредственно осуществляет фрезерование пазов и шипов для соединения.
С применением вклеиваемых шкантов Domino и фрезера Domino DF 700 можно собирать мощные каркасные конструкции:
Фрезы - расходные материалы для изготовления шипов и пазов. Как пример Фрезы "Ласточкин Хвост" , " пальчиковые " или пазовые фрезы.
Пробочники - сверла-фрезы, которыми высверливают круглую шпонку.
Торцовочный рубанок или даже рубанок номер 4 или 5 поможет окончательно сформировать декоративный привлекательный облик шипового соединения
Дисковой пилой тоже возможно изготовить шиповые соединения. Станки по дереву
Деревянные петли возможно изготовить с применением оборудования INCRA : фрезерного стола с позиционером , приспособления для создания шипов I-Box и приспособления для сверления отверстий в петле M-HINGECRAFTER .
Приспособление для нарезки шипов (Шипорезка) PL11 VIRUTEX 5000000
Прецизионное приспособление для формирования шипового соединения. Серийно комплектуется шаблоном с шагом 26 мм, который можно заменить дополнительным шаблоном с другим шагом.
Снабжено упорами для фрезеруемых деталей, обеспечивающими высокое качество шипового соединения. Начальная точка фрезерования шипов регулируется в зависимости от шага.
Заготовки устанавливаются попарно в горизонтальной и вертикальной плоскостях со смещением, соответствующим шагу. За один установ нарезаются шипы во всех четырех деталях.
При использовании дополнительной оснастки можно получить четыре типа шипового соединения с одинаково высоким качеством. Приспособление должно быть закреплено на рабочем столе. Надежное закрепление - залог качества выполнения работ.
Подошва фрезера полностью базируется на рабочем столе, что обеспечивает стабильность обработки и исключает вероятность повреждения шипа.

Видео PL11 VIRUTEX Шипорезка
CMT300 Шипорезное приспособление для торцевых соединений (шипорезка)
Шипорезное приспособление CMT300 – отличное решение для точного и быстрого изготовления подлинного соединения ласточкин хвост или другого шипового соединения. Данное шипорезное приспособление полностью выполнено из стали: корпус, шаблоны и зажим – всё сделано для идеального закрепления, исключающего перекос или сдвиг, обрабатываемых одновременно деталей.

Видео: Шипорезное приспособление CMT300
Видео: Мнение о шипорезке СМТ 300 Юрий Бажан (с участием Арсенал Мастера РУ)

Шипорезки для рамочных конструкций: Leigh Super FMT
Шипорезка Leigh B975 (для шиповых соединений с вариантом шипа 1/2 и 3/4 дюйм)
Компания Leigh специализируется уже более 35 лет на производстве исключительно шипорезок, поэтому они отлично работают. Все продумано до мелочей:
Всё необходимое Вы получаете в комплекте: открыли упаковку и приступили к работе. В случае с Leigh FMT от Вас потребуется лишь фрезер, в случае с D4R Pro и Super Jig от Вас потребуется фрезер и адаптер для крепления копировальной втулки.
Регулировка проста во всех типах соединения на устройствах Leigh
Все устройства Leigh снабжены доступными инструкциями.
Leigh - это не просто шипорезки, а целая система!
Шипорезки для рамочных конструкций Leigh
Шипорезка Leigh Super FMT и Leigh Super FMT М без пылеудаления (пока не поставляются)

Шипорезка Leigh FMT Pro M со встроенным устройством пылеудаления прим еняются для изготовления мебельных шипов и гнёзд, в рамочных конструкциях, стульях столах, дверях , для изготовления двойных шипо-гнезд, мультишипового соединения и др. П озволяют изготавливать шипы и гнезда более 70 различных размеров и регулировать плотность их соединения. Шипы получаются прочными. Устройство пылеудаления Leigh FMT Pro встроено в корпус шипорезки. Максимальный размер зажимаемой заготовки для Leigh FMT - 75мм х 125мм.
Видео : Leigh FMT Pro Шипорезка
Профессиональная шипорезка для ящичных конструкций Leigh D4R P ro :

Шипорезка Leigh D4R Pro применяется для изготовления самых разных ящичных конструкций:
для соединениий типа "ласточкин хвост" - открытый и полуоткрытый с возможностью изменения ширины шипов и расстояния между ними
соединения типа полузакрытый "л асточкин х вост" с фиксированной шириной шипов и расстоянием между ними за один проход на двух смежных заготовках
соединения с ящичными шипами с двумя фиксированными ширинами шипов и расстояниями между ними


Leigh D4R PRO - это самая функционально насыщенная модель шипорезки для изготовления ящичных конструкций производства компании Leigh благодаря плавающим "пальцам" и разнообразию шаблонов и фрезам.
Професиональное исполнение означает, прежде всего, сложность исполнения самого устройства, его надёжность и долговечность.
Наличие устройства поддержки фрезера и пылеудаления позволит удобно работать с фрезером и облегчит ваше дыхание
Шипорезка Leigh D4R Pro - это не просто приспособление с шаблоном для нарезания шипов, это - шипорезная система для работы с шаблонами разного профиля.
Видео : Шипорезка Leigh D4R Pro
- Leigh Super Jig 12Мшириной 12” (30 см)
- Leigh Super Jig 18М шириной 18” (46 см)
- Leigh Super Jig 24Мшириной 24” (60 см)

шипорезки Leigh SuperJig применяются для изготовления ящичных конструкций
для соединениий типа "ласточкин хвост" - открытый и полуоткрытый

Преимущество у этих моделей - это возможность, выбирая из трёх типоразмеров шипорезок Leigh Super Jig, приобрести оптим альное устройство при ограниченном бюджете. Для большинства работ шипорезка шириной 30 см будет более, чем достаточна и не займёт много места даже в небольшой квартире.
Вместе с шипорезкой Leigh Super Jig Вы Вы получите всё необходимое для работы с ней. Вам останется лишь добавить фрезер с адаптером для копировальных втулок и начать работать с шипорезкой.
Главное отличие Leigh Super Jig от Leigh D4R PRO : полупальцы шаблона Super Jigs не раздвигаются. Расстояние между шипами и пазами в соединении менять можно, а вот ширину самих шипов и пазов - нет.
Ширина шипов и пазов остаётся всегда постоянной и определяется профилем пальцев шаблона. Размерный ряд соединений типа "ласточкин хвост" на шипорезках Leigh Super Jig меньше, чем аналогичный ряд соединений, выполняемый на шипорезках Leigh D4R PRO .
У шипорезок Leigh Super Jig нет такого большого ассортимента принадлежностей и шаблонов в отличие от Leigh D4R PRO
Видео : Leigh Super Jigs Summary Шипорезки


Leigh RTJ 400 позволяет изготовить 16 типоразмеров соединений
применена система точного дискретного сдвига шаблона боковые упоры легко переставляются под разные ширины заготовок
комплект шипорезки позволит вам сразу же начать работать с ней и выполнить соединения с открытыми и полупотайными шипами нескольких типоразмеров.
К шипорезке Leigh RTJ 400 можно купить Набор фрез Leigh AC RTJ
С помощью Шипорезки Leigh B975 м ожно делать коробки, выдвижные ящики, скамейки, небольшие элементы мебели и даже улей для пчёл.
Видео : Шипорезка Leigh B975
Предлагаем к шипорезкам Leigh:
Достоинства: Продуманность и вместе с тем простота конструкции шипорезки просто подкупает. На первый взгляд показалась сложной в подготовке и перенастройке. Но подробнейшая инструкция развеяла все сомнения. Такого подробного описания с рисунками к каждому шагу давненько не видел. Сделал первое изделие и был поражен идеальной подгонкой заготовок. Стыки как из под станка. Цена при таком качестве и возможностях - приемлема.
Комментарий: Превосходный агрегат
Дмитрий

Приспособление INCRA I-Box наиболее продвинутый инструмент из когда-либо изобретенных для создания ошеломляющих воображение ящичных соединений. I-Box – это гигантский скачок вперед в изготовлении ящичных соединений, по сравнению с традиционными методами.
Данное устройство может использоваться как на циркулярном станке, так и на фрезерном столе. INCRA I-Box поможет вам в изготовлении отличных ящичных соединений из заготовки толщиной от 1/4" до 1".
шип шириной от 1/8" до 3/4", толщина заготовки от 1/4" до 1"

Фрезер или фрезерный станок
Непосредственно осуществляет фрезерование пазов и шипов для соединения. Для изготовления шипов и пазов на шипорезном приспособлении в большинстве случаев достаточно фрезера мощностью 1 кВт. К примеру, Festool OF 1010 :


Но это не значит, что Вы не можете использовать более мощный фрезер, напримет Festool OF 1400 или Festool OF 2200 , или который есть в Вашем распоряжении.
Особенно, если речь идет о встроенных фрезерах во фрезерный стол.

Для изготовления соединения "ласточкин хвост" применяют фрезы с аналогичным названием - с конусной формой профиля.
Для изготовления шипов и пазов прямоугольной формы используют обгонные, а также обычные " пальчиковые " или пазовые фрезы (постоянного диаметра).
Для более чистой и качественного результата предпочтительны спиральные фрезы. Кроме того, они гораздо тише и имеют существенно больший срок службы.

Для массива и особенно твердых пород дерева используют спиральные фрезы с выбросом стружки вверх. Для изготовления пазов в глухих и полуглухих соединениях используют фрезы с режущей торцевой частью, создающей плоское чистое донце.
Для изготовления фигурных шипов используют также спиральные фрезы. Здесь главным становится чистота и точность обработки, поэтому спиральные фрезы предпочтительнее.
Они могут быть как из быстрорежущей стали - HSS, так и с твердосплавными напайками. Последние - значительно дольше ходят. В нашем ассортименте Вы можете подобрать фрезы для данных работ разных производителей и разные по бюджету, чистоте и сроку службы.
Подытоживая мы еще раз акцентируем внимание на том, что предлагаемое выше оборудование и оснащение позволяет делать корпусные изделия как быстро, так и красиво, повышая потребительские свойства и удовлетворенность результатами Вашего творчества.
Рекомендуем обзор "Супер-соединения 2.0" с фото коллекцией широкого спектра вариантов соединений, используемых в изделиях из древесины.
Изготовление соединения "ласточкин хвост" ручными инструментами, на шипорезк е CMT , и зготовление прямого шипового соединения на фрезерном столе Kreg с использованием комплекта INCRA
Обзор операций, инструментов, рекомендации. Мастер-класс был проведен в Нижнем Новгороде в "Арсенал Мастера РУ" на Празднике столяров .
Видео часть 1:
Изготовление соединения "ласточкин хвост" ручными инструментами от Владимира Сасина в "Арсенал Мастера РУ"
В работе использовались: р учные инструменты Петроград , Veritas
Изготовление соединения "ласточкин хвост" на шипорезк е CMT300 , мастер-класс в "Арсенал Мастера РУ" профессионалами.
Изготовление прямого шипового соединения на фрезерном столе Kreg PRS 2100 с использованием комплекта INCRA Jig Fence System для соединений IJ32FNCSYS ПЛЮС Боковой упор-кондуктор Original INCRA Jig IJ32 METRIC . Мастерер-класс в "Арсенал Мастера РУ".
Супер-соединения 2.0
Примеры соединений в изделий из древесины от лучших Мастеров!

Новость подготовили Олег Якимов и Технические редакторы Ирина Корнилова и Елена Воронина
При создании любой конструкции всегда разрабатывают методы крепления, способные обеспечить надёжность, возможность длительной эксплуатации и аккуратный внешний вид. Для решения этих задач в деревянных изделиях применяют так называемое шиповое соединение. Основным принципом крепления двух деталей является создание в одной детали шипов, а в другой пазов (проушин), в которые они вставляются. Используя столярные инструменты, обрабатывают обе детали с точным соблюдением геометрических размеров. Это обеспечивает надёжное зацепление, особенно если в качестве материала применяется фанера. После этого изделие можно использовать без применения дополнительных скрепляющих элементов. Однако для повышения надёжности применяют столярный клей или дополнительные крепёжные элементы.

Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины. С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков. Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
ГОСТ 9330-76 Основные соединения деталей из древесины и древесных материалов. Типы и размеры
Согласно этому стандарту все соединения подразделяются на следующие категории:

Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов. Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента. Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.












Особенности японского столярного соединения
Небывалых высот столярного искусства достигли японские мастера. Используя традиционные техники, комбинируя различные типы соединений, они создают точные и надежные стыки без применения гвоздей и прочего крепежа. Стыковка различных деревянных деталей выполняется исключительно благодаря силе трения.

В основе надежности данных соединений лежит точный срез. Идеально подогнанные линии замков на обеих сопрягаемых деталях позволяют создать соединение с безукоризненной точностью. Сложные конфигурации замков требуют большого опыта, знаний и умения владеть инструментом, но при желании всему этому можно научиться.
Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками. Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент. Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.

Работа стамеской
Стамеску выбирают в зависимости от размеров паза: ее лезвие должно быть уже ширины паза, чтобы можно было вести стамеску точно в границах разметки.
Инструмент нужно держать вертикально. Никогда не ставьте стамеску под углом, иначе можно придавить края. Глухие пазы делают чуть глубже, чем этого требует длина шипа.
После частичного удаления древесины дрелью формирование паза завершают стамеской подходящей ширины.
Так выдалбливают глухой паз стамеской — древесину снимают слой за слоем.
Разметка и изготовление шипа
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное. Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом. Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение. Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Основными этапами изготовления шипа являются:
- разметка будущего шипа (горизонтальная и вертикальная);
- подготовка инструмента;
- выпиливание;
- зачистка стенок;
- подгонка.

Разметка мест необходимых распилов производится с помощью измерительных инструментов в обеих плоскостях. Выбор инструмента для распила зависит от возможностей изготовителя. На деревообрабатывающих предприятиях эту операцию производят на специальных станках. Если планируется изготовить шип своими руками, применяют обыкновенные пилы. Наиболее подходящими считаются: лучковая пила или ножовка. После изготовления шипа производится зачистка его поверхности. Она осуществляется при помощи напильников и наждачной бумаги. Далее вставной шип подгоняют под заготовленный паз. После завершения этой операции производится его окончательная фиксация.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Чем и как подгоняют шипы и проушины

Как сделать шип так, чтобы такое соединение было качественным и служило долго. Появление шипа считается одним из ключевых моментов в истории развития столярного ремесла. Говорят, что настоящий мастер должен уметь изготавливать такие соединения. Называйте их, если хотите, мерилом уровня столярного мастерства. Как сделать шип правильно и аккуратно подогнанным к проушинам, сквозные шипы, усиленные нагелями, будут наглядным свидетельством качества изделия, которое недостижимо при использовании шурупов или ламелей, экономящих время. Как следует из названия, такое соединение состоит из шипа, проходящего сквозь отверстие (проушину) смежной детали, и часто шип делают слегка выступающим с другой стороны. Если вы готовы освоить изготовление таких соединений, попробуйте использовать их вместо ламелей.
Подгонка
Если шип не входит в паз, значит, измерения были выполнены не совсем точно. Если паз слишком узкий, его можно расширить, дополнительно обработав стамеской. Но действовать надо очень аккуратно. Если убрать больше, чем нужно, деталь придется менять.
Сухая подгонка
Сначала для пробы шип и паз соединяют без клея. В обе детали вносят изменения до тех пор, пока в местах стыковки они не будут плотно примыкать друг к другу. Чем плотнее, точнее стыковка деталей, тем лучше их схватит клей.
При соединении в первую очередь надо обратить внимание на то, чтобы детали образовывали прямой угол. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце нужно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны паза будет выглядеть неаккуратно.
Только когда вы убедитесь, что шип и паз подходят друг к другу, на все стыкующиеся участки равномерно нанесите клей. После соединения деталей излишек клея, выступивший наружу, следует сразу же убрать с поверхности влажной тряпочкой.
Острой стамеской скашивают торцевые края, чтобы шип легче входил в паз.

Читайте также: