Тиски своими руками
Добавил пользователь Владимир З. Обновлено: 10.09.2024
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно.
Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
- лист железа для основы тисков толщиной 4мм
- профильная квадратная труба 50мм с толщиной стенки 4мм
- уголок 60мм с толщиной стенки 5мм
- уголок 75мм с толщиной стенки 8мм
- полоса толщиной 10мм
- шпилька резьбовая 20мм
- длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм.
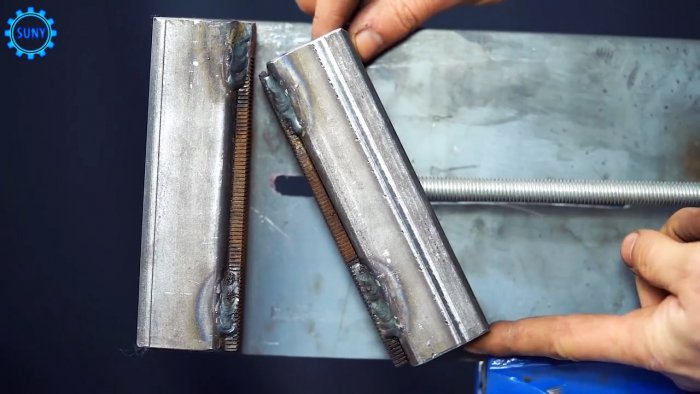
Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм - на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку - кусочек полосы толщиной 10мм к которой и приварил эту гайку.
Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.
После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм.
Поставил их чтобы посмотреть как это будет выглядеть:
Вот общий вид деталей для слесарных тисков:
В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой.
С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию.
Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку.
В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри.
Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм.
Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм.
Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-"собаками" и просверлил насквозь отверстия 4,2мм.
Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.
Отверстия для крепления губок к уголкам делал по центру губок - по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку.
Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами.
Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба.
Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке.
Варил я аппаратом Форсаж-161
Электрод - МР-3С 3мм
Ток сварки - около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой.
Чтобы ничего не цепляло.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:
Во второй части по самостоятельному изготовлению слесарных тисков:
- установка губок с нарезкой от скольжения
- установка торцевой заглушки с винтом и воротом
- крепежные отверстия в подошве тисков
Тиски являются одним из важнейших приспособлений для облегчения труда любого мастера хоть при обработке металла, хоть при работе с деревом. Зажав деталь в тисках, мастер освобождает свои руки для инструмента. К тому же, тисками можно крепче удерживать деталь, чем вручную. Более того, повышается точность изготовления.
Тиски бывают разные – общего назначения (универсальные) и специализированные (для определённых работ).

Основные элементы тисков для домашней мастерской
Тиски состоят из нескольких деталей. Основными элементами являются губки – подвижная и неподвижная, между которыми и зажимается обрабатываемая деталь. Неподвижная губка выполнена как одно целое с основанием. В подвижной губке закреплена гайка, сквозь которую проходит мощный ходовой винт. На одном конце винта установлена рукоятка, за которую его вращают, другой конец свободно вращается в неподвижной губке. При вращении за рукоятку подвижная губка перемещается в сторону неподвижной.
Основание может быть выполнено из двух деталей. Нижняя крепится наглухо к рабочему столу (верстаку), на верхней собран весь механизм тисков. Некоторые модели могут поворачиваться вокруг вертикальной оси.

Тиски слесарные своими руками
Тиски заводского изготовления можно купить в инструментальном магазине. Но за них нужно заплатить немалые деньги. К тому же, у настоящего мастера всегда к инструменту и приспособлениям есть набор индивидуальных требований. Вот поэтому многие умельцы делают тиски своими руками. Но для выполнения такой работы надо многое уметь: делать грамотные чертежи, быть хорошим слесарем и сварщиком, работать на токарных, фрезерных и сверлильных станках. Зато и тиски можно сделать уникальные, каких ни у кого нет.
Материалы и инструменты
Отличительный признак всех самоделок от фирменных изделий в том, что они сделаны из того материала, который был доступен. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.
Из инструментов потребуется молоток, ножовка по металлу, доступ к сверлильному станку и сварочному аппарату, измерительный инструмент. И, конечно, чужие слесарные тиски.
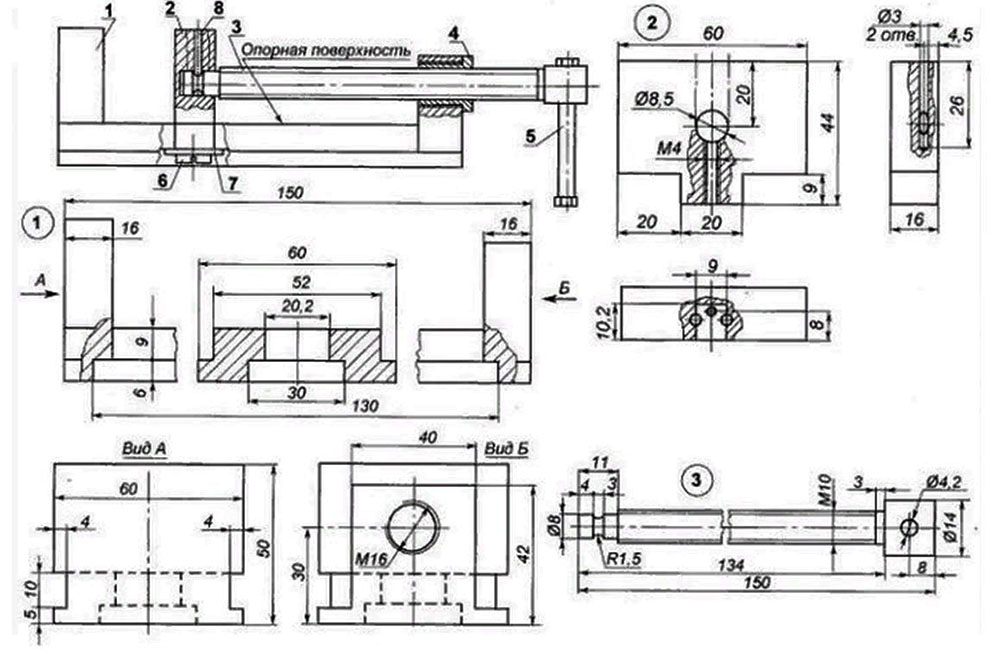
Чертежи
После того, как сформировался примерный образ будущего изделия, необходимо вычертить комплект чертежей – эскиз общего вида, сборочный чертёж, чертежи всех деталей. Иначе собрать окончательное изделие не получится.
Инструкция по изготовлению
Изготовление тисков ведётся поэтапно. Сначала по чертежам изготавливаются все детали. В торце подвижной части закрепляется конструкция с гнездом для вращающегося ходового винта. Ходовая гайка может быть закреплена на неподвижной части тисков. Ходовой винт при вращении за рукоятку ввинчивается в гайку, перемещается сам и перемещает подвижную губку.
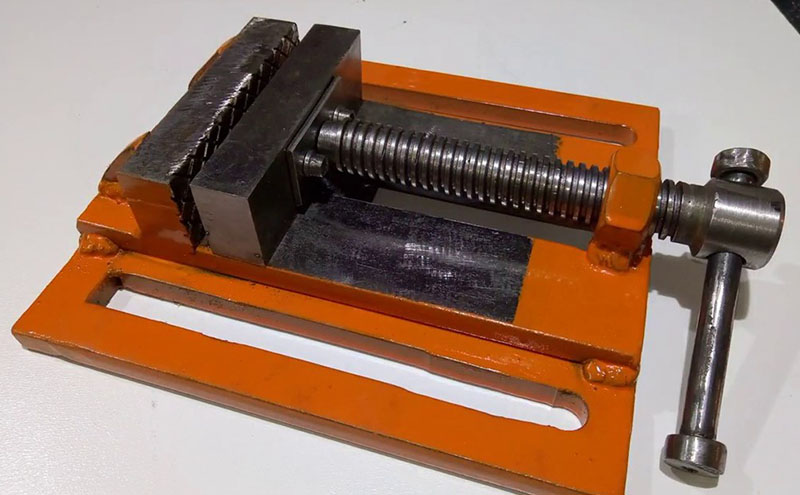
Тиски своими руками для сверлильного станка
Тиски для сверлильного станка отличаются от обычных слесарных тисков своей общей высотой. Они значительно ниже.
Материалы и инструменты
Материалы и инструменты используются такие же, как и в предыдущем случае.
Чертежи
Чертежи отличаются только в части выбранной конструкции и размерами деталей.
Инструкция по изготовлению
Технология изготовления определяется тем, что идёт работа с металлом. Конкретные детали изготавливаются по конкретным чертежам. Между вариантами разных моделей тисков принципиальное отличие может быть лишь в том, где устанавливается ходовая гайка – на подвижной или неподвижной части. Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.
Столярные тиски для верстака
Для столярных и плотницких работ вполне подойдут деревянные тиски. Им придётся воспринимать значительно меньшие нагрузки, чем при работе с металлом.
Материалы и инструменты
В качестве исходных заготовок можно взять три бруска сечением от 40x40 мм? до 60x60 мм? и длиной 250 – 300 мм. Размеры определяются из требований к величине будущих деталей. Ещё нужен ходовой винт с гайками, подойдёт покупная шпилька с резьбой М10 – М12. Для основания можно использовать лист фанеры толщиной 10 – 12 мм и размером 300x500 мм. В качестве крепежа потребуются саморезы диаметром 6 мм и длиной не менее 40 мм.
Инструменты обычные столярные и плотницкие: ножовка по дереву, рубанок, дрель.
Чертежи
Конструкция видна из фотографии.

Инструкция по изготовлению
Брусок с гайкой ходового винта привинчивается наглухо к основанию саморезами. Неподвижная губка может переставляться по основанию в разные положения, в зависимости от размера обрабатываемой детали, и закрепляться болтами с гайками. Упорный конец ходового винта крепится к подвижной губке с помощью накладки от старого офисного кресла на колёсиках.

Как сделать самодельные трубные тиски
Тиски для зажима труб отличаются от обычных слесарных и внешним видом, и особенностями эксплуатации. Подвижная губка перемещается по вертикали. Зажимать в этих тисках приходится предметы круглой формы, а потом газовым ключом с усилием крутят прикипевшую муфту или плашкой нарезают в трубе резьбу. Тиски при этом должны удержать деталь от проворота. А затягивать трубу надо крепко, но аккуратно, чтобы не помять её.
Для выполнения этих требований в обеих губках делают вырез в виде треугольника с высотой 30 – 40 мм с насечкой по боковым сторонам.

Материалы и инструменты
В качестве исходных материалов для изготовления тисков нужны несколько обрезков труб диаметром 0,5 и 1,5 дюйма и длиной до 200 мм, обрезки профильных труб сечением 50x30 мм, 40x25 мм и 30x20 мм. Для подвижной губки нужен кусок листовой стали толщиной 10 – 15 мм. Для ходового винта трапецеидальная резьба нарезается на прутке 10 – 12 мм.
Чертежи
Ниже приводится схема работы трубных тисков. Размеры выбираются под индивидуальные требования.
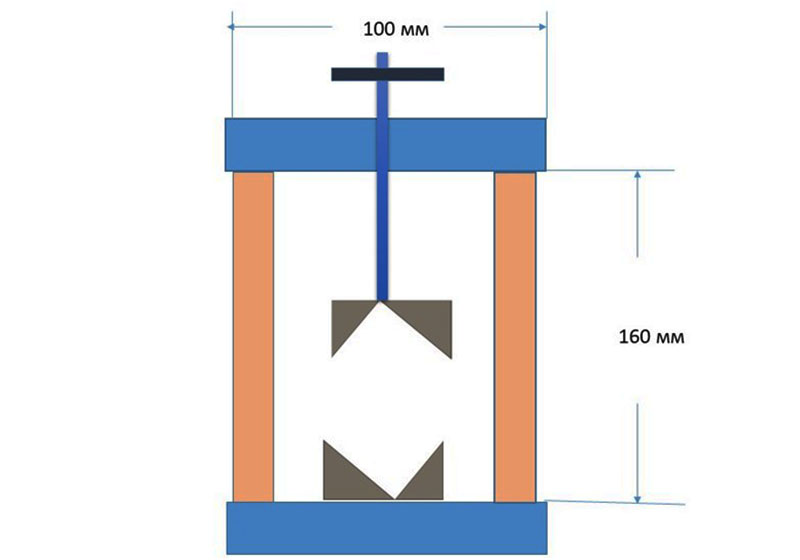
Схема трубных тисков
ФОТО: Леонид Шальман
Инструкция по изготовлению
Круглые трубки используются в качестве вертикальных стоек рамы тисков, профильные применяются как горизонтальные составляющие. На верхней перекладине приваривается короткий обрезок профильной трубы для формирования резьбы под ходовой винт. Губки вырезаются из кусков толстого листа. Ходовой винт лучше не делать самому, а найти готовый, например, от старой задвижки.
Чтобы захватывать тонкие трубы, верхнюю губку надо по ширине сделать меньше, чем нижнюю.
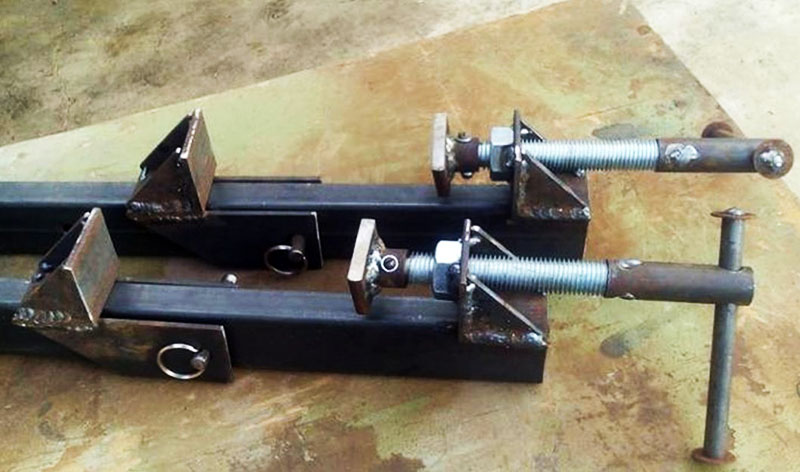
Прочие идеи для изготовления тисков из подручного материалы
Умельцы предлагают много своих конструкций. Каждый мастер творит из того материала, который ему достался. Но есть и принципиально непохожие конструкции. Интересная идея представлена на фото ниже. Деталей мало, зато можно зажимать две заготовки разного размера.

Заключение
В мире много людей, которые любят и умеют делать полезные вещи своими руками. Они и инструмент, и всякие приспособления делают для себя сами. Это очень увлекательное занятие.
При выполнении слесарных и столярных работ не обойтись без тисков. Это достаточно дорогостоящее оборудование, покупка которого для маленькой домашней мастерской бывает нецелесообразной. Чтобы не тратиться на фабричные тиски, можно сделать их своими руками. Конечно, самоделка не сравнится с настоящими тисками в надежности, но свою работу делает, а главное на закупку материалов для ее изготовления уйдет как минимум в 10 раз меньшая сумма.
Материалы:
- большой плоский напильник;
- профильная труба 40х40 мм или больше;
- листовая сталь 4-10 мм;
- болт М10;
- шайба М10 – 2 шт.;
- гайка М10 – 7 шт.;
- удлиненная гайка М10;
- шпилька М10;
- гайка М12.
Изготовление тисков


Из листовой стали вырезается подошва станка в виде прямоугольника. Его ширина должна соответствовать длине губок. Длина подошвы берется на 10-15 см больше желаемой ширины зажима.

Одна из губок выставляется по краю подошвы и приваривается к ней. Затем в центре основания делается продольный вырез шириной 11 мм. Он должен начаться от приваренной губки и заканчиваться за 10-15 см от противоположного края.

На нижней боковине второй незадействованной губки по центру сверлится отверстие, но только сквозь одну стенку. Затем снизу подошвы станка в прорезь вставляется болт с шайбой, он заводится в отверстие губки. После этого нужно попасть на этот болт изнутри профильной трубы шайбой и гайкой. Его нужно слегка накрутить, чтобы губка скользила по подошве вперед и назад.


У края основания, противоположном от неподвижной губки, напротив прорези приваривается удлиненная гайка. Под ней нужно использовать подставку, чтобы приподнять ее центр на половину ширины профильной трубы. В гайку заворачивается длинная шпилька.


Напротив шпильки по центру скользящей губки сверлится отверстие сверлом 10,5-12 мм. В него заводится шпилька, и на нее изнутри трубы наворачивается 2 гайки, чтобы она уже не вышла обратно.
Губки тисков сжимаются, после чего лишняя длина шпильки отрезается. На ее конец наворачивается и приваривается гайка М10. Затем варится гайки М12, но уже торцом. В нее вставляется оставшийся отрезок шпильки. На его концы наворачиваются гайки М10. В результате получается вороток.
Чтобы придать конструкции жесткости, к ее подошве у длинных краев нужно приварить по отрезку профильной трубы. Это также позволит ползунку второй губки скользить, не цепляясь креплением внизу. После этого инструмент прикручивается к рабочему столу.

Полученные тиски не рассчитаны на удары кувалдой по зажатым в них заготовкам, но они справятся с удерживанием деталей при шлифовке, пилении, строгании и т.д. Со временем если их перегружать, то метрическая резьба на шпильке или удлиненной гайке может сорваться, но эти детали быстро меняются. Данный инструмент действительно способен успешно выручать при выполнении большинства столярных и слесарных работ, поэтому его изготовление имеет смысл.

Смотрите видео

Как то понадобились мне слесарные тиски на даче.
А также чтобы их можно было использовать а для столярных работ.
Используя валявшийся металл я решил их сделать сам.
Покупать не стал, поскольку подобные тиски стоят от 10.000, а советские б/у от 7.000 и в неизвестном состоянии.
Возможности заказать у токаря вал и гайку с трапециевидной резьбой у меня не было и сломанного домкрата также.
Использовал обычную шпильку на 20.
Знал изначально что она не для этих целей — но мне для моих задач вполне пока что годится…
Я полностью процесс изготовления здесь показывать, как обычно в своих записях, я не буду.

Читайте также: