Сварка с графитовым электродом своими руками
Добавил пользователь Валентин П. Обновлено: 28.08.2024
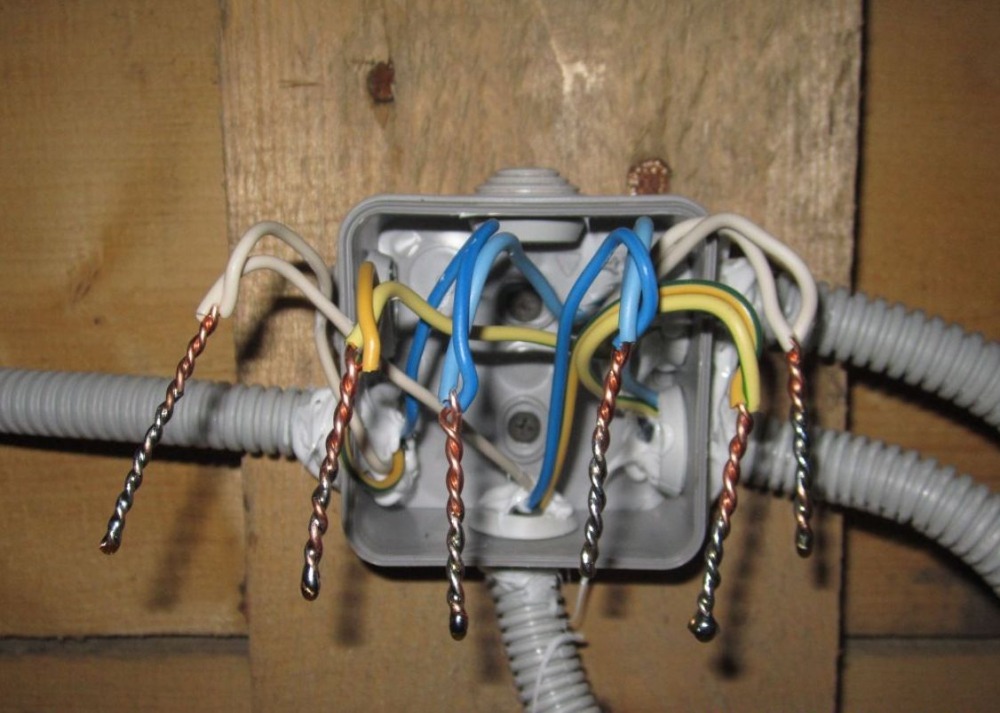
Для создания надежного контакта нескольких медных проводов применяется метод скрутки. С его помощью обустраивают промышленные и бытовые электросети. Дополнительно рекомендуется делать сварное соединение, предотвращающее процесс окисления между жилами и понижающее вероятность раскручивания связки. Надежная сварка медных проводов графитовыми электродами выполняется после изучения основных правил.
Технология сварки медных проводов
Соединение необходимо выполнять только после окончательного монтажа электропроводки в помещении. Для удобства минимальная длина монтажных концов должна составлять 10 см. Дополнительно учитывается расстояние между проводами и возможность их размещения в закрытой распределительной коробке.

Технология сварки медных проводов с помощью графитовых электродов:
- Очистка жил от изоляции — не менее 5 см.
- Обрезание концов жил для удаления возможной окиси.
- Скручивание. Провода должны плотно прилегать друг к другу. Для этого рекомендуется закрепить их в нижней части, где есть изоляция. Скручивание делается с помощью плоскогубцев или аналогичных им инструментов.
- Сварка. Она выполняется графитовыми электродами.
- Окончательная изоляция скрутки происходит после остывания жил. Затем они помещаются в защитный короб.
Подобная технология обеспечивает надежный контакт проводов, а также исключает необходимость периодической подтяжки соединения жил. Но для обеспечения этого следует правильно подобрать инструмент, расходные материалы, а также рассчитать оптимальные параметры.
Выбор электродов и сварочного аппарата
Использование графитовых электродов для сварки медных проводов обусловлено относительно высокой температурой нагрева рабочей поверхности и возможностью их обработки. Выбор диаметра зависит от планируемой плотности тока. Также нужно учитывать их основные технические характеристики.

Так как толщина свариваемой скрутки может быть различна и зависит от количества жил и их диаметра – не существует нормативных значений силы тока. Исходя из опыта, для создания надежного соединения из 3-х медных с сечением каждого 1,5 мм? потребуется ток до 90 А. Время воздействия — около 2 секунд. В результате на конце скрутки должен сформироваться ровный шарик. Важно не допустить перегрева жил, что может привести к потере свойств изоляции.
Для выполнения сварки следует правильно подобрать аппарат. Выбор можно сделать из следующих типов устройств:
- Специальные аппараты для сварки скруток. Самая распространенная модель – ТС-700. Конструктивно – это стандартный инвертор небольшого размера и невысокой мощности. Отличия от других устройств подобного типа – возможность ношения на ремне во время работы.
- Сварочные аппараты инверторного типа заводского производства. Это могут быть любые модели, чьи характеристики отвечают требованиям по соединению медных проводов.
- Самодельные устройства. Изготавливаются из понижающих трансформаторов. Преимущества – возможность разработать конструкцию для выполнения узкопрофильных работ.
Во время сварки необходимо контролировать качество соединения. Должны отсутствовать раковины, неоднородность сформировавшегося шарика.
Полезные советы
Специалисты рекомендуют использовать графитовые электроды без омеднения. Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.

Также стоит учитывать следующие моменты:
- Перед началом работы торец графитового электрода обрабатывается – на нем формируется выемка. Это будет способствовать формированию шарика спайки правильной формы.
- В качестве альтернативы заводских графитовых электродов можно рассмотреть вариант использования токосъемников, применяемых в троллейбусах или стержней из батареек. Они имеют относительно небольшие размеры и могут быть закреплены на ручке инвертора.
- Обязательно использование защитных средств – маски сварщика (темных очков), перчаток и одежды с длинными рукавами.
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
Сварка угольным электродом используется достаточно редко в отличие от аналоговых технологий со стальным стержнем. Но иногда этот метод является незаменимым и необходимым. Тем более при помощи него можно производить многие важные манипуляции - сварку, резку, плавку.
Кроме этого он позволяет проводить обработку всех видов металлов, начиная от тугоплавких и тяжелых, заканчивая легкими и пористыми. И это еще не все важные особенности этого вида сварки.

Виды угольных электродов
При проведении сварки угольным электродом в домашних условиях и на производствах могут применяться разные виды расходного материала, которые могут отличаться по форме сечения.
Наиболее оптимальными и востребованными являются следующие виды угольных электродов:
- Круглые. Они могут использоваться в неограниченном режиме. Диаметр электродов составляет от 3,2 до 19 мм.
- Круглые бесконечные. Название наконечники получили благодаря небольшому расходу, они являются самыми экономичными. Размер диаметра может быть от 8 до 25 мм. Для проведения сварочного процесса данными электродами используется специальная машинка.
- Плоские. Сечение у стержней этого вида имеет прямоугольную форму иногда квадратную. Размер составляет от 8 до 25 мм. В основном они используются для заделки внешних дефектов на поверхности отливов из стали.
- Полукруглые. Они имеют размер сечения от 10 до 19 мм. Они являются популярными угольными стержнями, которые используются для сварки и резки металлических элементов. Во время сварочного процесса они способствуют формированию правильного и ровного шва.
- Полые. Они позволяют сформировать U-образную канавку. Диаметр составляет от 5 до 13 мм.
Особенности процесса
Проведение сварки угольным электродом и инвертором позволяет получить прочное сварное соединение без дефектов и неровностей. При этом данная технология позволяет работать с разными видами металла.

Электроды, которые выполнены из угля, отличаются от металлических стержней тем, что они относятся к тугоплавким. Из этого следует, что во время сварочного процесса они выполняют роль проводника электричества, но при этом они становятся частью сварочной ванны.
Во время работы угольные стержни разогреваются до очень высоких температурных показателей. А если продолжить нагревание, то они сразу из расплавленного состояния перейдут в состояние кипения.
При проведении сварочного процесса рекомендуется применять постоянный электрический ток с прямой полярностью. В этом случае минус (катод) должен быть на электроде, а плюс (анод) на металлической поверхности изделия.

Во время сварки угольными стержнями сварщику обязательно требуется использовать присадочные элементы. Процесс сваривание может выполняться двумя способами:
- Слева направо (присадочные компоненты находятся сзади электродов);
- Справа налево (впереди идут присадочные компоненты).
Стоит отметить! Во время проведения сварочного процесса дома можно использовать самодельный аппарат для сварки и пайки угольными электродами. В связи с тем, что угодные стержни имеют небольшую теплопроводность, можно будет создавать дугу при силе тока всего 3-5 Ампер.
Строжка угольным электродом
Строжка угольным электродом - это метод резки металла, во время которого используется сжатый воздух. Электрическая дуга производит расплавление металла, а струя сжатого воздуха, направленная на область сварки, производит его выдувание.
Воздушно-дуговая строжка угольным электродом или строжка может использоваться для резки любых видов металлов. Но в основном этот технологический процесс применяют для разрезания нержавейки, чугуна, никеля, алюминия меди.
Проведение сварочных работ с использованием угодных стержней используется только в исключительных случаях, когда требуется сделать прочный и ровный сварной шов. Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Интересное видео
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.

Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея. При сваривании контакт получается иным образом. Проводники расплавляются и, находясь в жидком виде, смешиваются друг с другом. Полученное соединение на порядок надежнее пайки.

Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.

У железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.

Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Инструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.

Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.

Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.

Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.
Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.

Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.

Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварка угольным электродом используется достаточно редко в отличие от аналоговых технологий со стальным стержнем. Но иногда этот метод является незаменимым и необходимым. Тем более при помощи него можно производить многие важные манипуляции - сварку, резку, плавку.
Кроме этого он позволяет проводить обработку всех видов металлов, начиная от тугоплавких и тяжелых, заканчивая легкими и пористыми. И это еще не все важные особенности этого вида сварки.
Виды угольных электродов
При проведении сварки угольным электродом в домашних условиях и на производствах могут применяться разные виды расходного материала, которые могут отличаться по форме сечения.
Наиболее оптимальными и востребованными являются следующие виды угольных электродов:
- Круглые. Они могут использоваться в неограниченном режиме. Диаметр электродов составляет от 3,2 до 19 мм.
- Круглые бесконечные. Название наконечники получили благодаря небольшому расходу, они являются самыми экономичными. Размер диаметра может быть от 8 до 25 мм. Для проведения сварочного процесса данными электродами используется специальная машинка.
- Плоские. Сечение у стержней этого вида имеет прямоугольную форму иногда квадратную. Размер составляет от 8 до 25 мм. В основном они используются для заделки внешних дефектов на поверхности отливов из стали.
- Полукруглые. Они имеют размер сечения от 10 до 19 мм. Они являются популярными угольными стержнями, которые используются для сварки и резки металлических элементов. Во время сварочного процесса они способствуют формированию правильного и ровного шва.
- Полые. Они позволяют сформировать U-образную канавку. Диаметр составляет от 5 до 13 мм.
Особенности процесса
Проведение сварки угольным электродом и инвертором позволяет получить прочное сварное соединение без дефектов и неровностей. При этом данная технология позволяет работать с разными видами металла.
Электроды, которые выполнены из угля, отличаются от металлических стержней тем, что они относятся к тугоплавким. Из этого следует, что во время сварочного процесса они выполняют роль проводника электричества, но при этом они становятся частью сварочной ванны.
Во время работы угольные стержни разогреваются до очень высоких температурных показателей. А если продолжить нагревание, то они сразу из расплавленного состояния перейдут в состояние кипения.
При проведении сварочного процесса рекомендуется применять постоянный электрический ток с прямой полярностью. В этом случае минус (катод) должен быть на электроде, а плюс (анод) на металлической поверхности изделия.
Во время сварки угольными стержнями сварщику обязательно требуется использовать присадочные элементы. Процесс сваривание может выполняться двумя способами:
- Слева направо (присадочные компоненты находятся сзади электродов);
- Справа налево (впереди идут присадочные компоненты).
Стоит отметить! Во время проведения сварочного процесса дома можно использовать самодельный аппарат для сварки и пайки угольными электродами. В связи с тем, что угодные стержни имеют небольшую теплопроводность, можно будет создавать дугу при силе тока всего 3-5 Ампер.
Строжка угольным электродом
Строжка угольным электродом - это метод резки металла, во время которого используется сжатый воздух. Электрическая дуга производит расплавление металла, а струя сжатого воздуха, направленная на область сварки, производит его выдувание.
Воздушно-дуговая строжка угольным электродом или строжка может использоваться для резки любых видов металлов. Но в основном этот технологический процесс применяют для разрезания нержавейки, чугуна, никеля, алюминия меди.
Проведение сварочных работ с использованием угодных стержней используется только в исключительных случаях, когда требуется сделать прочный и ровный сварной шов. Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Интересное видео

Читайте также: