Сварка монолитного поликарбоната своими руками
Добавил пользователь Алексей Ф. Обновлено: 08.09.2024
Остекление монолитными поликарбонатными листами должно планироваться как заключительный этап при отделке здания.
Необходимо учесть, что условием получения определенных оптимальных технических параметров конструкции, создаваемой с применением поликарбонатных листов, является применение соответствующих аксессуаров для монтажа и остекления, рекомендуемых в данном техническом руководстве, и строгое следование рекомендациям по монтажу, указанным в данном руководстве.
ВНИМАНИЕ! Проектированием и монтажом конструкций с применением поликарбонатных листов должны заниматься соответствующие компании, имеющие лицензии на данный вид деятельности и квалифицированный персонал. От качества монтажа зависит внешний вид поликарбонатных листов и срок службы конструкций с их применением.
Предмонтажные рекомендации
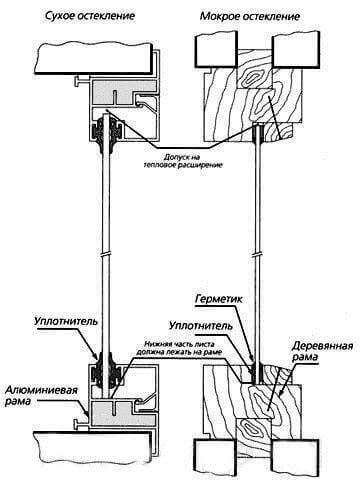
Допуск на тепловое расширение
При монтаже поликарбонатных листов необходимо учитывать термическое (тепловое) расширение листов, которое равно 6,7•10-5 м/м•оС. Поскольку поликарбонатные монолитные листы обладают более высоким коэффициентом линейного термического расширения по сравнению с традиционными материалами для остекления, то следует оставлять зазор для такого расширения, что поможет предотвратить образование изгибов листа в конструкции, деформацию листов, выскальзывание их из элементов крепления и даже разрыв или растрескивание листов по причине возникновения критических внутренних напряжений. В таблице 1 приведены сравнительные коэффициенты линейного теплового расширения для различных материалов:
Коэффициент линейного теплового расширения, 1/°С
Для предотвращения влияния термического расширения на качество монтируемой конструкции с применением монолитных поликарбонатных листов необходимо учесть следующее:
Допуски на термическое расширение следует предусмотреть и по длине, и по ширине листов.
Минимальный зазор на тепловое расширение при монтаже поликарбонатных листов следует предусматривать в зависимости от длины листа (см. табл. 2).
Минимальный зазор на тепловое расширение, мм
В качестве общего принципа следует учитывать 3-6 мм допуска на термическое расширение на каждый линейный метр бесцветного листа и 6-8 мм – на каждый линейный метр цветного листа (рис. 1,2).
Рис. 1 Рис. 2
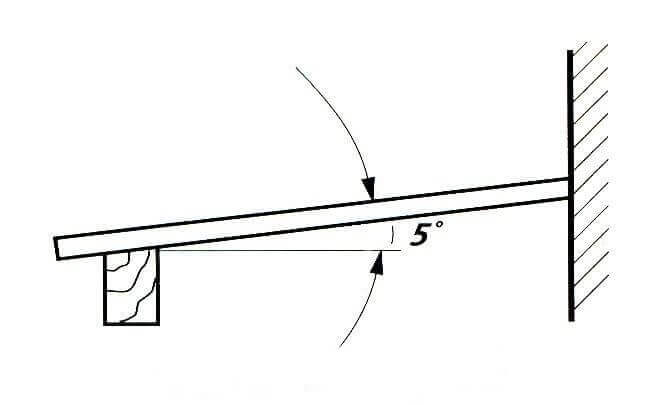
При остеклении монолитными поликарбонатными листами всегда следует учитывать минимальный угол наклона от торца до торца конструкции равный 15° для нормального стока конденсата и дождевой воды (см. рис. 3).
Технология монтажа
При монтаже монолитных поликарбонатных листов необходимо учесть все воздействия окружающей среды: расширение материала ввиду перепада температур (лето — зима), которое достигает ~5 мм/пм; пыль, влажность и загрязненность воздуха; воздействие дождя, снега и ветра, солнечной радиации.
Наличие УФ-защитного слоя не только защищает ограждаемое пространство от проникновения жестких УФ-лучей, вредных для здоровья человека, но и защищает сам материал от их разрушительного воздействия.
Для использования на улице следует применять только листы с УФ-защитным слоем. При этом cторона листа с защитным слоем должна быть ориентирована наружу. Пленка с этой стороны монолитного поликарбонатного листа имеет специальную маркировку и цветные надписи. Лучше всего монтировать листы в пленке и снять ее сразу по завершении монтажа (иначе под солнцем она может прикипеть к листу).
Для соединения монолитных листов между собой и крепления их к каркасу конструкции следует использовать специальный алюминиевый соединительный профиль, учитывающий особенности монтажа монолитного поликарбоната. Данный профиль состоит из двух частей, именуемых профилем-Т (база) и профилем-С (крышка), которые представлены на рисунках 4 и 5.
Рис. 4. Профиль-Т (база) для крепления монолитных листов.

Рис. 5. Профиль-С (крышка) для крепления монолитных листов.

Следует помнить, что зажим края монолитного листа в профиле должен быть равен как минимум 20 мм.
Запрещается:
- Не используйте пластифицированный ПВХ или несовместимые с поликарбонатом резиновые герметизирующие ленты или уплотнители;
- Не используйте амино-, бензамидо- или метокси- содержащие герметизирующие составы или замазки, а также бензол, бензин, ацетон и тетрахлорид углерода;
- Не используйте абразивные или высокощелочные моющие средства;
- Никогда не скоблите лист поликарбоната влагоснимателями, лезвиями или другими острыми инструментами;
- Не ходите по листу;
- Не устанавливайте поврежденный лист во время транспортировки или обработки или с повреждённой лентой для герметизации;
- Не мойте лист под палящим солнцем или при повышенных температурах;
ВЕТРОВАЯ И СНЕГОВАЯ НАГРУЗКИ
Динамическая ветровая нагрузка
Скорость ветра определяет фактическую ветровую нагрузку на монолитные листы, используемые для остекления. Нагрузка рассчитывается путем умножения квадрата проектной скорости ветра на коэффициент 0,613.
где q - динaмичecкaя ветровая нагрузка, Н/м2;
V - проектная скорость ветра, м/с.
Значение q в единицах СИ Н/м2
Динaмичecкaя ветровая нагрузка,
Коэффициент давления
Коэффициент давления учитывает колебания конструкции остекления при ускорении / замедлении ветра. Ветровая нагрузка рассчитывается как произведение динамического ветрового давления q на соответствующий коэффициент давления. Перечень значений коэффициента давления можно найти в соответствующих Национальных строительных нормах.
Рис. 6. Распределение нагрузки, воздействующей на монолитный лист.



1) Итоговая модель 2) Схема прогиба 3) Схема контура прогиба
Снеговая нагрузка
Нагрузка снегового покрова на кровельные остекленные поверхности должна рассматриваться как вертикальная, равномерно распределенная нагрузка, действующая на 1 м2 горизонтальной проекции остекления.
Точные значения коэффициентов снеговой нагрузки могут быть найдены в соответствующих Национальных строительных нормах.
СИСТЕМЫ ОСТЕКЛЕНИЯ
Системы остекления
На рисунках 7 и 8 приведены типичные схемы монтажа для сухого и мокрого остекления с использованием монолитных поликарбонатных листов.
При монтаже листа очень важно, чтобы края были правильно зафиксированы, независимо от того, требует ли применение сухих или мокрых условий остекления.
Системы сухого остекления
Преимущество сухого остекления заключается в том, что резиновые уплотнители вставляются непосредственно в паз оконной рамы, что допускает свободное движение листа во время расширения и сжатия. Это должно быть учтено как в эстетических целях, так и для применения там, где расширение листа превышает пределы пластичности герметизирующего состава.
Рис. 7. Система сухого остекления.

Системы мокрого остекления
Поликарбонатный лист может быть использован для остекления с применением стандартных механических или деревянных оконных рам с использованием лент и незатвердевающих составов. Для этого хорошо подходят полибутиленовые ленты.
При использовании остеклительных составов важно, чтобы герметизирующие системы имели люфт для допуска на тепловое расширение без потери сцепления с рамой или листом. Обычно рекомендуется использовать силиконовые герметизирующие составы, а при использовании других герметиков - заранее проверять их совместимость с листом поликарбоната.
Нельзя использовать ни амино-, ни бензамид–отвердевающие силиконовые герметизирующие составы, поскольку они не совместимы с листом, и это может привести к образованию микротрещин, в особенности при наличии напряжения.
Рис. 8. Система мокрого остекления.

ОСТЕКЛЕНИЕ ПЛОСКИХ КОНСТРУКЦИЙ
Дополнительное остекление
Выбор поликарбонатного листа в качестве внутреннего, либо внешнего вторичного остекления будет зависеть от конкретных требований постройки: внешнее / внутреннее вторичное остекление применяется для повышения защиты от несанкционированного проникновения.
Внутреннее дополнительное остекление
Лист является идеальным материалом для внутреннего остекления (см. рис. 9). Когда лист устанавливается внутри помещения, то параметры прогиба под влиянием ветра (как указано в табл. 2) можно не учитывать, поэтому толщину листа можно уменьшить.

Рис. 9. Внутреннее дополнительное остекление.
Внешнее дополнительное остекление
В зависимости от предъявляемых требований к конструкции могут использоваться различные поликарбонатные листы в качестве внешнего остекления (см. рис. 10). С учетом функциональных и эстетических требований к значению прогиба под влиянием ветра применимы рекомендации по толщине листа, содержащиеся в таблице 14 (см. далее).

Рис. 10. Внешнее дополнительное остекление.
ВЫБОР ТОЛЩИНЫ ЛИСТА ДЛЯ ПЛОСКОГО ОСТЕКЛЕНИЯ
Крепление монолитного листа с четырех сторон

В таблице 4 указаны максимально допустимые размеры листа при определенной нагрузке, которая выражается в приемлемом отклонении листа (в пределах упругих деформаций) без риска образования изгибов и внутренних напряжений.
Отношение ширины листа к длине
Толщина листа, мм
Примеры пользования таблицей:
а) размер окна: ширина 1600 мм, длина 3200 мм (соотношение a:b = 1:2).
Нагрузка: 1000 Н/м2. Требуемая толщина листа: 12 мм.
б) размер окна: ширина 1000 мм, длина 4000 мм (соотношение a:b = 1:>2).
Нагрузка: 800 Н/м2. Требуемая толщина листа: 8 мм.
Крепление монолитного листа с двух сторон
Лист можно закрепить на промежуточных брусьях, используя обычные гайки, болты и шайбы. Однако для всех соединений и зон фиксации требуется опора – совместные резиновые шайбы – для распределения силы зажима по наиболее широкой области.
Необходимо использовать большие металлические шайбы, ламинированные резиной, совместимой с поликарбонатным листом. Болты не должны быть затянуты слишком сильно, поскольку это может деформировать лист или ограничивать естественное расширение и сжатие листа.


Стандартная максимальная длина 2050 мм
В таблице 5 представлены данные, основанные на значениях зацепления края листа с обеих сторон, приведенные в табл. 14 (см. раньше).
Толщина листа, мм
ВНИМАНИЕ! Недопустимо хождение по кровельным конструкциям, а также по поликарбонатному листу во время монтажа или мытья. Для этого всегда должна использоваться деревянная балка или другое устройство, опирающееся на детали кровли.
ОСТЕКЛЕНИЕ ИЗОГНУТЫХ КОНСТРУКЦИЙ
Арочное остекление
Все поликарбонатные монолитные листы поддаются холодной формовке по изогнутым поддерживающим профилям остекления (см. рис. 14). При условии, что радиус изгиба листа будет больше минимального рекомендуемого значения механическое напряжение, полученное в результате холодной формовки, не будет влиять на механические свойства листа.

Минимальные значения радиуса изгиба для поликарбонатных монолитных листов различной толщины представлены в таблице 6.
Толщина листа поликарбоната, мм
Минимально допустимый радиус изгиба, м
Для арочного остекления листами можно применять стандартные металлические профили, ленты для остекления и нетвердеющие составы для остекления.
Для большего экономического эффекта рекомендуется использовать резиновые уплотнители для металлических или деревянных структурных опорных балок и для алюминиевых закрывающих фиксирующих реек.
Выбор толщины листа для арочного остекления
Радиус кривизны, а также пролет и расстояние между изогнутыми профилями влияют на свойства полученной конструкции и критическую продольную нагрузку. Критическая продольная нагрузка, при которой происходит изгиб, рассчитывается как функция геометрических параметров поверхности листа от свойств листа.

Расстояние от центра до центра изогнутых поддерживающих профилей Рис. 15
Расчет обрешетки для кровли
Расчетом несущей конструкции должны заниматься специалисты. Обязательно нужно учесть местность, где устанавливается конструкция. В каждой зоне разные снеговые, ветровые нагрузки, климатические условия и т.д. Учесть угол наклона кровли, форму, размеры, допустимые возможные нагрузки и др.
Для подбора мы приводим ориентировочную таблицу, с помощью которой определяем одну сторону обрешетки, зная размер другой стороны, толщину листа и данные о снеговом регионе. То есть нам надо при помощи таблицы рассчитать длину, зная ширину. Зная обрешетку, можно правильно смонтировать лист, рассчитать затраты как на пластик, так и на несущий каркас, оптимизировать расходы на конструкцию, сделать весь проект более изысканным и красивым.

Следует отметить, что приведенные расчеты - результат измерений, проведенных на стендах для испытаний, несут только ознакомительный характер, точный расчет конструкции должен выполняться сертифицированными специалистами. Ширина листа 2,05 метра, и для разделения его на одинаковые 2 или 3 части берутся размеры 0,7 и 1,02. Для удобства расчетов можно использовать метод интерполяции.
Пример расчета обрешетки монолитного поликарбоната на навес
Делаем расчет для Севера Беларуси. Сооружаем автомобильный навес из монолитного поликарбоната кровельной толщины. Металлическая обрешетка уже готова. Скат протяженностью 5 метров с интервалом направляющих (расположенных вдоль ската) 120 см. Нужно подобрать полимер такого размера, при котором можно обойтись без поперечных направляющих, которые устанавливаются поперек ската кровли.
Решение: Для снегового региона No3 требуется столбик 102 см - для 10 мм полимера, интервал направляющих равен 550 см. По составленной пропорции рассчитываем, что возможно применение такого поликарбоната для кровли навеса.
Для снижения стоимости конструкции подберем лист монолитного поликарбоната меньшей толщины, но гарантирующий надежность сооружения. Уменьшив шаг направляющих до 120 см и использовав лаг поперечных направляющих 100 см, мы сможем использовать лист толщиной всего 6 мм. (для определения необходимо воспользоваться пропорцией).
Сегодня в строительстве повсеместно используют современные материалы, заменившие многие привычные. Одним из таких стройматериалов — поликарбонатом — можно воспользоваться, создавая конструкции как снаружи помещения, так и внутри. Материал этот выпускается в виде двух вариантов: монолитного и сотового. Изготавливаются они из особых гранул способом экструзии, когда продавливают расплав полимера сквозь отверстие, придающее ему форму (например, через решетку). Два вида этого полимера различны как внешне, так и по характеристикам.
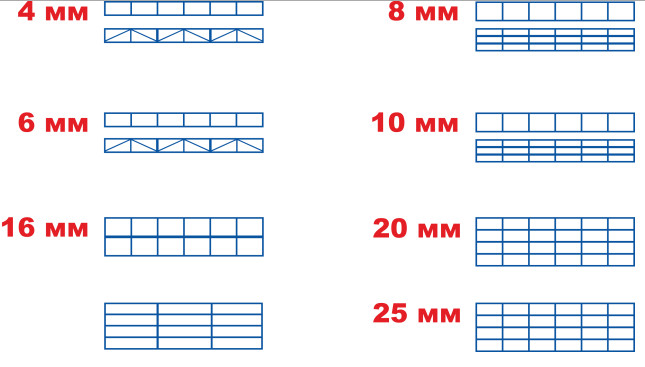
Поликарбонат и его толщина.
Сотовый полимер имеет вид двух тонких пластин с перегородками (напоминает соты), образующими ячейки, заполненные воздухом. Это придает ему легкость при транспортировке, гибкость при монтаже, высокую степень тепло- и звукоизоляции. Монолитный вариант материала представляет прозрачный для света (но не для ультрафиолета), гибкий, малогорючий, химически устойчивый цельный полимерный лист, что делает его максимально ударопрочным (20-21 кг/м?), неуязвимым для огнестрельного оружия и увеличивает срок его службы на долгие годы (до 20 лет). При высокой прочности особое значение приобретает правильная обработка монолитного поликарбоната.
Инструменты для разрезания поликарбонатных листов
Обработка полимерных листов механическим способом включает такие методы, как резка и сверление, фрезерование, шлифовка. Пласты монолитного поликарбоната разрезают циркулярной пилой, ручной пилой ножовкой по металлу. Оборудование должно быть настроено, защитная пленка на листах сохранена, материал струбцинами фиксируют на слесарном столе, предохраняя его прокладками, лезвия подойдут остро заточенные, карбидные.

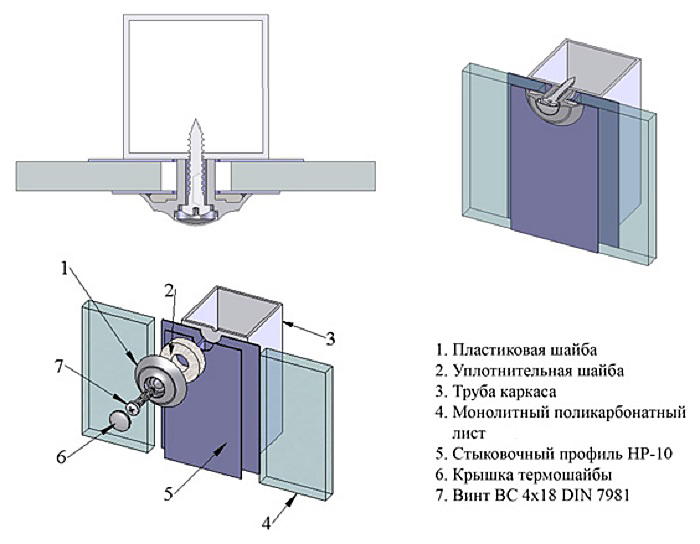
Схема точечного крепления листов поликарбоната.
Проводя резку листов поликарбоната, избегают повреждений, края листов должны получиться чистыми и ровными, а стружка выдувается при помощи сжатого воздуха. Нужно защитить себя очками и рукавицами. Расстояние между зубцами инструментов тем меньше, чем тоньше листы поликарбоната. Инструменты при обработке имеют строго определенные характеристики настройки:
При работе циркулярной пилой используют подачу на низкой скорости, чтобы срез получился чистым, резка идет при рабочей скорости пилы, режут листы толще 3 мм. Характеристики для работы следующие:
- a — 25°-30° (угол задней кромки);
- v -10°-15° ( угол резания передний);
- h — 9-12 мм (промежуток между зубьями);
- V1 — 1400-1800 м/мин (необходимая скорость резания);
- V2 — 20-25 м/мин (начальная скорость подачи).
Ленточными пилами (вертикальными и горизонтальными) пользуются при черновой обрезке предварительно отформованных изделий (пила 10-20 мм шириной ): нарезание листов до 3 мм, направляющие инструмента находятся близко к листу, лист фиксирован. Характеристики:
Автоматическая пила (ножовка): инструмент настраивают на резку панельными ножами с мелкими, хорошо заточенными зубцами, имеющими 2 мм расстояния на режущем полотне.
Из монолитного поликарбоната ручным электрическим фрезером можно вырезать криволинейные изделия (обводить шаблон из фанеры, на фрезу надеть ролик), делать закругления на готовых деталях, разрезать листы (используя направляющую шину), а с формованных деталей снять кромку. Фреза нужна одноперьевая, из быстрорежущей стали. Перед работой фрезер настраивают так:
- угол a — 20°-25°;
- угол v — 0°-5°;
- V1 составит 200-500 м/мин;
- V2 составит 1,5 м/мин.
Применение таких инструментов при резке требует опыта работы и имеет достоинства:
- процесс производится быстро;
- легко воспроизводятся сложные формы.
Существуют и сложности метода резки, которые следует учесть при обработке:
- при резке тонких листов материал может растрескаться, требуется толстая подкладка (гофрокартон или лист пластика от 4 мм);
- листы при обработке нагреваются, это требует использования для пил зубьев с твердыми вставками;
- подбор скорости: высокая ведет к перегреву и оплавлению, низкая — к образованию сколов;
- необходимо постоянно удалять стружку, избегая царапин.
Применения сверления для обработки
Для сверления поликарбоната дрелью (ручной или автоматической) применяют сверла для металла (высокоскоростные) и сверла с режущей пластиной из твердых сплавов. Применить можно сверло спиральное, имеющее при вершине двойной угол 60°-90°. Характеристики работы инструментом при сверлении: угол задний- 5°-8°, угол передний — 3°-5°, 30° составляет угол заточки, а 20-60 м/мин — нужная скорость, 0,1-0,5 мм/об — нужная подача. Для получения ровных отверстий без внутренних напряжений следует:
- отверстия очищать от стружки;
- охлаждать периодически сверло;
- не сверлить у края листа отверстия ближе по расстоянию, чем его 2 диаметра;
- делать отверстие диаметром немного больше винта (так как при работе происходит тепловое расширение отверстия);
- качественно закреплять лист.
Достоинства метода — в возможности быстрого получения отверстий различных диаметров, а минусы имеются такие:
- нелегко получить гладкие края отверстия (соотнести подачу и скорость резания) — это возможно только при равномерной стружке;
- следует защищать материал от перегрева, часто вынимая сверло (при толщине листов от 5 мм), используя охлаждающую смазочную эмульсию, сжатый воздух;
- сверлом легко выломать частицы материала, поэтому желательно иметь навыки и работать осторожно.
После механической обработки следует шлифованием устранить дефекты, применяя влажный метод. Шлифуют шкуркой сначала поверхность грубо (зернистость 80), затем тонко (280), и, наконец, проводится финишная отделка (зерно 400-600). Затем полируют тканью, парафином или воском.
Как придают полимеру форму
Для придания листу монолитного поликарбоната формы используют термические способы.

Схема устройства листа поликарбоната.
Температура должна достигать значений от 180°C до 210°C. Предварительно листы полимера просушивают в камерах, имеющих внутри циркуляцию воздуха. Сушат их по отдельности, удалив защитную пленку. Время сушки зависит от влажности листов монолитного поликарбоната, так как материал гигроскопичен. Определить сроки просушки можно на опыте:
- Сначала просушивают из нужной партии небольшой образец в печи, затем через 2 часа его вынимают, нагревают до температуры формовки в течение 10 минут.
- Если пузыри на поверхности не появляются, то материал высушен, в противном случае сушка требует большего времени.
- Лист, имеющий толщину 2 мм,можно высушить за 1,5 часа, а 8 мм — за 45 часов. Зная время, сушат всю партию, укладывая листы с промежутком в 30 мм для обдува воздухом.
Высушив, лист нагревают в печи до температуры формования при мощности излучения 30 кВт/м 2 , вынимая и помещая затем в матрицу (выпуклую или вогнутую) из алюминия или стали, которая нагревается до 80-120?С. Пластик принимает форму матрицы под собственным весом, хотя иногда может потребоваться дополнительное давление. Достоинство этого термического способа в том, что можно делать изделия достаточно сложной формы, а недостаток — требуется сложный процесс предварительной просушки, так как иначе при высокой температуре в изделии появятся пузырьки.

Схема монтажа сотового поликарбоната.
Можно для изготовления изделий применить простое формование, когда лист помещают поверх формы и ставят в печь при 150°С (точка стеклования). Когда форма обволакивается полимером полностью, ее вынимают и оставляют для остывания. Достоинства по сравнению с первым способом в том, что полимер не требует сушки, так как температура нагрева ниже и характеристики поверхности (прозрачность, твердость) не меняются. Но есть и недостатки:
- при нагревании без сушки происходит усадка материала (6% для листа до 3 мм, 3% — свыше 3 мм), которую нужно учитывать, следовательно, изготавливать можно только простые изделия;
- необходимо удалять с листов защитную пленку, избегая ее спекания.
Монолитный пластик для создания формы можно сгибать холодным или горячим способом. При холодном сгибе под прямым углом радиус изгиба будет при листе до 2,5 мм (в толщину) — 2 мм, до 4 мм составит 3 мм, при толщине до 6 мм — 5 мм. Достоинство способа здесь в большом выборе дизайна для сооружения различных арочных перекрытий, а недостаток в том, что материал частично релаксирует, и нужно это учитывать, сгибая на 20-25 градусов больше.
Если место сгибания нагревается с обеих сторон электрическим проволочным нагревателем, то можно быстро согнуть лист при температуре 160°С. Достоинством является легкость процесса, а недостатком — необходимость предварительной сушки, чтобы в зоне сгиба не было пузырения. Если температура будет недостаточной, возникнут внутренние напряжения, и материал растрескается.
Как выполняется соединение деталей
Соединить детали из монолитного поликарбоната при окончательной сборке можно склеиванием, сваркой, креплением. Склеивают детали, используя эпоксидную смолу или силиконовые смолы, которые создают прочное сцепление с металлами, пластиками, стеклом. Чтобы повысить прочность швов, поверхности предварительно обезжиривают, используя изопропиловый спирт. Куски монолитного поликарбоната соединяют сварочным прутком, выполнив перед этим сушку при 120°С. Возможна точечная сварка ультразвуком частоты 20 кГц и амплитуды от 30 до 40 мкм (0-пик). Сварка с горячей накладкой (260-300°С) исключительно прочна.
При механическом способе соединения болты выбирают меньшего диаметра, чем отверстия в полимере, что дает его листам необходимую подвижность при тепловом расширении и сжатии. Специальные болты, предназначенные для пластика, затягивают с помощью электроинструмента, ослабляя затем на половину оборота, избегая трещин, располагая крепления по листу равномерно. Детали после сборки очищают мыльным раствором или изопропиловым спиртом и вставляют в конструкцию, используют специальные профили, а пленку, оберегающую снаружи УФ-слой, удаляют только после окончательного монтажа.
Использование разных способов обработки поликарбоната позволяет выполнять различные дизайнерские детали сооружений не только промышленным способом, но и применять этот материал на своем участке, чтобы самостоятельно построить теплицу, сделать навес, бассейн, забор или душ. Все виды обработки поликарбоната требуют аккуратного выполнения технологий, правильных настроек используемых приборов. Тогда результат позволит воспользоваться полезными свойствами этого материала.

Сегодня во многих строительных, ремонтных, реставрационных работах применяются поликарбонатные листы с монолитной структурой. Материал обладает большим спектром полезных свойств и качеств:
- Ударопрочностью.
- Пожаробезопасностью.
- Легкостью.
- Устойчивостью к негативному воздействию окружающей среды.
- Химической стойкостью.
- Возможностью применять практически все виды обработок с использованием обычных инструментов.
Чтобы постройки из поликарбонатных листов были долговечными, эстетичными, устойчивыми и надежными, необходимо соблюдать определенные правила при монтажных работах. Данная статья содержит подробную информацию об основных методах работы с ПК листами и будет полезна многим начинающим и опытным строителям.

При установке листов монолитного поликарбоната применяют сухой и влажный методы.
Влажный метод монтажа
При влажном методе установки поликарбонатных листов используется полимерная замазка, исполняющая роль демпфера (показатель адгезии монолитного ПК к полимерной замазке и другим видам герметиков равен нулю).

Производственный процесс происходит следующим образом:
- Наносим раствор по всей поверхности рамы.
- Сверху укладываем монолитный ПК с зазором в 2 мм для создания оптимального микроклимата.
- Плотно прижимаем материал к основе и удаляем лишнюю замазку.
Альтернативным вариантом замазки является применение резиновых прокладок.
Монтаж сухим методом
Сухой монтаж исключает использование герметических веществ (герметиков, замазок и т.д.). Герметизация проводится посредством различных метизов, в которые входят:
- Уплотнительные крышки.
- Профили.
- Саморезы, болты с гайками, шайбы и другие механические элементы.
Данный метод широко используется при строительстве объектов больших размеров. Монтаж заключается в укладывании ПК листов в местах крепления на резиновые уплотнители или специальную уплотняющую ленту, которые должны быть прикреплены к опорной конструкции. Возможно крепление листа к специальным профилям, оснащенным уплотняющей лентой. В результате панель надежно прижимается к опоре, имея защиту от жесткого давления, влаги, загрязнений.

Коэффициент линейного расширения монолитного ПК достаточно высокий, поэтому, при монтажных работах с листами, необходимо оставлять большие зазоры, которые помогают избежать деформации панелей.

Работы по проектированию должны учитывать размещение:
- Дренажной системы, отводящей влагу.
- Стоков воды по внутренним каналам опорных рам без попадания на наполнители.
Тщательно подготовленный проект позволяет добиться высокой герметичности и водонепроницаемости. Данные показатели особенно важны при возведении светопрозрачной кровли, защищающей пространство от дождевых и снеговых осадков.

При монтаже монолитных ПК листов необходимо соблюдать следующие правила:
- Изгиб панелей не должен превышать минимально допустимый радиус изгиба, который индивидуальный для каждой толщины листа.
- Опоры и крепления должны соответствовать максимально разрешенным нагрузкам.
- Располагать лист на опорную арку нужно внахлест с расстоянием 15-25 мм от края (данный показатель зависит от размера листа).
- Необходимо оставлять зазор на тепловое расширение.
Расчет размера теплового расширения
Коэффициент температурного расширения у ПК листов составляет 0,067 мм на 1 градус для 1 кв.м. площади. Это означает, что при изменении температуры на 1 градус, линейный метр листа уменьшается или увеличивается на 0,067 мм. Следует учесть, что у поликарбоната бронзового, серого, синего, черного цвета и других темных оттенков коэффициент равен 0,14 мм (вдвое выше, чем у прозрачных и белых листов).

Чтобы рассчитать размер теплового расширения нужно:
- Определить максимальный показатель перепада годовой температуры.
- Умножить полученный показатель на коэффициент линейного расширения для используемого вида поликарбоната.
Например, зазор при монтаже белых и прозрачных панелей в жесткой конструкции длиной 1 м при годовой разнице температур в 80 градусов (от -30 до +50) должен составлять 5,36 мм (0,067х1х80=5,36 мм).
Подготовка монолитного ПК к монтажу
Резка
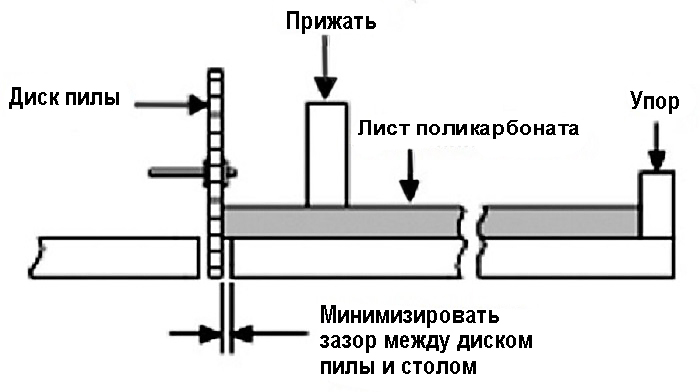
При распиловке ПК листов используют обычные циркулярные пилы. Чтобы произвести работы быстро и качественно необходимо максимально сократить расстояние между лезвием инструмента и поверхностью материала.
Механические способы обработки

Монолитный ПК подвержен практически всем видам обработок (пилению, сверлению и т.д.). Единственным нюансом является низкая температура плавления материала. Рекомендуем при применении высокоскоростных методов механической обработки делать паузы для остывания полотна.
Крепеж монолитных ПК листов

- Для крепежных работ с ПК листами используются саморезы с резиновыми уплотняющими шайбами. Крепеж осуществляется по всей обрешетке с расстоянием друг от друга 40-60 см.
- Каждый саморез вставляется в заранее просверленное отверстие, диаметр которого на 2 мм больше, чем диаметр самореза.
- Для металлических поверхностей применяют саморез с буром. В деревянных покрытиях используют шурупы для дерева.
- Все саморезы должны иметь устойчивость к коррозии, быть оснащены оцинкованными наконечниками из нержавеющего металла.
- Допускается свисание краев панели в диапазоне от 3 до 10 см.
Дополнительные рекомендации

Сверление поликарбоната осуществляется при небольшой скорости сверлами для легких металлов и дерева. Во время работы панель не должна перегреваться и не должно образовываться острых кромок. Периодические остановки дадут возможность остыть материалу и исключат дополнительное внутреннее напряжение. Следует учесть, что расстояние от края панели и края отверстия равняется 20 мм.
Монолитный поликарбонат – уникальный строительный материал, представляющий собой светопрозрачный пластик, обладающий качествами, превосходящими все производимые на сегодняшний день прозрачные материалы.

Материал часто используется в качестве достойной замены стекла и акрила при строительстве теплиц, навесов, прозрачных кровель и многих других конструкций.
Технология склеивания монолитного поликарбоната
При монтаже поликарбонатных листов может потребоваться соединение отдельных частей конструкции между собой, что можно успешно сделать, применяя клей, подходящий для склеивания.
Применение клея является самым простым и экономным способом соединения в отличии от применения различных соединительных профилей, сплавления или сварки листов, технология которых требует специальных навыков или дорогого оборудования.
Виды клея для работы с поликарбонатом
От правильного выбора клея зависит прочность конструкции, ее устойчивость к внешним воздействиям, сохранность аккуратного внешнего вида конструкции.
Рекомендуется применять следующие типы клея:
- Клей горячего твердения;
- Силиконовый клей;
- Этиленвинилацетатный клей;
- Полиуретановый клей.
Советы по выбору клея
Для склеивания простых элементов конструкции рекомендуется использовать однокомпонентный клей. Он позволяет быстро и надежно склеить поликарбонат с пластиком, металлом, резиной и другими материалами. Клей устойчив к колебаниям температуры, влаге и атмосферным осадкам.
Выбирая клей для склеивания поликарбоната, обратите внимание, чтобы в состав не входили растворители, они способствуют образованию повреждений.
Клей горячего твердения
Небольшие изделия или отдельные элементы конструкции рекомендуется склеивать с помощью специальных пистолетов, в которых используется клей горячего отвердевания. Пистолет со специальными клеевыми стержнями делает процесс нанесения клеящего вещества простым и удобным.
Стержни расплавляют и дозировано наносят клеящий состав.

Самый надежный шов получается при использовании полиамида (РА).
Клей холодного отвердевания
- Конструкции небольших размеров могут быть склеены, без использования специального инструмента, составами, которые предварительно не нужно разогревать.
- Благодаря наличию на рынке большого числа марок клея есть возможность подобрать состав с нужными параметрами относительно степени вязкости, прозрачности и скорости отвердения.Высококачественные составы обеспечивают устойчивость соединения к влаге, надежность шва, температурные колебания и устойчивы к воздействию УФ-излучения.
- Склеивание в данном случае не требует специального инструмента или навыков, достаточно нанести клеящий состав на поверхность и прижать листы поликарбоната между собой до застывания.

Силиконовый клей
Силиконовый клей применяется при склеивании частей, которые будут подвергаться повышенным механическим нагрузкам и атмосферным воздействиям. От нанесения этого клея не портится внешний вид изделия. Клей можно применять без предварительной подготовки и грунтовки поверхности - достаточно обезжирить ее с помощью спирта.
Двухкомпонентный полиуретановый клей
Если нужно достигнуть наибольшего уровня надежности, прочности соединения монолитных элементов и стойкости к воздействию химических средств, рекомендуется выбирать двухкомпонентный полиуретановый клей. Его применение позволяет сочетать поликарбонат в процессе монтажа конструкции с другими материалами - стеклом, пластиком, металлом.
Рекомендации по склеиванию
Склеивание монолитного поликарбоната требует следования некоторым обязательным рекомендациям:
- Тщательно очистить склеиваемые области от любых загрязнений теплой водой;
- Поверхности должны быть гладкими и ровными;
- После высушивания поверхностей нанесите клеящий состав на по поверхность и зафиксируйте листы;
- Давление при фиксации соединения должно осуществляться до полного затвердевания клея, гарантируя, что обе поверхности, которые склеиваются, остаются в постоянном контакте.
Заключение
Выбирая чем клеить поликарбонат, необходимо учитывать тип нагрузки при эксплуатации конструкции и исходя из этого подобрать оптимальный вариант клея, чтобы получить прочное и надежное соединение.

Читайте также: