Станок для производства одноразовых простыней своими руками
К выбору оборудования для производства одноразовой посуды следует подойти ответственно, ведь именно от качества продукции будет завесить спрос и прибыль.
Сырье для одноразовой посуды
Изначально одноразовая посуда была бумажной. Сейчас для её производства выбирают ламинированный картон плотностью 130–280 г/м 2 . Ламинация выполняется слоем в 10–20 мкм. Такие ёмкости подходят для рекламы или создания брендовой посуды. Например, в сети кофеен актуально использовать стаканчики с названием заведения и его слоганом.
До недавнего времени фаворитом являлась финская бумага. Сейчас набирает обороты отечественное производство качественного картона.
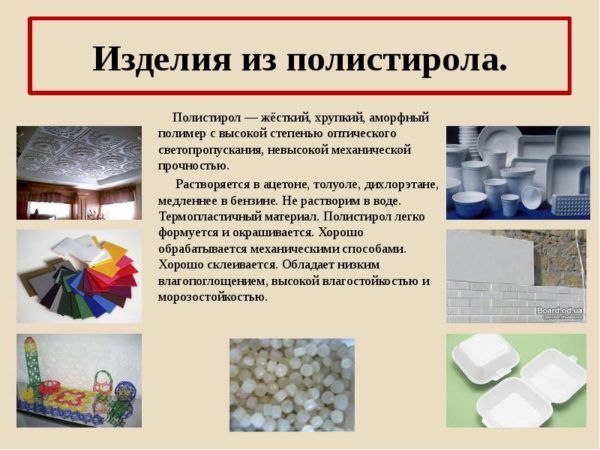
При производстве пластиковой посуды в качестве сырья применяют разные виды полимеров, в зависимости от требуемых характеристик готовых изделий и мощностей производства. Для полного цикла используется гранулированный полистирол, напоминающий внешне сферы из пенопласта. Для сокращённого производственного цикла используют полистироловую или полипропиленовую плёнку.
Полистирол – это аморфная полимерная термопластическая масса, изготавливаемая из бензола и этилена с помощью полимеризации. Материал обладает достаточно высокой газопроницаемостью, благодаря чему часто используется в производстве стаканчиков для кисломолочной продукции. Недостаток полистирола – хрупкость.
Полипропилен – частично кристаллизованный полимер с термопластическими свойствами. Изготавливается из пропилена соединением молекул между собой в большие молекулы. Данный материал не такой хрупкий, и его изготовление обходится дешевле, чем полистирола. Недостатками полипропилена является сложность технологии производства, требующая строгого соблюдения температуры, и невозможность хранения полимера при отрицательной температуре, которая делает сырьё хрупким.

Основные преимущества одноразовой посуды
Несомненными преимуществами одноразовых изделий являются:
Необходимое оборудование и его функции

Для полного цикла производства посуды одноразового использования из пластика необходимо несколько видов оборудования:
- экструдер – необходим для получения листов из полистирола;
- термоформовочный аппарат – создаёт необходимую форму;
- компрессор;
- крушер – аппарат для измельчения вторсырья или отходов производства;
- упаковочный стол;
- гранулятор.
Экструдер – это машина, в которой происходит плавление гранул из полистирола или полипропилена. Расплавленная масса размешивается шнеком до однородной консистенции. Полужидкий материал пропускается через валки и выходит сквозь щелевидное отверстие уже готовыми листами. В качественных моделях важны такие пункты:
- для шнека используется износостойкая сталь;
- большое соотношение длины и диаметра шнека;
- точность балансировки валов и шнека;
- равномерность толщины получаемой плёнки.

Термоформовочная машина нагревает лист пластика и делает в нём углубления необходимой формы. Для производства вилок и ложек используется другой принцип – в заготовленную форму вливается расплавленный полистирол или полипропилен. Готовые изделия быстро охлаждаются, буквально за несколько секунд, и следуют на упаковочную линию.

Крушер или дробилка предназначен для измельчения остатков пластиковой плёнки после штамповки. Измельчённая пластмасса отправляется в гранулятор, в котором вновь превращается в пластиковые шарики.
На упаковочном столе при малых мощностях производства иногда пакуют посуду вручную. Но более эффективно воспользоваться специальной машиной для счёта готовых изделий и её последующей упаковки.

Если есть финансовые возможности, собственник может приобрести не отдельные аппараты, а готовую автоматизированную линию.

Оборудование для производства посуды в неполном цикле включает в себя только термоформовочные аппараты и упаковочную линию.
Устройства для создания бумажных стаканчиков
Производство бумажных изделий для еды требует другого оборудования.
Наиболее важный аппарат – формовочная машина. Главное отличие моделей – метод соединения шва стакана – термический или ультразвуковой. Для небольшого производства подойдёт термоформовочный аппарат, выполняющий шов нагреванием с помощью электричества. Такое оснащение сравнительно недорогое и простое в управлении. Энергопотребление машины на уровне 5–7 кВт, с производительной мощностью около 40 штук в минуту.
Современные модели формовочных аппаратов для бумажных стаканчиков обладают разнообразными дополнительными функциями, улучшающими качество готовой продукции и производительность линии:
- швейцарская система Leister соединения дна с бортиками;
- пневматический укладчик стаканчиков в тубы;
- PLC система управления;
- система обнаружения дефектов, которая отсортировывает испорченные изделия.
Важно предусмотреть изготовление крышек. Для их производства потребуется отдельный аппарат.
Наиболее качественной является японская техника. Оборудование, бывшее в употреблении, может обойтись почти в 2 раза дешевле. Но необходимо соотнести риски по выходу из строя машин, и стоимость их обслуживания.
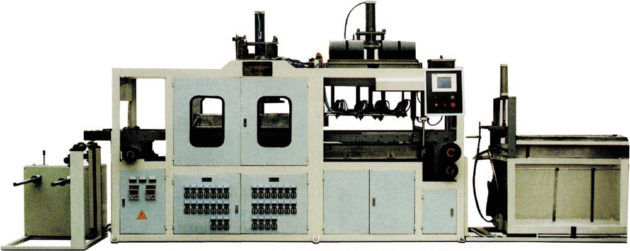
Пневмовакуумформовочный автомат для изготовления коробок для тортов, блистеров, пирожниц, подарков, посуды JDX
Нюансы выбора оборудования
Решив вложить финансы в создание производства одноразовых столовых приборов, необходимо учитывать несколько пунктов.

Планируемая производственная мощность предприятия. Исходя из неё, делается выбор помещения, оборудования, подбор персонала, расчётные расходы на материалы и ресурсы, в том числе коммунальные услуги, планируемая прибыль.
Размер цеха. Обязательно контролировать эти параметры, чтобы выбранное оснащение поместилось в помещение. Важно помнить и про вспомогательные помещения (санузел для персонала).
Технические характеристики выбранных машин. Они должны соответствовать производительности цеха. Немаловажный пункт – расход электроэнергии и лёгкость обслуживания и ремонта аппаратов.
А также важны условия и цена поставки оборудования.
Особенности производства пластиковой и бумажной посуды
Производство одноразовой посуды является многоэтапным процессом. Но его особенности будут отличаться от вида используемого сырья.
Производство пластиковой посуды в полном цикле происходит поэтапно:
- Отобранные пенополистироловые шарики направляются в экструдер, в котором, нагреваясь, становятся жидкостью с консистенцией сметаны. Шнеком сырьё перемешивается в однородную массу.
- Данная масса проходит через валки в узкое отверстие. Расстоянием между валками экструдера можно регулировать толщину пластмассового листа. В некоторых моделях есть возможность изготовления многослойной плёнки.
- Из плёнки с помощью термоформовочного оборудования происходит изготовление посуды необходимой формы.
- Готовые изделия направляются на упаковочную линию.
- Отходы листов, после вырубки из них заготовок посуды, направляются в дробилку. Из измельчённой пластмассы в грануляторе происходит производство шаров, которые возвращаются в производственный цикл.
Все устройства довольно простые. Более современные модификации имеют полную автоматизацию процессов с возможностью минимального вмешательства оператора. Оборудование для этого есть как зарубежное, так и отечественное. Выбор обычно зависит от цены и условий поставок.

Посуда из бумаги
Изготовление посуды одноразового использования из бумаги требует совершенно другого оборудования, которое пока отечественные заводы не производят.
Обычная схема производства включает в себя:
- подача листов картона для стенок стаканчиков;
- закручивание бумаги в цилиндры;
- формирование бортиков;
- вырубание и присоединение донышек.

Существуют многофункциональные аппараты для изготовления разных типов одноразовых столовых предметов. Но всё равно потребуется некоторое дополнение: принтеры для создания эксклюзивной посуды, молдинги, являющиеся матрицей для бумажных изделий. Болванки для формирования бортиков необходимы разных размеров.
Изображение и надписи наносятся на бумагу на начальном этапе перед формированием заготовок.
Швы бумажных стаканов обрабатываются ультразвуковым или термическим способом. Спайка, выполненная ультразвуковым методом, более крепкая и может происходить непрерывно с большой производительностью. Шов, выполненный термическим способом, менее затратный.
Видео по теме: Производство одноразовой посуды

Машина предназначена для укладывания и резки нетканых материалов, таких как спанлейс, спанбонд, смс. Используется для производства одноразовых простыней, например для медицинских учреждений
Конфигурация оборудования:
Сервопривод: Delta (Тайвань)
Мотор-редуктор: Yongkun (Тайвань)
PLC: Delta (Тайвань)
Контроллер движения: Delta (Тайвань)
Сенсорный экран: Delta (Тайвань)
Датчик: Omron (Япония)
Инвертор: Delta (Тайвань)
Ранее я уже выкладывал тут рассказы о том, как делают китайские палочки для еды и зубочистки. Последнее время очень много читаю в интернете по поводу производства деревянной посуды одноразовой. Причем многие плохо представляют, как это делается, из чего и где. Видел предложения станка для изготовления ложек или палочки для мороженого, а про то, что к этому станочку надо еще цех построить и производственную цепочку добавить как-то не пишется. Попробую простыми словами рассказать свое видение процесса. :) В чем суть? Из тонкого листа древесного шпона вырубается плоская заготовка, сушится, формуется, шлифуется, на выходе примерно то, что на фото ниже.
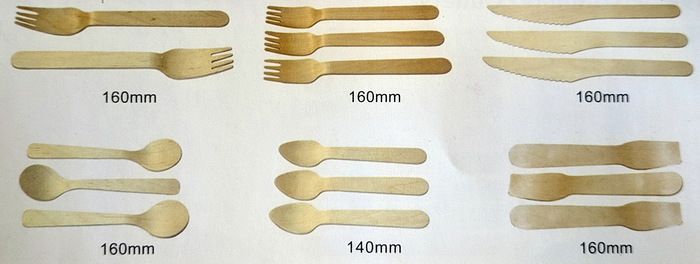
Для начала немного общих слов. По этой технологии производится огромное количество самых разных предметов, не только ложки-вилки, примерно то же оборудование применяется для производства палочек для мороженого, медицинских и косметических шпателей, размешивателей для кофе и еще кучи всякого разного. С точки зрения экологии такая посуда наиболее чистая, тут нет никакой обработки химикатами, только механическая и термическая обработка древесины. В результате мы получаем биоразлагаемые изделия, которые можно спалить в костре после пикника или прикопать в землю и они там благополучно сгниют. Ну и на свалках, в отличие от пластика, долго они не пролежат. Что касается гибели деревьев, тут не все так однозначно. Прежде чем поднимать крик о гибели лесов, прикиньте альтернативные варианты (пластик, прессовка из крахмала, гречневой шелухи, бумаги и т.д.) и оцените какой вред они наносят экологии. Вопрос о том, что одноразовая посуда - в принципе зло, оставляем за рамками этого рассказа, ибо никуда пока от нее не денешься.
Итак, как это работает. Производство разбито на несколько этапов. Подготовка древесины, лущение, вырубка заготовки, сушка, шлифовка, формовка, упаковка. Примерно так. Теперь подробнее. В прошлых постах меня пинали, что мало видео, так что тут постараюсь показать, как всё работает в динамике. :)
В первую очередь, древесину надо подготовить. Для производства используется береза. Осина слишком мягкая для этих целей, береза наиболее подходит по соотношению цена - качество. Бревна напиливаются на чурки заданной длины.

Затем эти чурки закладываются в специальные емкости, куда заливается вода и нагревается. Для нагрева применяют разные методы, оптимально - котел, работающий на отходах и генерирующий горячий пар. На большинстве заводов в Китае сделано именно так, котел обеспечивает весь завод теплом для сушки, варки, отопления. Выглядит котел примерно так.

Помещенные в воду чурки выдерживаются около 20-24 часов в горячей воде, после чего древесина становится эластичной и светлеет (это важно для рынка ЮВА, Японии, Китая, там особые требования к цвету изделий). Выглядит это как-то так.

Извлеченные из воды чурки поступают на окорочный участок, где с них снимают кору. Раньше почти везде эта операция производилась вручную, но в последние годы все чаще применяются специальные окорочные станки, что сильно ускоряет процесс и облегчает работу. Затем готовые окоренные чурки подаются на участок лущения. Тут задача - превратить чурку в ленту шпона заданной толщины. Станок универсальный, может настраиваться на разную толщину шпона для разных изделий, от 0,9 до 5,6 мм. На первом видео ниже станок разматывает чурку диаметром больше 65 см на шпон толщиной 5,2 мм. На втором видео все быстрее, поскольку там шпон для ложечек толщиной 1,65 мм, станку легче и работает шустрее.
Ранее я уже выкладывал тут рассказы о том, как делают китайские палочки для еды и зубочистки. Последнее время очень много читаю в интернете по поводу производства деревянной посуды одноразовой. Причем многие плохо представляют, как это делается, из чего и где. Видел предложения станка для изготовления ложек или палочки для мороженого, а про то, что к этому станочку надо еще цех построить и производственную цепочку добавить как-то не пишется. Попробую простыми словами рассказать свое видение процесса. :) В чем суть? Из тонкого листа древесного шпона вырубается плоская заготовка, сушится, формуется, шлифуется, на выходе примерно то, что на фото ниже.
Для начала немного общих слов. По этой технологии производится огромное количество самых разных предметов, не только ложки-вилки, примерно то же оборудование применяется для производства палочек для мороженого, медицинских и косметических шпателей, размешивателей для кофе и еще кучи всякого разного. С точки зрения экологии такая посуда наиболее чистая, тут нет никакой обработки химикатами, только механическая и термическая обработка древесины. В результате мы получаем биоразлагаемые изделия, которые можно спалить в костре после пикника или прикопать в землю и они там благополучно сгниют. Ну и на свалках, в отличие от пластика, долго они не пролежат. Что касается гибели деревьев, тут не все так однозначно. Прежде чем поднимать крик о гибели лесов, прикиньте альтернативные варианты (пластик, прессовка из крахмала, гречневой шелухи, бумаги и т.д.) и оцените какой вред они наносят экологии. Вопрос о том, что одноразовая посуда - в принципе зло, оставляем за рамками этого рассказа, ибо никуда пока от нее не денешься.
Итак, как это работает. Производство разбито на несколько этапов. Подготовка древесины, лущение, вырубка заготовки, сушка, шлифовка, формовка, упаковка. Примерно так. Теперь подробнее. В прошлых постах меня пинали, что мало видео, так что тут постараюсь показать, как всё работает в динамике. :)
В первую очередь, древесину надо подготовить. Для производства используется береза. Осина слишком мягкая для этих целей, береза наиболее подходит по соотношению цена - качество. Бревна напиливаются на чурки заданной длины.
Затем эти чурки закладываются в специальные емкости, куда заливается вода и нагревается. Для нагрева применяют разные методы, оптимально - котел, работающий на отходах и генерирующий горячий пар. На большинстве заводов в Китае сделано именно так, котел обеспечивает весь завод теплом для сушки, варки, отопления. Выглядит котел примерно так.
Помещенные в воду чурки выдерживаются около 20-24 часов в горячей воде, после чего древесина становится эластичной и светлеет (это важно для рынка ЮВА, Японии, Китая, там особые требования к цвету изделий). Выглядит это как-то так.
Извлеченные из воды чурки поступают на окорочный участок, где с них снимают кору. Раньше почти везде эта операция производилась вручную, но в последние годы все чаще применяются специальные окорочные станки, что сильно ускоряет процесс и облегчает работу. Затем готовые окоренные чурки подаются на участок лущения. Тут задача - превратить чурку в ленту шпона заданной толщины. Станок универсальный, может настраиваться на разную толщину шпона для разных изделий, от 0,9 до 5,6 мм. На первом видео ниже станок разматывает чурку диаметром больше 65 см на шпон толщиной 5,2 мм. На втором видео все быстрее, поскольку там шпон для ложечек толщиной 1,65 мм, станку легче и работает шустрее.

Читайте также: