Станок для литья пластика под давлением своими руками
Добавил пользователь Алексей Ф. Обновлено: 01.09.2024
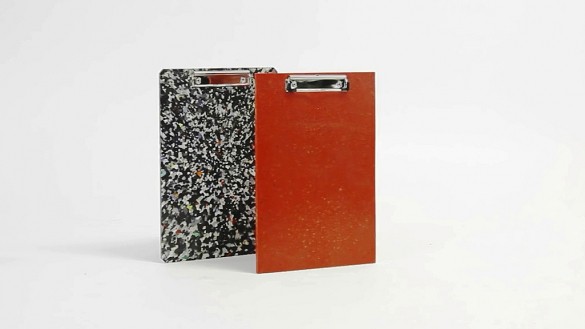
И так, мне потребовалось сделать много таких штуковин, это вставка в ручку кпп субару, я делаю карбновую внешнюю часть, склеиваю с этим корпусом и получается практически копия родной детали, но карбоновая и которую удобно заменить для клиента не прибегая к приклейке карбона и тд и тп.
Для начала нам нужно подготовить деталь к снятию формы, форма будет двух состовная, поэтому выставляем деталь на ПВХ пластике и заполняем пустые края пластилином(без содержания серы)
Далее нужно сделать опалубку, ее делаем также с помощью термоклея и ПВХ пластика, когда опалубка склеена, желательно снаружи дополнительно загерметизировать получившуюся форму скотчем, в идеале аллюминивым но можно и обычным, короче главное чтоб силикон не вытек?
Далее нам понадобится "нечто" для замков, они нужно для четкого позиционирования двух половинок формы относительно друг друга, отлично для этого подходят закрытые полированные гайки. Приклеиваем их на дно формы на небольшое колличество супер клея. Колличество и размер замков нужно подбирать по обстоятельствам?
Продолжаем подготовку к заливке, и теперь нам нужно сделать "выпоры" и "литник" думаю по названию понятно что это, но объясню, выпоры делаем из зубочисток приклеивая их на минимальное количество супер клея, чтобы не испортить нашу "мастер модель", куда и сколько их клеить нужно довериться интуиции, главное понимать что все верхние точки мастер модели должны быть с выпорами, ибо без них воздуху будет некуда выйти и пластик туда просто не протечет???? Литник ставим также интуитивно, у меня это палочка для суши?
В этой статье я решил не упоминать никаких производителей и продавцов материалов, поэтому буду писать просто названия компонентов а где и какие Вы купите выбирать только Вам?
Перед заливкой нужно обработать аэрозольным разделителем, чтобы у нас ничего не слиплось и друг от друга легко отделилось?
Здесь я использовал силикон на платиновой основе твердостью 25 по шору. Почему именно его и почему на платине а не на олове, это отдельная тема для разговора, если будет интересно я поведаю Вам об этом, что знаю сам?
Смешиваем компоненты силикона согласно инструкции и заливаемая форму тооненькой струйкой, так меньше шансов образования больших пузырей которые не выйдут.
Когда силикон полностью застыл разбираем нашу опалубку, желательно делать это максимально аккуратно чтобы наша мастер модель оставалась в силиконе, вытаскивать ее рано, а торчащие выпоры чтобы не мешались можно пока откусить кусачками??
Далее, переворачиваем, и строим новую опалубку под заливку второй части формы, замки естественно вытаскиваем из первой половинки, теперь они будут отливаться вместе с нашей второй частью.
Собственно также обрабатываем это дело разделителем из баллона и заливаем силикон
Ждём ещё сутки, все разбираем и смотрим что у нас получилась отличная форма, готовая к работе?
Бутылки, канистры, игрушки и предметы интерьера, сделанные из пластмассы, давно вошли в нашу жизнь.

Несмотря на долгий срок службы пластика, после того, как моющее средство или вода закончились, тару выбрасывают. В результате пластик занимают одно из лидирующих мест среди бытовых отходов.

Чтобы решить эту проблему, а заодно дать возможность людям наладить своё собственное дело, изобретатель из Голландии Дейв Хаккенс предлагает использовать малогабаритную установку по переработке пластмассы.


Переработка отходов, особенно в развивающихся странах, оставляет желать лучшего. Крупные производства предпочитают использовать пластмассу, полученную при промышленном производстве, а не из отходов. Пластик на мусорках или сжигается, или просто лежит на полигонах, загрязняя окружающую среду. Я же считаю, что пластиковый мусор – настоящая золотая жила. Главное — подойти к его переработке с выдумкой.
Чтобы воплотить свою идею в жизнь, Дейв разработал портативное устройство полного цикла по переработке пластмассы. Всё оборудование можно разместить в гараже или на небольшом участке. Мини-завод состоит из измельчителя пластмассы (дробилки), нагревательного устройства и установки литья под давлением.

Чертежи устройства находятся в свободном доступе и могут быть усовершенствованы пользователем по своему усмотрению и с учётом доступных деталей.
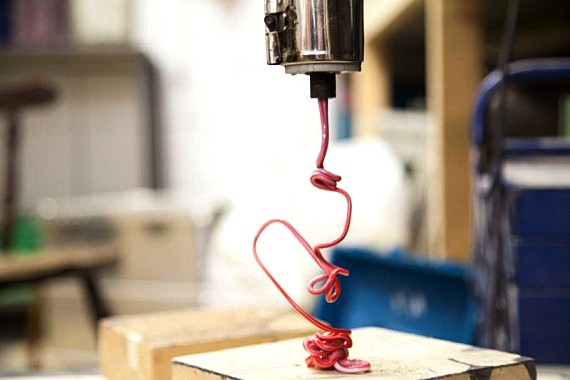
Мини-цех работает по следующему алгоритму: собранную пластмассу сортируют, режут, затем закладывают в измельчитель, который дробит её на мелкие кусочки.


После этого сырьё нагревают и выдавливают из установки литья под давлением, как зубную пасту, на оправку или заливают в форму.


Область применения переработанного пластика поистине безгранична. Начиная от оплётки для рукояток ножей и заканчивая предметами интерьера.



Голландец, с помощью установки по переработки пластика, изготавливает абажуры для ламп, корзины, горшочки для цветов, подставки, а также дверные ручки и разнообразные полезные в быту вещи.


Достаточно изготовить новую мастер-форму и можно делать то, что вам нужно.

По словам изобретателя, он надеется, что его концепция будет востребована в странах Азии или Африки, что позволит беднякам, избавляясь от мусора, зарабатывать деньги.

Все части установки сделаны из простых деталей, она не содержит сложных и дорогих электронных компонентов.
Кроме этого, Дейв полагает, что каждый пользователь устройства, скачав чертежи и собрав установку, поделится своим опытом с другими и расскажет о своих усовершенствованиях.
На данный момент сделана третья версия устройства. В дальнейшем Дейв планирует модернизировать установку и совместить её с 3D-принтером.
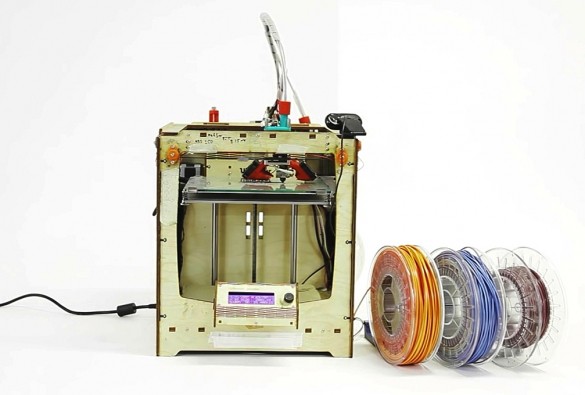
Таким образом, расширится функционал механизма и виды производимой продукции. Например, можно будет делать сложные объёмные изделия, скульптуры или детали для инструментов.
На FORUMHOUSE можно прочесть статью, где описывается бюджетная модель 3D-принтера. Также интересен материал о необычном роботе-садовнике.
Всем самодельщикам будет полезен раздел, где рассказывается, как своими руками сделать станки, инструменты и механизмы, упрощающие строительство дома и труд на участке.
Никому не нужны абажуры такого вида, тем более из горючего материала, и рукоятки для ножей из пластика-это единичные изделия. Гранулы надо делать, а не изделия. И сдавать их на предприятия.
Только вот себестоимость такой переработки будет выше, чем пром. производство первичного пластика.
да не скажи - 3Д принтеры весьма полезны - а покупать кганулы или ленту для них весьма дорого. и соизмеримо с ценой самого принтера уже
а вот если будет сам "перемалывать" отходы и печатать - я бы купил такой.
Ведь пластик разный есть - можно и красивую посуду печатать и игрушки, элементы декора и даже механизмы и инструменты! - в общем перечень очень велик - а главное это становится безотходным производством!! даже если есть излишек исходного материала - можно делать на продажу! - теже садовые "забочики" и "номики" или фитинги для шланком, лейки и прочее и продавать по соседям - всё подработка! ну и игрушки детям , особенно мальчикам всякие лего или роботов с машинками печатать - вообще экономия огромная!
а при желании можно и целую детскую горку или иной комплекс напечатать!
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.


Сначала производится 3D-сканирование необходимой детали, далее — создается 3D-модель и, с помощью одного из методов 3D-печати, изготавливается прототип/мастер-модель, на основании которой уже можно получить, с помощью вакуумно-литьевых систем и силиконовой оснастки, партию готовых полиуретановых деталей.
Назначение технологии вакуумного литья

На текущий момент серийность всех изделий по России снижается и находится в области мелких/средних серий. Таким образом, технология вакуумного литья стала востребована для производства таких серий.
Преимущества вакуумного литья

Главное преимущество — очень короткие сроки изготовления, после создания 3D-модели, и использование материалов с различными свойствами, в том числе и двухкомпонентных полиуретанов, которые имитируют основные пластмассы и резину. При этом изделия не имеют внешних отличий и полностью соответствуют изделиям изготовленным на традиционном термопластавтомате (ТПА) из классичего материала, и подойдут для отработки технологии. Фактура поверхности зависит от технологии 3D-печати прототипа. Соответственно, если вы хотите получить качество как после ТПА, то необходима доводка прототипа. В большинстве случаев это ручной труд и для его сокращения мы используем технологию стереолитографии в 3D-печати прототипов.
Оборудование
Мы сосредоточились на двух производителях вакуумных литьевых систем — это немецкая компания KLM и китайская компания WINGS TECHNOLOGY. В таблице выделены зеленым цветом самые основные/важные параметры, на которые следует обратить внимание при подборе оборудования.
Вакуумные литьевые системы KLM, Германия




Вспомогательное оборудование
При изготовлении силиконовых форм и литье в них используется вспомогательное оборудование — термошкаф (нагревание материалов до 40 градусов перед заливкой, полимеризация при 60/70/80 градусах), вакуумный миксер (для изготовления силиконовой оснастки - одновременное вакуумирование и перемешивание силикона, удаление пузырьков воздуха из силикона), дозатор силикона (автоматическая дозировка и подача силикона).

МатериалыИспользуются полиуретаны и силиконы для литья. На рынке достаточно большое количество компаний предлагающих материалы, основные производители представлены ниже.

Вакуумно-литьевая машина изнутри
Машина состоит из следующих основных элементов:
1. Вакуумный шкаф. Конструкция из нержавеющей стали, выкачивает воздух из рабочей камеры.

2. Литьевая система, состоящая из двух чашек, А и Б, каждая для своего компонента, а также системы подачи и смешивания.
Устройство литьевой системы:

Технология вакуумного литья состоит из следующих основных этапов:
1. Мастер-модель, подготовка:












Необходимо использовать вакуумирование для извлечения влаги из компонентов, иначе полиуретан может начать кипеть. Используются практически безусадочные компоненты мы можем получить 14 квалитет точности на изделиях. Пока ни один из видов 3D-печати не может предложить такое качество изделий из пластмассы, как вакуумное литье при мелком или серийном выпуске. Начиная от 3-5 изделий, экономически более выгодно использовать вакуумное литье вместо 3D-печати.
Демонстрация технологии
Демонстрируем изготовление изделия на компактной машине HVC-M.
В термопечи разогреваем силиконовую форму.




Собираем и закрепляем форму металлическими скобами с помощью степлера. Стойкость формы — порядка 25 циклов, можно увеличить количество циклов до 50-70, если не так важна геометрическая точность размеров изделий.




Подготавливаем требуемое количество необходимых компонентов (масса заливки составляет 120 грамм — для этого необходимо 40 грамм компонента А и 80 грамм компонента Б.





Смесь готова к заливке в форму. Переворачиваем чашу с компонентом Б вниз с помощью поворота тумблера и компоненты через воронку поступают в форму.




Открываем вакуумный шкаф и размещаем форму в термошкафу для последующей полимеризации, которая занимает около 30 минут для данного материала.



Мы получили функциональное готовое изделие с необходимой фактурой поверхности, необходимого нам цвета, необходимыми физико-механическими свойствами, у которой осталось удалить облой и элементы литниковой системы.


Различия между классическим и автоматизированным вакуумным литьем
Классическая схема вакуумного литья


На текущий момент широко используется автоматизированная схема вакуумного литья. Дозировка, подача, подготовка, вакуумирование смеси и заливка в форму происходят в автоматическом режиме, в одном узле. Такая схема позволяет в разы сократить цикл заливки, то есть — 4 минуты в автоматическом варианте, против 12 минут в классическом. Весь процесс сокращается, примерно, в 1,6 раза.
Автоматизированные литьевые машины:

Полностью автоматизированная линия вакуумного литья. В России пока таких линий нет, но можно заказать:


Вакуумное литье пластика в силикон — оптимальный способ производства малых и средних партий изделий, твердо занимающий свои позиции между 3D-печатным прототипированием и фабричным серийным производством и обеспечивающий разумную стоимость изделий при сохранении высокого качества.
Заказать штучное и малосерийное вакуумное литье пластика в силикон, а также приобрести оборудование и материалыдля него можно в Top 3D Shop — подберем оптимальный вариант под любые задачи.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.

Полиэтилен – один из наиболее популярных на сегодня полимеров. Различные его виды – это практически разные пластики, которые отличаются порой друг от друга даже больше, чем от полимеров совершенно других видов. Так, полиэтилен высокого давления – это относительно мягкий и довольно эластичный продукт, а полиэтилен среднего или низкого давления – достаточно жесткий материал. Но есть и подобие — все полиэтилены могут похвастать своей морозостойкостью, благодаря которой могут эксплуатироваться до -70°С, а некоторые марки даже еще ниже – до -120°С.
Литьё пластмасс
Методом литья под давлением производится более трети от общего объема изделий из полимерных материалов. В связи с высокой производительностью и относительно высокой стоимостью оснастки в основном применяется при крупносерийном и массовом производстве изделий из пластмасс. Сырье для литья представляет собой гранулы термопластов, термоэластопластов и термореактивные порошки, обладающих широким диапазоном механических и физических свойств. Термопластичные материалы сохраняют способность к повторной переработке после формования, а термореактивные при переработке претерпевают необратимые химические изменения, приводящие к образованию неплавкого и нерастворимого материала.
В процессе литья специально подготовленный материал поступает в зону шнека машины, где плавится и гомогенизируется, а затем под высоким давлением впрыскивается в пресс-форму через литниковые каналы, заполняя с высокой скоростью её полость, а затем, остывая, образует отливку. Отверждение материала происходит сначала у холодных стенок полости формы, а затем распространяется в глубь тела отливки.
Преимущества и недостатки литья пластмасс под давлением
Для обработки этого синтетического материала существует несколько распространенных методов. Литье с использованием давления имеет следующие преимущества по сравнению с другими методами обработки:
- работа практически с любыми видами пластика;
- высокопроизводительные установки;
- высокое качество литья;
- работа с формами сложной конфигурации, в том числе для отливки тонкостенных изделий;
- высокая степень автоматизации процесса литья;
- дополнительная обработка изделий не требуется.
При всех неоспоримых достоинствах установки для литья пластмасс под давлением имеют следующие недостатки:
- стоимость литьевых станков практически любого уровня высока;
- применение технологии литья под давлением должно быть обосновано экономически.

Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.

Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
Характеристика станков для литья
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
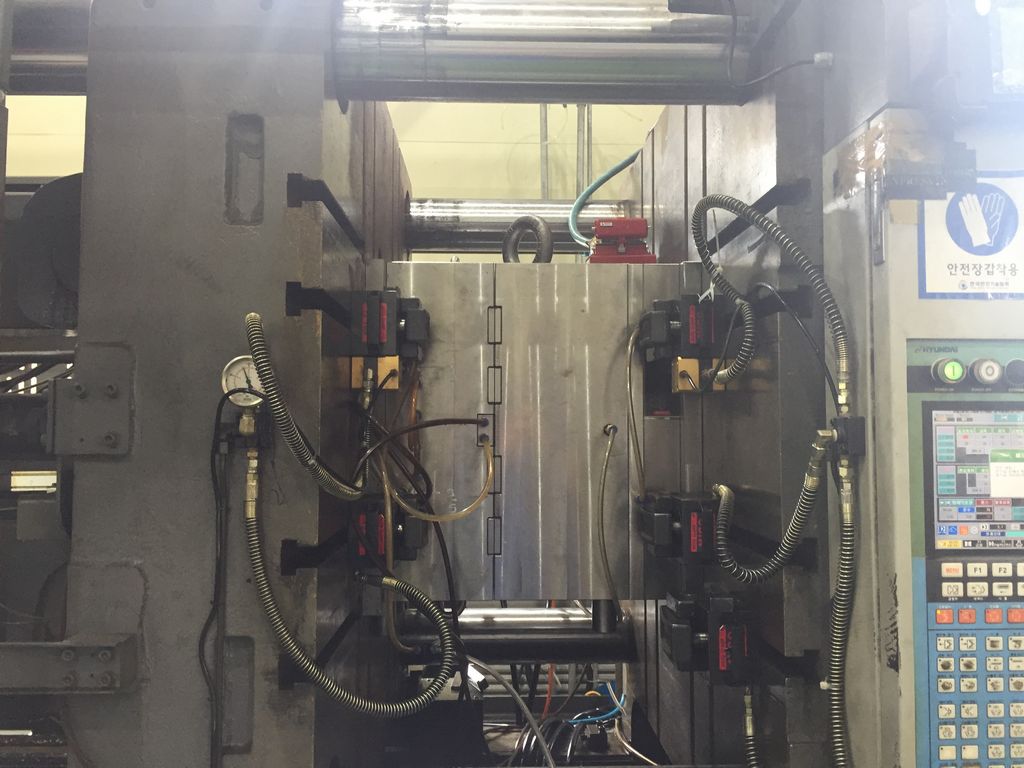
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.

Рисунок 3. Прибор управления горячим каналом
Литература
- Беккер М.Б. Заславский М.Л. Литьё под давлением
- Бихлер Детали из пластмасс — отливать без дефектов
- Бихлер Параметры процесса литья под давлением
- Брагинский.Точное литье изделий из пластмасс.1977
- Видгоф Н.Б. Основы конструирования литьевых форм для термопластов
- Калинчев Справочное пособие для эффективного литья пластмасс под давлением
- Лапшин.Основы переработки термопластов литьем под давлением.1974
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Литье с газом
, как выбрать изготовителя прессформы для литья пластмасс?
Кол-во блоков: 22 | Общее кол-во символов: 20035
Количество использованных доноров: 4
Информация по каждому донору:
Бампер – такой элемент конструкции автомобиля, который чаще всего подвергается повреждениям, вследствие чего возникает необходимость в его замене.
Оригинальные запчасти стоят недешево, а китайские аналоги часто не совпадают по размеру и отличаются низкой износостойкостью.

Вот почему спрос на бамперы для автомобилей невысокой ценовой категории, но приемлемого качества остается высоким и производство бамперов является неплохой идеей для бизнеса.
На производстве этих конструктивных элементов для авто можно организовать высокодоходный бизнес:
Начать свое дело в этом направлении может любой человек, разбирающийся в устройстве автомобиля и обладающий определенным стартовым капиталом.
Бизнес по производству бамперов
Спрос рождает предложение, а спрос на доступные бамперы для автомобилей будет всегда. Именно поэтому такая идея для бизнеса, как собственный станок для производства бамперов, имеет право на существование. Более того, в Сети уже существует масса инструкций на такую тему, как организация всех необходимых процессов в деталях. При желании можно найти даже ориентировочные подсчеты стоимости создания такого рода бизнеса с нуля. Изучив их детально, а также сравнив показатели с данными от поставщиков, которые реально предлагают подобную продукцию, можно получить стоимость готового производства.
Особенности технологии производства
Пресс-формы для деталей авто должны изготавливаться из высокопрочной стали, от ее характеристик зависит количество циклов, которые выдержит форма без образования облоя на поверхности готовых изделий. Поскольку сталь с высокой твердостью труднее обрабатывать, это повышает стоимость пресс формы.
Если планируется производство кузовных деталей мелкими партиями, ПФ могут быть выполнены из алюминиевых сплавов, но они рассчитаны на меньший ресурс, чем стальные. Также они требуют более высокой культуры производства, их можно повредить еще на этапе наладки.
При создании модели оснастки, желательно уменьшить стоимость литьевой формы для деталей автомобиля. Это достигается за счет уменьшения ее массы и применения специализированного программного обеспечения, моделирующего литьевые процессы.
Подсчет расходов
Итак, общеизвестным является факт, что производят бамперы из стеклопластика методом вакуумной формовки. Это значит, что в специальной формовочной машине, в которую устанавливается матрица для производства бамперов, под давлением из листа пластика выгибается готовый продукт. Разумеется, в этом процессе существует масса нюансов, к примеру — для каждого нового типа бампера нужна новая матрица; каждый бампер создается из нескольких типов пластика (стеклопластик, полиуретан и т. д.); а также тот факт, что после выпуска деталь нужно будет покрыть лаком или даже покрасить в готовый цвет. Однако это — детали. Производя же приблизительные расчеты, можно сказать, что цена оборудования для производства бамперов будет такой:
— формовочная машина для раздува пластикового листа обойдется в 400 тысяч рублей;
— матрица для одного типа бампера будет стоить порядка 100 тысяч рублей;
— заготовочный материал (пластик) в среднем обойдется в 85 тысяч рублей за тонну (в тонне порядка 90 листов);
— к указанным числам следует добавить стоимость электроэнергии на работу машин, стоимость аренды помещения, в котором будет находиться цех, а также — зарплату рабочего, который будет контролировать процесс (эти показатели индивидуальны).
Итого, чтобы закупить оборудование для производства бамперов, уйдет не менее 600 тысяч рублей. Это сумма является более чем скромной.




Изготовление бамперов для автомобилей самостоятельно на заказ
Краткий анализ бизнеса: Затраты на организацию бизнеса:1 000 000-1 500 000 Актуально для городов с населением:от 400 000 Ситуация в отрасли:рынок не насыщен Сложность организации бизнеса:3/5 Окупаемость: 1,5-2 года
Впрочем, заменой бампера не всегда является причина испорченного внешнего вида. Часто бампера заказывают в тюнинговых ателье для того, чтобы обновить облик машины. Креативные обвесы, которые могут превратить старенький автомобиль в шикарное авто заказывают очень часто, поэтому владельцы такого бизнеса обеспечены работой на долгие годы вперед.
Начать бизнес по изготовлению бамперов на заказ ничуть не сложнее, чем, скажем, открыть мобильный шиномонтаж, или организовать перетяжку салона автомобилей. Схему работы можно представить следующим образом:
Шаг 1: разработка проекта
Большинство бамперов на заказ изготавливаются строго по индивидуальному дизайну. Вначале клиент озвучивает свои пожелания к новому бамперу, затем дизайнер воссоздает свое видение бампера сначала на листке бумаги, затем – в специальных компьютерных программах по работе с 3D-графикой. После этого набросок показывается заказчику, и в случае одобрения отправляется в работу. Если нет – то эскиз будущего бампера дорабатывается.
Все шаблоны сохраняются. Они пригодятся как наполнение для портфолио мастерской, другие клиенты тоже могут пожелать себе такие же конструктивные элементы.
Шаг 2: разработка матрицы для бампера
Шаг 3: изготовление бампера
Для того, чтобы понять, как именно делаются бампера, неважно передние или задние, нужно предварительно узнать из каких материалов их можно изготовить. Вариантов несколько:
Давайте рассмотрим изготовление бампера на примере стекловолокна, как наиболее простого способа. Стеклоткань разрезается на определенные куски и укладывается внутрь матрицы в несколько слоев. После этого в качестве связки добавляются различные смолы, которые придают конструкции прочность. Через некоторое время бампер можно вынимать из матрицы и отправлять на следующий этап – покраску.
Совет: для того, чтобы заготовка легко выходила из матрицы, применяют тефлоновую полироль.
Шаг 4: покраска
Покраска бампера – заключительный этап. Подобрать краску в цвет автомобилю довольно трудно, поэтому часто владельцы машин заказывают бампера совсем другого цвета. Кстати, такие автомобили выглядят довольно экстравагантно.
Кого взять на работу
Как показывает практика других предпринимателей, бизнесом по изготовлению бамперов можно заниматься вдвоем. Никаких специальных знаний, кроме навыков работы с компьютерными программами, для этого не требуется, всю необходимую информацию можно найти в интернете самостоятельно, либо получить консультацию на нашем сайте.
Мастерская может вполне разместиться в обычном гараже, который есть у каждого второго автовладельца, поэтому проблем с площадью для производства возникнуть не должно. Кстати, здесь можно узнать каким еще бизнесом можно заняться, имея собственный гараж.
И напоследок хотелось бы дать всем, кто хочет попробовать свои силы в частном бизнесе: не останавливайтесь в достижении своих целей при первой неудаче. Часто так бывает, начинающие предприниматели опускают руки, находясь всего в одном шаге от успеха. Надеемся, что с вами такого не произойдет. Удачи!
Понравилась статья? Жми на одну из кнопок — расскажи друзьям, это лучшая благодарность!
Оцените статью
Перспективы расширения подобного бизнеса
Несмотря на то, что, помимо необходимости иметь станок для производства бамперов, нужно контролировать еще и ряд других процессов (поставки материала, оплату труда, расход энергии, аренду или покупку помещения, логистику), у такого рода бизнеса есть некоторые преимущества. Одним из них является возможность расширения ассортимента выпускаемой продукции.
Помимо того, что одно и то же оборудование для производства бамперов способно выпускать продукт для разных моделей авто, на этом же оборудовании можно будет с легкостью производить и декоративные элементы кузова, например, обвесы. Такие элементы пользуются большим спросом среди любителей видоизменять свой автомобиль, улучшать его, делать нестандартным. В частности, речь идет о различных тюнинг-студиях, с которыми в таком случае было бы очень выгодно сотрудничать.

Применение
Тюнинг автомобилей становится все более популярным, поэтому производство пластиковых деталей для автомобилей – выгодное направление развития бизнеса. Обвесы из стекловолокна скорее относятся к кустарным методам, можно создать какие угодно формы для бамперов, спойлеров или ручек, но невозможно производить изделия даже небольшими сериями – это единичное производство. Если планируются серьезные объемы продукции, то разумно изготовить пресс-формы и отливать готовые изделия из АБС пластика.
Данный вид полимерного сырья превосходит по своим качествам другие виды пластмасс – он имеет малый вес и высокую прочность, может быть восстановлен после удара, в отличие от стекловолокна. Бампера машин часто превращаются в расходники, поэтому повышенная прочность пластмассы выгодна владельцу автомобиля.
Каналы продаж
Помимо информации о том, как организовать какое-либо производство, необходимо также подумать и о том, по каким каналам будет налажен сбыт готовой продукции. Разумеется, только в случае нахождения источника продаж организация производства будет выгодной. В случае с автомобильными бамперами и обвесами следует разделять такие категории:
— розничные торговые точки;
— авторынки и частные лица;
— прочие компании (тюнинг-студии, сервисные центры, СТО).
Следует понимать, что, работая с розничными точками и СТО, можно добиться высокой маржи при относительно небольших объемах продаж, тогда как оптовые компании будут закупать продукцию в больших объемах, однако по более низкой цене. Поэтому выбирать, каким образом налаживать продажу, следует исходя из того, как работает производство — чем быстрее и легче делать каждый бампер, тем большее количество экземпляров можно продать, понижая при этом цену.
Литье деталей автомобиля, салона и панели приборов
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ БАМПЕРОВ И ДРУГИХ ДЕТАЛЕЙ ДЛЯ АВТОМОБИЛЯ ИЗГОТОВЛЕНИЕ ПРЕСС-ФОРМ ДЛЯ БАМПЕРОВ АВТОМОБИЛЯ Термопластавтоматы JONWAI рассчитаны на переработку широкого спектра полимерных материалов, в том числе и материалов, применяемых при изготовлении деталей для автомобильной промышленности. Компания Jonwai имеет большой опыт в поставке полного комплекта оборудования, включая термопластавтоматы и пресс-формы, для передовых предприятий автомобильной промышленности, таких как Тойота, Хонда, Фиат, WV и др.
Перечень пресс-форм для бамперов и других деталей автомобиля, изготовленных нашей компанией:
- HYUNDAI ACCENT передний бампер
- HYUNDAI STAREX передний бампер
- PEUGEOT PARTNER 2002 передний бампер
- PEUGEOT 307 передний бампер
- АР-2
- FORD TRANSIT передний бампер
- FORD ESCORT передний бампер
- HYUNDAI 100 передний бампер
- PEUGEOT PARTNER 96 передний бампер
- MERCEDES 124 передний бампер
- DACIA-LOGAN передний бампер
- FORD MONDEO передний бампер
- PUNTO 5 DOOR передний бампер
- FIAT TEMPRA передний бампер
- PEUGEOT 206 передний бампер
- FIAT DOBLO передний бампер
- REAULT MEGANE передний бампер
- ВАЗ 2107 Передний бампер
- Газель — кожух вентилятора, защитный кожух.
Защита колесных арок на многие модели автомобилей. Компания Jonwai готова рассмотреть техническое задание на изготовление пресс-форм для бамперов автомобилядля и для любой детали легковых или грузовых автомобилей, применяемых как для интерьера салонов, так и деталей кузова, несущих нагрузку, а также деталей агрегатов двигательного отсека.

Автомобильные изделия из пластмассы получают все преимущества материала, из которого они изготавливаются, а именно:
- Высокая прочность
- Влаго- и морозостойкость
- Химическая инертность.
Это обуславливает хорошие эксплуатационные свойства и широкую сферу применения изделий из пластмассы.
Особое внимание в производстве автомобильных изделий из пластмасс уделяется экологической чистоте готовой продукции. Этот показатель является одним из важнейших для качества наших изделий из пластмассы.
В производстве литья деталей из пластика и пресс-форм для изготовления бамперов автомобиля мы используем современные термопластавтоматы Jonwai, качественное сырье и красители.
Индивидуальный подход и гибкую ценовую политику по достоинству оценили уже многие наши клиенты.
Также смотрите: термопластавтоматы и пропорциональные клапаны.




Оформление и документация
Начать производство бамперов для автомобилей можно без каких-либо специальных разрешений и документов. В принципе, делать это можно даже как частное лицо. Однако в таком случае продавать свою продукцию следует либо напрямую в частные руки, либо же на автомобильном рынке. Для того чтобы сотрудничать с оптовыми компаниями и розничными сетями, необходимо оформиться как частный предприниматель либо же основать предприятие. На будущее можно также зарегистрировать собственную торговую марку с той целью, чтобы брендировать продукцию своим названием и продвигать ее таким образом на рынке.
Финансовые расчеты
Стартовый капитал
| Аренда помещения | 20 000 рублей |
| Закупка необходимого оборудования | 400 000 рублей |
| Несколько матриц бамперов самых распространенных автомобилей(из расчета одна матрица – 100 000р.) | 300 000 рублей |
| Закупка сырья, лаков и красок | 100 000 рублей |
| Рекламная кампания | 20 000 рублей |
| Итого | 840 000 рублей |
Ежемесячные расходы
| Аренда помещения | 20 000 рублей |
| Закупка сырья (по необходимости, цена приведена за 1 тонну.) | 85 000 рублей |
| Зарплата сотрудникам | 50 000 рублей |
| Плата за электроэнергию, мелкие расходы | 5 000 рублей |
| Итого | 160 000 рублей |
Сколько можно заработать?
Точно рассчитать доход, а значит и чистую прибыль от производства бамперов очень сложно, так как слишком много переменных при формировании коммерческой цены за один бампер. Чтоб представлять порядок цифр, приходится опираться на опыт аналогичных стартапов. Добиться показателя чистой прибыли в 100 000 рублей вполне реально.
Сроки окупаемости

Читайте также: