Схема сборки веерного типа как сделать
Добавил пользователь Alex Обновлено: 30.08.2024
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия. Совокупность операций, в результате которых осуществляют электрическое соединение элементов, входящих в состав изделия в соответствии с электрической принципиальной схемой, называют электрическим монтажом.
Разработка технологического маршрута сборки и монтажа РЭC начинается с расчленения изделия или его части на сборочные элементы путем построения схем сборочного состава и технологических схем сборки.
Простейшим сборочно-монтажным элементом является деталь, которая согласно ГОСТ 2101-68 характеризуется отсутствием разъемных и неразъемных соединений.
Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава. Она служит затем основой для разработки технологической схемы сборки, в которой формируется структура операций сборки, устанавливается их оптимальная последовательность, вносятся указания по особенностям выполнения операций.
Наиболее широко применяются схемы сборки "веерного" типа (рис.7.1) и с базовой деталью (рис. 7.2). На схеме сборки "веерного" типа стрелками показывается направление сборки деталей и сборочных единиц. Достоинством схемы является простота и наглядность, однако, схема не отображает последовательность сборки во времени.

Рис. 7.1. Схема сборки веерного типа
Схема сборки с базовой деталью указывает временную последовательность сборочного процесса. При такой сборке необходимо выделить базовый элемент, т.е. базовую деталь или сборочную единицу. В качестве базовой обычно выбирают ту деталь, поверхности которой будут впоследствии использованы при установке в готовое изделие. В большинстве случаев базовой деталью служит плата, панель, шасси и др. Направление движения деталей и сборочных единиц на схеме показывается стрелками, а прямая линия, соединяющая базовую деталь и изделие, называется главной осью сборки.
Технологическая схема сборки является одним из основных документов, составляемых при разработке технологического процесса сборки.

Рис. 7.2. Схема сборки с базовой деталью
Состав операций сборки определяют исходя из оптимальной дифференциации монтажно-сборочного производства. Требования точности, предъявляемые к сборке РЭC, в большинстве своем ведут к необходимости концентрации процесса на основе программируемого механизированного и автоматизированного сборочного оборудования, что снижает погрешности сборки при существенном повышении производительности процесса.
7.3 Разработка маршрута сборки
Сборку РЭС проводят в три этапа:
1) на первом этапе (механический монтаж):
-выполняют неразъемные соединения деталей и узлов с шасси, рамой, платой (сварка, пайка, развальцовка, склеивание и т.д.);
-устанавливают крепежные детали (угольники, панели, лепестки и т.д.);
- выполняют разъемные соединения частей блоков;
-закрепляют крупногабаритные элементы собственными креплениями;
2) на втором этапе (электрический монтаж):
-выполняют заготовительные операции (подготовка проводов, выводов ЭРЭ);
- устанавливают навесные ЭРЭ и микросхемы на платы;
-выполняют электрическое соединения (монтаж) в соответствии с электрической принципиальной или электромонтажными схемами;
- ведут межблочные соединения (жгутами, разъемами);
- контролируют качество монтажа;
3) на третьем этапе (общая сборка изделия):
-собирают шасси передней панели;
-устанавливают кожухи: закрепляют регулировочные элементы (ручки);
- контроль и маркировка.
При разработке технологического процесса сборки и монтажа электронных блоков важно не только обеспечить строгое соответствие требованиям, предъявляемым техническим условиям на изделие.
Выбор варианта технологического процесса по производительности проводится, как правило, для сборочных единиц и блоков, имеющих большую трудоемкость сборочных операций, и основан на сравнении суммы трудоемкостей по всем операциям.
Исходя из вышеизложенного, выбираем в качестве технологической схемы сборки схему с базовой деталью.
В качестве базовой детали использована плата измерителя емкости.
В соответствии с вышесказанным технологический процесс сборки использована измерителя емкости будет состоять из следующей последовательности операций:
1) входной контроль;
3) сборочная (установка элементов со штыревыми выводами):
Разработанная технология сборки приведена в приложении.
В результате работы над курсовым проектом была разработана конструкция прибора измерителя емкости, которая полностью отвечает современным эргономическим, массогабаритным и функциональным требованиям, а также другим требованиям технического задания.
Данное устройство разработано с учетом современных требований конструирования РЭС, основными требованиями выступают следующие:
- обеспечение минимальных габаритов и веса устройства;
- простота и удобство в эксплуатации;
Спроектированный измерителя емкости имеет следующие характеристики:
2. Масса, кг, не более 0,8.
Климатические условия исполнения УХЛ 4.2 по ГОСТ 15150-69.
В ходе курсового проектирования была проанализирована схема электрическая принципиальная, произведен выбор элементной базы.
Параметры надежности, рассчитанные в ходе курсового проекта, выше заданных в техническом задании.
Расчет теплового режима позволяет судить о том, что меры защиты устройства от тепловых воздействий выбраны верно и что они обеспечат нормальный режим работы теплонагруженных элементов устройства.
В разделе технологии был рассчитан комплексный коэффициент технологичности, равный 0.6, который удовлетворяет соответствующем параметрам. был разработан технологический процесс изготовления печатной платы.
Результатом разработки явились данная пояснительная записка и комплект конструкторской документации на разрабатываемое изделие.
1. Гель П.П., Иванов-Есипович Н.К. Конструирование и микро-миниатюризация радиоэлектронной аппаратуры: Учебник для вузов.- Л.: Энергоиздат. Ленинградское отделение, 1984.
2. ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
3. Ермалаев Н.А. Конструирование радиоэлектронной аппаратуры М.: Радио и связь, 1986.
4. Каленкович Н.И. и др. Механические воздействия и защита радиоэлектронных средств: Учеб. пособие для вузов / Н.И. Каленкович, Е.П. Фастовец, Ю.В. Шамгин. - Мн.: Выс.шк., 1989.
5. Конструирование радиоэлектронных средств: Учеб. Пособие для студентов специальности: " Конструирование и технология радиоэлектронных средств" /Н.С. Образцов, В.Ф. Алекссев, С.Ф. Ковалевич и др.; Под ред. Н.С. Образцова.- Мн.: БГУИР, 1994.
6. Проектирование конструкций радиоэлектронной аппаратуры: Учеб. пособие для вузов./ Е.М. Парфенов. Э.Н. Камышная, В.П. Усачев.- М.: Радио и связь, 1989.
7. Резисторы, конденсаторы, трансформаторы, дроссели, коммутационные устройства РЭС: Справ./Н.Н. Акимов, Е.П. Ващуков, В.А. Прохоренко, Ю.П. Ходоренко - Мн.: Беларусь, 1994.
8. Роткоп Н.В., Спокойный Ю.Е. Обеспечение тепловых режимов при конструировании РЭА.- М.: Сов. радио, 1976.
9. Хлопов Ю.Н., Боровиков С.М., Алефиренко В.М. и др. Методическое пособие к курсовому проектированию по курсу "Конструирование и микро-миниатюризация РЭА".- Мн.: МРТИ, 1983.
1 Наименование работы
1.1 Измеритель ёмкости.
2 Основание для выполнения ОКР
2.1 Настоящая работа выполняется на основании учебного плана кафедры ЭТТ.
2.2 Начало ОКР: 29.01.04.
Окончание ОКР: 08.05.04.
3 Исполнители ОКР
3.1 Исполнитель Матвеев Александр Анатольевич.
4 Цель и назначение работы
4.1 Целью разработки является создание измерителя емкости с питанием от промышленной электросети с напряжением 220В.
4.2 Назначение разработки - создание конструктивно законченного устройства.
4.3 Разработка должна обеспечить создание базовой модели блока измерителя емкости.
4.4 Дальнейшее развитие разработки должно выполняться путем создания модификаций базовой модели, отличающихся конфигурацией и изменениями функций на основе частных технических заданий.
4.5 Измерителя емкости предназначен для измерения емкости конденсаторов от единиц пикофарад до 9999 микрофарад.
4.6 Измерителя емкости предназначен для использования в помещениях с повышенной влажностью и искусственно регулируемыми условиями.
5. Технические требования
5.1 Состав комплекта измерителя ёмкости и требования конструкции.
5.1.1 Состав комплекта приведён в таблице 1.
| Наименование | Количество | Назначение |
5.1.2 Измерителя емкости должен содержать следующие составные части:
5.1.3 Измерителя емкости должен соответствовать требованиям настоящего ТЗ, ТУ и комплекта конструкторской документации.
5.1.4 Принцип построения измерителя емкости должен обеспечивать:
3/4 взаимозаменяемость сменных одноименных составных частей;
3/4 возможность построения и расширения, совершенствования и изменения технико-эксплуатационных характеристик;
5.1.5 Габаритные размеры корпуса блока должны быть не более, м :
5.1.6 Масса блока должна быть не более 0,8 кг.
5.1.7 Конструкция блока должна обеспечивать:
3/4 доступ ко всем элементам, узлам, требующим регулирования или замены в процессе эксплуатации.
5.1.8 Электрическая прочность измерителя емкости между токоведущими цепями, а также между токоведущими цепями и корпусом в нормальных климатических условиях эксплуатации должна обеспечивать отсутствие пробоев и поверхностных перекрытий изоляции.
5.1.9 Для антикоррозионной защиты поверхность деталей, сборочных единиц и прибора в целом применять гальванические покрытия.
5.2. Требования к параметрам и характеристикам
5.2.1 Потребляемая мощность блока, Вт, не более 3
5.2.2 Диапазон измерения 1–9999 пФ
5.2.3 Основная относительная погрешность измерения не более 0,25%
5.3. Требования к надежности
5.3.1 Устройство по обеспечению надёжности должно удовлетворять требованиям к надёжности по ГОСТ 27.003-90.
5.3.2 Средняя наработка на отказ, ч 100000.
Вероятность безотказной работы 0,9.
Среднее время восстановления, ч 0,5.
Коэффициент технического использования, не менее 0,95.
5.3.3 Средний срок службы - не менее 10 лет с учетом проведения восстановительных работ.
5.3.4 Средний срок сохраняемости (до ввода в эксплуатацию) - не менее 9 месяцев.
5.3.5 После восстановления работоспособности, по окончании ремонтно-восстановительных работ, изделие должно сохранять показатели назначения, изложенные в настоящем документе.
5.4 Эстетические и эргономические требования
5.4.1 Блок измерителя емкости должен отвечать общим требованиям эстетики по ОСТ 4.270.200-83.
5.5 Требования к патентной чистоте
5.5.1 По схемным и конструктивным решениям измеритель ёмкости должен обладать патентной чистотой относительно ведущих стран в данной отрасли техники.
Выполнение и обоснование требований патентной чистоты и патентной способности производят на стадии разработки рабочей документации.
5.6 Условия эксплуатации, требования к техническому обслуживанию
5.7 Требования к упаковке и маркировке
5.7.1 Требования к упаковке и маркировке должны соответствовать ГОСТ 28584-90.
5.8 Требования к транспортировке и хранению
5.8.1 Измеритель ёмкости в указанном виде должен допускать перевозку всеми видами транспорта в соответствии с ГОСТ 22261-82.
5.8.2 Условия транспортирования измерителя емкости в таре для транспортирования должны быть:
3/4 температура окружающего воздуха, °С -20. +50;
3/4 относительная влажность воздуха при +35°С, % до 95;
3/4 среднемесячное значение при температуре +27°С ,% 70;
3/4 атмосферное давление, кПа (мм рт.ст.) 84,0. 107,0 (630. 800).
6 Требования безопасности
6.1 По требованиям, обеспечивающим электробезопастность эксплуатации, измерителя ёмкости должен соответствовать требованиям ГОСТ 26104-84, класс защиты П.
7 Технико-экономические показатели
7.1 Ориентировочная цена – 20 у.е.
7.2 Предполагаемая годовая потребность в измерителе ёмкости – 5000 штук.
Раздел: Коммуникации и связь
Количество знаков с пробелами: 65704
Количество таблиц: 6
Количество изображений: 2
Схема сборки веерного типа ( рис. 26.1, б) показывает, из каких деталей образуется сборка. К достоинствам такой схемы относятся простота и наглядность, но она не отражает последовательность сборки. [33]
Схемы сборки пластин магнитопроводов : а - магнитопроводы, собранные из пластин вперекрышку; б - из пластин в стык; в - из пластин в стык с зазором. [34]
Схема сборки пакета фольгированного гетинакса перед прессованием одностороннего ( а) и двустороннего ( б) показана на рис. 4.7, где / - листы нержавеющей стали; 2 - бумажная или асбестовая подушка; 3 - поверхностный лист бумаги; 4 - бумага наполнителя пропитанная; 5 - подклеевой лист бумаги; 6 - фольга. Прессование фольгированных диэлектриков производят аналогично прессованию слоистых листовых пластмасс. [35]
Схемы сборки вариаторов скоростей ХВ и ХГ: I-VI - номера сборки; 1-входной вал; 2-выходной вал. [36]
Схемы сборки двухступенчатых цилиндрических редукторов РМ : 1, 2, 3, 4, 5, 6, 7, 8 и 9-номера схем, Б - входной ( быстроходный) вал; Т - выходной ( тихоходный) вал. [37]
Схему сборки обычно составляют в соответствии со сборочным чертежом изделия и спецификацией его деталей. [38]
Схему сборки обычно составляют в соответствии со сборочным; чертежом изделия и спецификацией его составных частей. [39]
Схемами сборки пользуются при разработке технологического процесса наряду со сборочным чертежом и техническими условиями. Различают две основные организационные формы сборки: стационарную и подвижную. [40]
Составляются схемы сборки и юстировки прибора, а также технические условия на проверку отдельных узлов и всего прибора в целом. [41]
Составление схемы сборки начинают с изображения базовой детали ( базовой сборочной единицы), а затем наносят составные части изделия в установленной последовательности. [42]
Преимущества схем сборки могут быть наибольшими, если все условные обозначения, используемые в схемах сборки, унифицированы и однотипны. В РТМ 26 - 11 - 138 - 68, разработанном ВНИИПТнефтемашем для заводов нефтепромыслового машиностроения, приняты следующие обозначения элементов схем сборки. [43]
Построение схемы сборки производится следующим образом ( фиг. Прямая линия, идущая от прямоугольника, обозначающего группу, проводится в направлении предполагаемого перемещения группы в процессе сборки. Если после сборки группа будет транспортироваться в цех общей сборки, то линия оканчивается стрелкой. В тех случаях, когда собранная группа будет тут же устанавливаться на изделие, линия примыкает к линии перемещения изделия в процессе сборки. [44]
Использование схем сборки или принципиальных схем позволяет рассматривать одновременно все объекты сборки, интересующие технолога, и делать выводы об отсутствии или наличии их технологической общности независимо от конструктивных различий. [45]
Тут на выручку приходят механизированные картофелекопалки, эффективные и надежные, но, в то же время, достаточно простые в изготовлении. Приглашаем узнать больше о самых распространенных типах картофелекопалок и о том, как собрать подобное устройство в домашних условиях.
Принцип работы и виды

Картофелекопалки, использующиеся на дачных участках и фермах, представляют собой уменьшенную и значительно упрощенную версию картофелеуборочного оборудования комбайнов. Источником энергии для них обычно служит мотоблок, а потому основной акцент делается на небольших габаритах и массе устройства.
При проектировании картофелекопалки необходимо учитывать целый ряд аспектов, в том числе: тип и состояние почвы, ширину между рядами, примерную глубину залегания урожая, мощность мотоблока и другие.
Основным рабочим органом любой картофелекопалки является нож (рало), проникающий в толщу почвы и срезающий ее верхний слой вместе с урожаем. На следующем этапе особое устройство отделяет землю от картофеля и сбрасывает ее. От того, как именно осуществляется этот процесс, и зависит вид картофелекопалки. Краткий обзор основных разновидностей дан в таблице ниже.
Кроме того, существуют универсальные аппараты, совмещающие в себе транспортерную ленту с вибромеханизмом или другими устройствами. Их использование целесообразно в тех случаях, когда из-за особо сложных условий (тяжелая почва, неблагоприятные погодно-климатические условия, множество сорняков) использование классических решений затруднено или невозможно.
Инструкция по изготовлению веерного варианта

Картофелекопалку веерного типа изготовить проще всего, при этом требуются лишь базовые навыки в обращении со слесарными принадлежностями и электроинструментом. Иногда удается обойтись даже без сварочного аппарата, заменив швы резьбовыми соединениями, однако использование электросварки все же даст более быстрый и предсказуемый результат. Эту методику и возьмем за основу.
Необходимые инструменты и материалы
Чтобы сделать картофелекопалку в домашних условиях, понадобятся следующие инструменты:
- контрольно-измерительные и чертежные принадлежности;
- верстак с тисками или другим фиксирующим устройством;
- ножовка по металлу, электролобзик с мелкозубыми пилками или болгарка с отрезными дисками; с набором сверел;
- набор гаечных ключей;
- кувалда или тяжелый молоток; и электроды к нему.
Роль материалов играет металлопрокат различных видов (уголок, швеллер, труба, прут) и размерностей, листовая сталь толщиной не менее 6 мм, детали крепежа. Зачастую можно использовать полуфабрикаты, оставшиеся после строительства или ремонта. Кроме того, понадобятся два колеса диаметром 5-20 дюймов, желательно – на резиновом ходу. Их можно найти практически в любом крупном строительном магазине.
Алгоритм изготовления и сборки
Процесс изготовления картофелекопалки начинается с создания подробного чертежа будущего устройства. В нем должны быть учтены параметры имеющихся материалов и требуемые от картофелекопалки свойства, в том числе – ширина и глубина захвата.
Объем поднятой земли должен быть достаточно большим, чтобы захватить всю корневую систему, но при этом соотносится с мощностью мотоблока – маломощные аппараты просто не смогут работать с картофелекопалками больших объемов.
После того, как чертежи будут выполнены и проверены, приступают непосредственно к изготовлению устройства. Эта работа включает такие этапы:
-
Разметка и нарезка заготовок. Из профиля делаются заготовки для рамы и решетки, из листовой стали – для рала.
- Обработка заготовок: подгонка кромок, формование изогнутых деталей, сверление технологических отверстий и другие подготовительные операции.
- Сварка неразъемных соединений. Для обеспечения временной фиксации деталей пред сваркой можно использовать проволоку, стяжные хомуты и другие легкосъемные крепежи.
- Сборка резьбовых креплений, установка подшипников и колес.
- Контроль точности сборки, при необходимости – внесение изменений в конфигурацию устройства.
- Повторная механическая обработка (зачистка) поверхностей, подготовка под покраску.
- Нанесение лакокрасочного покрытия.
- Настройка картофелекопалки.
Последний пункт предполагает адаптацию собранного устройства к конкретным условиям использования. Для этого еще на этапе проектирования предусматриваются настраиваемые узлы, например, регулировка высоты установки колес, которая, в свою очередь, влияет на глубину копки.
Собираем вибрационную или транспортерную модель

Для создания технологически сложных сельскохозяйственных машин, к которым относятся, в частности, и автоматизированные картофелекопалки, необходимы хотя бы базовые знания в отраслях технической механики и сопротивления материалов.
В первую очередь, понадобится обеспечить эффективное энергоснабжение устройства, для чего обычно используют вал отбора мощности мотоблока. Он соединяется с установленным на картофелекопалке редуктором посредством цепной или ременной передачи. Однако встречаются и другие решения. Так, некоторые фермеры дают подобные рекомендации:
Для приведения в действие вибрационного или транспортерного механизма не обязательно соединять его с мотором блока. Можно установить электрический привод с питанием от 12-вольтового АКБ от авто. Ток подается на электромотор, который через систему шестерен вращает маховик с эксцентриком в вибро-копалке или гонит ленту в транспортерной.
Встречаются и еще более экстравагантные системы с приводом от вращения колес или от мускульной силы человека. Но на практике куда удобнее пользоваться классической системой отбора мощности. Она легка в реализации и неприхотлива в работе.
Подготовка материалов и инструментов
Основной перечень инструментов, которые могут понадобиться при сборке картофелекопалки вибрационного или транспортерного типа, практически не отличается от рассмотренного выше набора. Конечно, большим преимуществом будет наличие металлообрабатывающих станков, но мало кто из фермеров ими владеет. Сложные в изготовлении детали обычно проще приобрести на интернет-площадках или заказать у специалиста.
К основным материалам, необходимым для сборки устройства, относятся:
- металлический профиль разного типа и размера;
- листовая сталь различной толщины (обычно до 2 мм для обшивочных деталей и от 8 мм – для несущих узлов);
- детали крепежа, в том числе: болты, гайки и шайбы различных диаметров, проволока или стяжные хомуты, алюминиевые заклепки и др.;
- детали шарниров механических передач, в том числе: подшипники, втулки, пальцы, шестерни, звезды или ролики, цепи или передаточные ремни;
- маховик с эксцентриком в случае изготовления вибрационной картофелекопалки;
- звенья для сцепки пластин или перфорированная резиновая лента для транспортерной картофелекопалки;
- прорезиненные колеса небольшого диаметра.
С усложнением конструкции список материалов, необходимых для ее сборки, увеличивается. Кроме того, снижается конечная надежность устройства, поэтому по возможности следует выбирать самые простые и, в то же время, эффективные решения.
Изготовление и монтаж

Как и всегда, первым этапом становится грамотное планирование будущего устройства. Имеется ввиду создание общих чертежей картофелекопалки и схем отдельных ее узлов, проектирование размеров и конфигурации деталей, расчет основных рабочих параметров аппарата. Это требует времени и знаний.
Дальнейший алгоритм действий достаточно прост:
- В соответствии с подготовленными спецификациями из материалов вырезаются заготовки. Профиль используется для изготовления рамы, решетки, каркасов вибромеханизма или транспортерной ленты. Из листовой стали вырезаются ножи и, в случае необходимости, пластины транспортера.
- Обработка заготовок и сварка неразъемных соединений по описанной выше методике.
- Сборка резьбовых креплений, шарниров и креплений для навесного оборудования.
- Установка основных навесных узлов, предварительная сборка картофелекопалки.
- Контроль точности сборки, при необходимости – внесение изменений в конфигурацию устройства.
- Частичная разборка устройства на узлы для дальнейшей обработки.
- Повторная механическая обработка (зачистка) поверхностей, подготовка под покраску.
- Нанесение лакокрасочного покрытия.
- Повторная сборка с установкой всего навесного оборудования и его комплектующих, включая приводные элементы.
- Настройка картофелекопалки.
Не пугайтесь, если в процессе изготовления устройства придется неоднократно менять его конфигурацию, подбирать более подходящие узлы и детали. Предусмотреть сразу все на ранних стадиях проектирования невозможно, особенно – если Вы не специалист в области механики. Зато наградой за все труды станет действительно полезный и эргономичный сельскохозяйственный аппарат.
Картофелекопалка – незаменимый помощник любого дачника или фермера, способный существенно облегчить его труд. Желаем удачи в ее проектировании и сборке!
Видео-советы по изготовлению грохотной картофелекопалки
Системами отопления являются искусственно созданные инженерные сети различных сооружений, основными функциями которых является обогрев зданий в зимнее и переходное время года, компенсация всех теплопотерь строительных конструкций, а также поддержание параметров воздуха на комфортном уровне.
Разновидности разводки отопления
В зависимости от способа подвода теплоносителя к радиаторам распространение получили следующие схемы систем обогрева зданий и сооружений:
Данные способы отопления принципиально различаются друг от друга, и каждый обладает как положительными свойствами, так и отрицательными.
Однотрубная схема отопительных систем
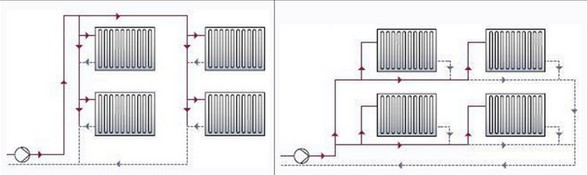
Однотрубная система отопления: вертикальная и горизонтальная разводка.
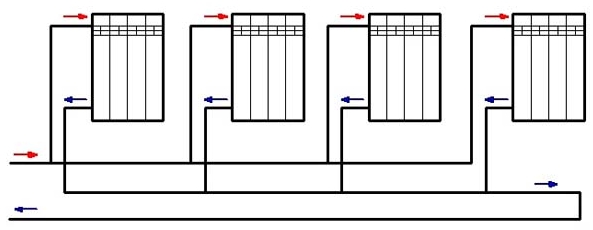
В однотрубной схеме систем отопления подвод горячего теплоносителя (подача) к радиатору и отвод остывшего (обратка) осуществляется по одной трубе. Все приборы относительно направления движения теплоносителя соединены между собой последовательно. Поэтому температура теплоносителя на входе в каждый последующий радиатор по стояку значительно снижается после снятия тепла с предыдущего радиатора. Соответственно теплоотдача радиаторов с удалением от первого прибора снижается.
Такие схемы используются, в основном, в старых системах центрального теплоснабжения многоэтажных зданий и в автономных системах гравитационного типа (естественная циркуляция теплоносителя) в частных жилых домах. Главным определяющим недостатком однотрубной системы является невозможность независимой регулировки теплоотдачи каждого радиатора в отдельности.
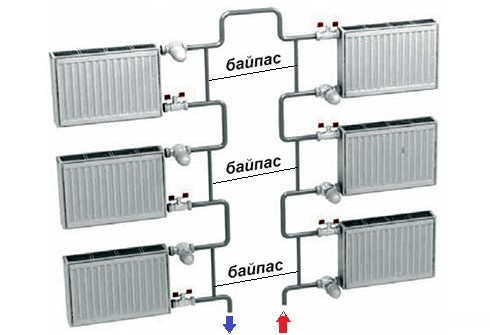
Для устранения этого недостатка возможно использование однотрубной схемы с байпасом (перемычкой между подачей и обраткой), но и в этой схеме первый радиатор будет на ветке всегда самый горячий, а последний самым холодным.
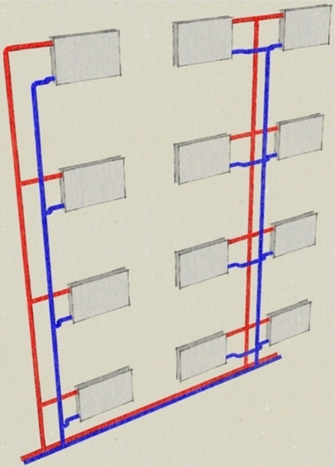
В многоэтажных домах используется вертикальная однотрубная система отопления.

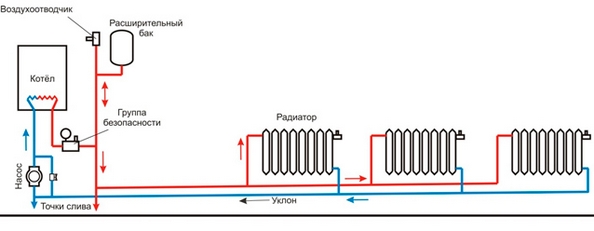
Отопление по однотрубной схеме в частном доме.
В частных домах однотрубная схема используется в гравитационных отопительных сетях, в которых циркуляция горячей воды осуществляется благодаря дифференциалу плотностей нагретого и остывшего теплоносителей. Поэтому такие системы получили название естественных. Главным плюсом этой системы является энергонезависимость. Когда, например, при отсутствии в системе циркуляционного насоса, подключаемого к сетям электроснабжения и, в случае перебоев с энергопитанием, система отопления продолжает функционировать.
Главным недостатком гравитационной однотрубной схемы подключения является неравномерное распределение температуры теплоносителя по радиаторам. Первые радиаторы на ветке будут самые горячие, а по мере удаления от источника тепла температура будет падать. Металлоемкость гравитационных систем всегда выше, чем у принудительных за счет большего диаметра трубопроводов.
Видео о устройстве однотрубной схемы отопления в многоквартирном доме:
Двухтрубная схема отопительных систем
В двухтрубных схемах подвод горячего теплоносителя к радиатору и отвод остывшего из радиатора осуществляются по двум разным трубопроводам отопительных систем.
Существует несколько вариантов двухтрубных схем: классическая или стандартная, попутная, веерная или лучевая.
Двухтрубная классическая разводка
Классическая двухтрубная схема разводки система отопления.
В классической схеме направление движения теплоносителя в подающем трубопроводе противоположно движению в обратном трубопроводе. Эта схема наиболее распространена в современных системах отопления как в многоэтажном строительстве, так и в частном индивидуальном. Двухтрубная схема позволяет равномерно распределять теплоноситель между радиаторами без потерь температуры и эффективно регулировать теплоотдачу в каждом помещении, в том числе автоматически путем использования термостатических клапанов с установленными термоголовками.
Такое устройство имеет двухтрубная система отопления в многоэтажном доме.
Попутная схема разводки отопления.
Попутная схема является вариацией классической схемы с тем отличием, что направление движения теплоносителя в подаче и обратке совпадает. Такая схема применяется в системах отопления с длинными и удаленными ветками. Использование попутной схемы позволяет уменьшить гидравлическое сопротивление ветки и равномерно распределить теплоноситель по всем радиаторам.
Веерная (лучевая)
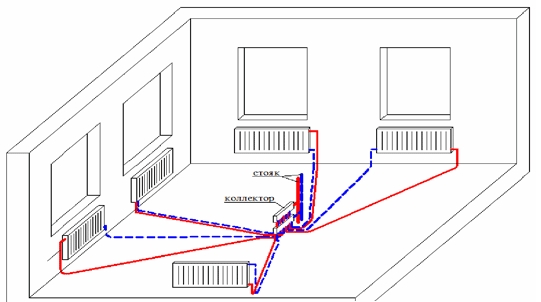
Веерная или лучевая схема используется в многоэтажном строительстве для поквартирного отопления с возможностью установки на каждую квартиру прибора учета тепла (теплосчетчика) и в частном домостроении в системах с поэтажной разводкой трубопроводов. При веерной схеме в многоэтажном доме на каждом этаже устанавливается коллектор с выходами на все квартиры отдельного трубопровода и установленным теплосчетчиком. Это позволяет каждому владельцу квартиры учитывать и оплачивать только им потребленное тепло.
Веерная или лучевая система отопления.
В частном доме веерная схема используется для поэтажного распределения трубопроводов и для лучевого подключения каждого радиатора к общему коллектору, т. е. к каждому радиатору походит отдельная труба подачи и обратки от коллектора. Такой способ подключения позволяет максимально равномерно рассредоточить теплоноситель по радиаторам и уменьшить гидравлические потери всех элементов системы отопления.
Обратите внимание! При веерной разводке трубопроводов в пределах одного этажа монтаж осуществляется цельными (не имеющими разрывов и разветвлений) отрезками труб. При использовании полимерных многослойных или медных труб все трубопроводы могут быть залиты в бетонную стяжку, тем самым снижается вероятность разрыва или подтекания в местах состыковки элементов сети.
Разновидности подключения радиаторов
Основными способами подключения приборов отопительных систем является несколько типов:
- Боковое (стандартное) подключение;
- Диагональное подключение;
- Нижнее (седельное) подключение.
Боковое подключение
Боковое подключение радиатора.
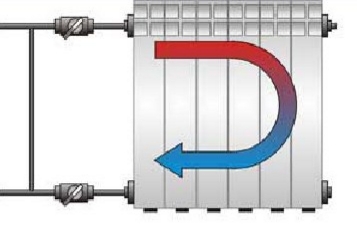
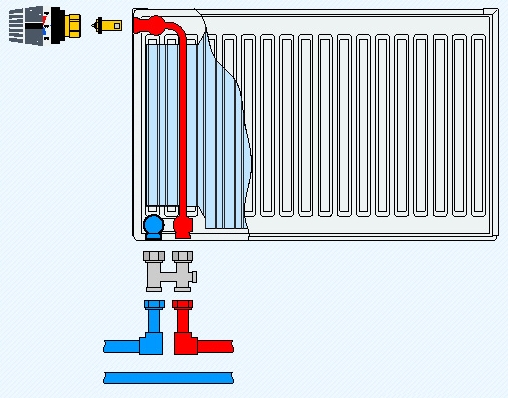
Подключение с торца прибора – подача и обратка находятся с одной стороны радиатора. Это наиболее распространенный и эффективный способ подключения, он позволяет снять максимальное количество тепла и использовать полностью теплоотдачу радиатора. Как правило, подача находится сверху, а обратка снизу. При использовании специальной гарнитуры возможно подключение снизу–вниз, это позволяет максимально спрятать трубопроводы, но снижает теплоотдачу радиатора на 20 – 30%.
Диагональное подключение
Диагональное подключение радиатора.
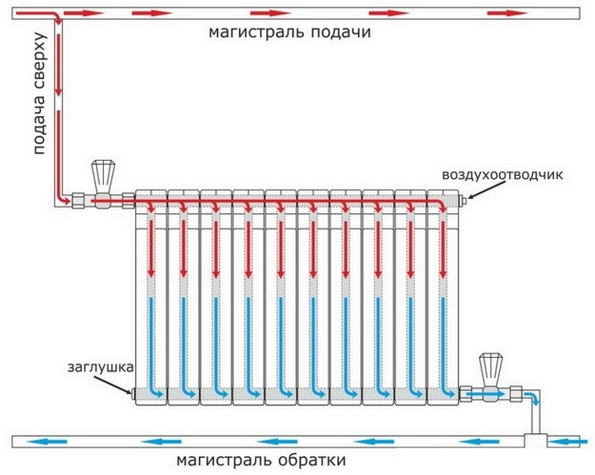
Подключение по диагонали радиатора – подача находится с одной стороны прибора сверху, обратка с другой стороны снизу. Такой тип подключения используется в тех случаях, когда длина секционного радиатора превышает 12 секций, а панельного 1200 мм. При установке длинных радиаторов с боковым подключением присутствует неравномерность прогрева поверхности радиатора в наиболее удаленной от трубопроводов части. Чтобы радиатор прогревался равномерно, применяют диагональное подключение.
Нижнее подключение

Нижнее подключение с торцов радиатора
Подключение с низа прибора – подача и обратка находятся внизу радиатора. Такое подключение используется для максимально скрытого монтажа трубопроводов. При монтаже секционного прибора отопления и подключения его нижним способом подающий трубопровод подходит с одной стороны радиатора, а обратный с другой стороны нижнего патрубка. Однако эффективность теплоотдачи радиаторов при такой схеме снижается на 15-20%.
Нижнее подключение радиатора.
В случае когда нижнее подключение используется для стального панельного радиатора, тогда все патрубки на радиаторе находятся в нижнем торце. Конструкция самого радиатора при этом выполнена таким образом, что подача поступает по коллектору сначала в верхнюю часть, а затем обратка собирается в нижнем коллекторе радиатора, тем самым теплоотдача радиатора не снижается.
Тут на выручку приходят механизированные картофелекопалки, эффективные и надежные, но, в то же время, достаточно простые в изготовлении. Приглашаем узнать больше о самых распространенных типах картофелекопалок и о том, как собрать подобное устройство в домашних условиях.
Принцип работы и виды
Картофелекопалки, использующиеся на дачных участках и фермах, представляют собой уменьшенную и значительно упрощенную версию картофелеуборочного оборудования комбайнов. Источником энергии для них обычно служит мотоблок, а потому основной акцент делается на небольших габаритах и массе устройства.
При проектировании картофелекопалки необходимо учитывать целый ряд аспектов, в том числе: тип и состояние почвы, ширину между рядами, примерную глубину залегания урожая, мощность мотоблока и другие.
Основным рабочим органом любой картофелекопалки является нож (рало), проникающий в толщу почвы и срезающий ее верхний слой вместе с урожаем. На следующем этапе особое устройство отделяет землю от картофеля и сбрасывает ее. От того, как именно осуществляется этот процесс, и зависит вид картофелекопалки. Краткий обзор основных разновидностей дан в таблице ниже.
Кроме того, существуют универсальные аппараты, совмещающие в себе транспортерную ленту с вибромеханизмом или другими устройствами. Их использование целесообразно в тех случаях, когда из-за особо сложных условий (тяжелая почва, неблагоприятные погодно-климатические условия, множество сорняков) использование классических решений затруднено или невозможно.
Инструкция по изготовлению веерного варианта
Картофелекопалку веерного типа изготовить проще всего, при этом требуются лишь базовые навыки в обращении со слесарными принадлежностями и электроинструментом. Иногда удается обойтись даже без сварочного аппарата, заменив швы резьбовыми соединениями, однако использование электросварки все же даст более быстрый и предсказуемый результат. Эту методику и возьмем за основу.
Необходимые инструменты и материалы
Чтобы сделать картофелекопалку в домашних условиях, понадобятся следующие инструменты:
- контрольно-измерительные и чертежные принадлежности;
- верстак с тисками или другим фиксирующим устройством;
- ножовка по металлу, электролобзик с мелкозубыми пилками или болгарка с отрезными дисками; с набором сверел;
- набор гаечных ключей;
- кувалда или тяжелый молоток; и электроды к нему.
Роль материалов играет металлопрокат различных видов (уголок, швеллер, труба, прут) и размерностей, листовая сталь толщиной не менее 6 мм, детали крепежа. Зачастую можно использовать полуфабрикаты, оставшиеся после строительства или ремонта. Кроме того, понадобятся два колеса диаметром 5-20 дюймов, желательно – на резиновом ходу. Их можно найти практически в любом крупном строительном магазине.
Алгоритм изготовления и сборки
Процесс изготовления картофелекопалки начинается с создания подробного чертежа будущего устройства. В нем должны быть учтены параметры имеющихся материалов и требуемые от картофелекопалки свойства, в том числе – ширина и глубина захвата.
Объем поднятой земли должен быть достаточно большим, чтобы захватить всю корневую систему, но при этом соотносится с мощностью мотоблока – маломощные аппараты просто не смогут работать с картофелекопалками больших объемов.
После того, как чертежи будут выполнены и проверены, приступают непосредственно к изготовлению устройства. Эта работа включает такие этапы:
-
Разметка и нарезка заготовок. Из профиля делаются заготовки для рамы и решетки, из листовой стали – для рала.
- Обработка заготовок: подгонка кромок, формование изогнутых деталей, сверление технологических отверстий и другие подготовительные операции.
- Сварка неразъемных соединений. Для обеспечения временной фиксации деталей пред сваркой можно использовать проволоку, стяжные хомуты и другие легкосъемные крепежи.
- Сборка резьбовых креплений, установка подшипников и колес.
- Контроль точности сборки, при необходимости – внесение изменений в конфигурацию устройства.
- Повторная механическая обработка (зачистка) поверхностей, подготовка под покраску.
- Нанесение лакокрасочного покрытия.
- Настройка картофелекопалки.
Последний пункт предполагает адаптацию собранного устройства к конкретным условиям использования. Для этого еще на этапе проектирования предусматриваются настраиваемые узлы, например, регулировка высоты установки колес, которая, в свою очередь, влияет на глубину копки.
Собираем вибрационную или транспортерную модель
Для создания технологически сложных сельскохозяйственных машин, к которым относятся, в частности, и автоматизированные картофелекопалки, необходимы хотя бы базовые знания в отраслях технической механики и сопротивления материалов.
В первую очередь, понадобится обеспечить эффективное энергоснабжение устройства, для чего обычно используют вал отбора мощности мотоблока. Он соединяется с установленным на картофелекопалке редуктором посредством цепной или ременной передачи. Однако встречаются и другие решения. Так, некоторые фермеры дают подобные рекомендации:
Для приведения в действие вибрационного или транспортерного механизма не обязательно соединять его с мотором блока. Можно установить электрический привод с питанием от 12-вольтового АКБ от авто. Ток подается на электромотор, который через систему шестерен вращает маховик с эксцентриком в вибро-копалке или гонит ленту в транспортерной.
Встречаются и еще более экстравагантные системы с приводом от вращения колес или от мускульной силы человека. Но на практике куда удобнее пользоваться классической системой отбора мощности. Она легка в реализации и неприхотлива в работе.
Подготовка материалов и инструментов
Основной перечень инструментов, которые могут понадобиться при сборке картофелекопалки вибрационного или транспортерного типа, практически не отличается от рассмотренного выше набора. Конечно, большим преимуществом будет наличие металлообрабатывающих станков, но мало кто из фермеров ими владеет. Сложные в изготовлении детали обычно проще приобрести на интернет-площадках или заказать у специалиста.
К основным материалам, необходимым для сборки устройства, относятся:
- металлический профиль разного типа и размера;
- листовая сталь различной толщины (обычно до 2 мм для обшивочных деталей и от 8 мм – для несущих узлов);
- детали крепежа, в том числе: болты, гайки и шайбы различных диаметров, проволока или стяжные хомуты, алюминиевые заклепки и др.;
- детали шарниров механических передач, в том числе: подшипники, втулки, пальцы, шестерни, звезды или ролики, цепи или передаточные ремни;
- маховик с эксцентриком в случае изготовления вибрационной картофелекопалки;
- звенья для сцепки пластин или перфорированная резиновая лента для транспортерной картофелекопалки;
- прорезиненные колеса небольшого диаметра.
С усложнением конструкции список материалов, необходимых для ее сборки, увеличивается. Кроме того, снижается конечная надежность устройства, поэтому по возможности следует выбирать самые простые и, в то же время, эффективные решения.
Изготовление и монтаж
Как и всегда, первым этапом становится грамотное планирование будущего устройства. Имеется ввиду создание общих чертежей картофелекопалки и схем отдельных ее узлов, проектирование размеров и конфигурации деталей, расчет основных рабочих параметров аппарата. Это требует времени и знаний.
Дальнейший алгоритм действий достаточно прост:
- В соответствии с подготовленными спецификациями из материалов вырезаются заготовки. Профиль используется для изготовления рамы, решетки, каркасов вибромеханизма или транспортерной ленты. Из листовой стали вырезаются ножи и, в случае необходимости, пластины транспортера.
- Обработка заготовок и сварка неразъемных соединений по описанной выше методике.
- Сборка резьбовых креплений, шарниров и креплений для навесного оборудования.
- Установка основных навесных узлов, предварительная сборка картофелекопалки.
- Контроль точности сборки, при необходимости – внесение изменений в конфигурацию устройства.
- Частичная разборка устройства на узлы для дальнейшей обработки.
- Повторная механическая обработка (зачистка) поверхностей, подготовка под покраску.
- Нанесение лакокрасочного покрытия.
- Повторная сборка с установкой всего навесного оборудования и его комплектующих, включая приводные элементы.
- Настройка картофелекопалки.
Не пугайтесь, если в процессе изготовления устройства придется неоднократно менять его конфигурацию, подбирать более подходящие узлы и детали. Предусмотреть сразу все на ранних стадиях проектирования невозможно, особенно – если Вы не специалист в области механики. Зато наградой за все труды станет действительно полезный и эргономичный сельскохозяйственный аппарат.
Картофелекопалка – незаменимый помощник любого дачника или фермера, способный существенно облегчить его труд. Желаем удачи в ее проектировании и сборке!
Видео-советы по изготовлению грохотной картофелекопалки

Читайте также: