Реставрация чугунных изделий своими руками
Добавил пользователь Дмитрий К. Обновлено: 07.09.2024
После дефектации корпусные детали поступают на восстановление по одному из маршрутов. Устранение таких незначительных дефектов, как риски и задиры на посадочных поверхностях отверстий, износ и повреждение резьбовых отверстий, замена втулок, производят простыми ремонтными и подгоночными операциями, выполнение которых не затруднительно. Резьбовые отверстия ремонтируют установкой резьбовых спиральных вставок. Технологический процесс ремонта резьбовых отверстий спиральными вставками подробно изложен ранее (см. стр. 81).
Устранение трещин и пробоин. На ремонтных предприятиях эту операцию в большинстве случаев производят с помощью сварочных процессов.
При холодной заварке трещин и пробоин в чугунных корпусных деталях чаще всего применяют проволоку ПАНЧ-11. Сварные соединения высокого качества получают также при холодной сварке специальными электродами МНЧ-2. При сварке чугунных корпусных деталей также применяют медно-железные электроды ОЗЧ-2. В отдельных случаях холодную сварку чугунных деталей производят стальными электродами УОНИ-13/45 или ОММ-5 методом наложения отжигающих валиков.
Для устранения трещин и пробоин в чугунных корпусных деталях используют также горячую сварку чугунными прутками марки А.
При ремонте корпусных деталей можно применять пайко-свар-ку латунными припоями JIOK59-1-03, JIOMHA 49-1-10-02. Трещины, пробоины и другие дефекты в алюминиевых корпусных деталях устраняют аргонно-дуговой сваркой. Режимы, техника сварки, необходимое оборудование чугунных и алюминиевых деталей подробно рассмотрены ранее (см. стр. 10).
Дефекты корпусных деталей в виде трещин и пробоин в менее ответственных местах могут быть также устранены путем использования эпоксидных составов. В корпусных чугунных деталях с трещинами длиной до 20 мм определяют границы трещины и электрической или пневматической дрелью просверливают на концах трещин отверстия диаметром 2,5 . 3,0 мм. Затем снимают фаску под углом 60. 70° вдоль всей длины трещины и зачищают края фаски. Глубину фаски принимают в зависимости от толщины стенки детали. При толщине стенки 1,5. 0,5 мм глубина фаскй должна соответствовать 1 мм, при толщине стенки более 5 мм — 2. 3 мм. Далее зачищают поверхность детали до металлического блеска на расстоянии 40. 50 мм по обе стороны трещины и обдувают сжатым воздухом. Зачищенные поверхности крупногабаритных деталей дважды обезжиривают техническим ацетоном (ГОСТ 2768—69) и просушивают на воздухе 8. 10 мин. На обезжиренные поверхности попадание масла, воды, грязи не допускается.
Эпоксидный состав приготавливают по рецепту (в весовых частях): эпоксидная смола ЭД-16—100, ди-бутилфталат— 15, железный порошок— 160, полиэтиленполиамин — 11.

Рис. 115. Нанесение эпоксидного состава на поверхность детали: 1 — деталь; 2 — эпоксидный состав.
Для приготовления эпоксидного состава эпоксидную смолу вместе с тарой нагревают до температуры 60. 70°С, взвешивают необходимое количество смолы, добавляют расчетное количества дибутилфталата и перемешивают шпателем двухкомпонентную смесь 5. 6 мин. Затем добавляют требуемое количество железного порошка, перемешивают трехкомпонентную смесь 8. 10 мин и охлаждают на воздухе до температуры 35. 40°С. В трехкомпонентную смесь добавляют расчетное количество отвердителя (полиэти-ленполиамина) и перемешивают эпоксидный состав в течение 5 мин. Приготовленный таким образом эпоксидный состав должен быть использован в течение 20. 25 мин. После подготовки детали приготовленный эпоксидный состав наносят на поверхность трещины и на зачищенный участок вокруг нее, уплотняя шпателем состав в трещине (рис. 115).
Детали больших габаритов перед нанесением эпоксидного состава на зачищенную поверхность подогревают в электропечи сопротивления или лампой инфракрасного излучения до температуры 60. 80 °С. Отвердевание эпоксидного состава происходит при температуре 20°С за 72 ч или при температуре 20 °С за 12 ч с последующей выдержкой 'по одному из следующих режимов.
Температура, °С . 40 60 80 100 180 Продолжительность выдержки, ч. 48 24 5 3 1 После отвердения подтеки и наплывы зачищают. Покрытие должно быть равномерным, без трещин, пор и отслаивания состава от поверхности. При наличии в чугунных корпусных деталях трещин длиной 20. 150 мм подготовку поверхности детали, т. е. определение границы трещины, снятие фаски вдоль трещины, зачистку поверхности детали, обезжиривание очищенных поверхностей, а также приготовление эпоксидного состава производят аналогично подготовке детали с трещиной длиной до 20 мм. Кроме того, для устранения трещины изготовляют две накладки из стеклоткани или технической бязи, первая из которых должна быть больше длины трещины на 40. 50 мм, вторая — на 60 . 80 мм. Затем наносят тонкий слой эпоксидного состава на поверхность трещины и на зачищенный участок детали. При этом шпателем уплотняют состав в трещине. После этого накладкой из стеклоткани перекрывают трещину на 20. 25 мм с двух сторон и прикатывают роликом. Накладка предварительно должна быть обезжирена кипячением в воде в течение 2. 3 часов и высушена. На эту первую накладку наносят тонкий слой эпоксидного состава и накладывают вторую так, чтобы она перекрывала первую на 10. 15 мм с двух сторон, и прикатывают роликом. На вторую накладку наносят тонкий слой эпоксидного состава (рис. 116). Состав должен равномерно покрывать накладку и зачищенную поверхность. После этого происходит отвердение состава по одному из режимов, приведенных ранее, после чего зачищают подтеки и наплывы состава и проверяют качество заделки трещины.
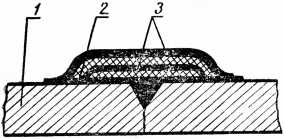
Рис. 116. Заделка трещин эпоксидным составом: 1 — деталь; 2 — эпоксидный состав; 3 — накладки.
При длине трещин более 150 мм на чугунных корпусных деталях вместо накладок из стеклоткани применяют металлическую накладку, изготовленную по контуру трещины из листовой стали толщиной 1,0. 1,5 мм. Накладка должна перекрывать трещину с двух сторон на 40 . 50 мм. Тонкий слой эпоксидного состава наносят на зачищенные поверхности детали и накладки, которую необходимо наложить так, чтобы отверстия детали и накладки совпадали. Через эти отверстия деталь скрепляют с накладкой болтами, которые перед завертыванием покрывают тонким слоем эпоксидного состава (рис. 117). Подготовку поверхности детали, приготовление эпоксидного состава и его отвердение производят аналогично рассмотренным ранее случаям.
При наличии в чугунной корпусной детали пробоин из листовой стали изготавливают накладку толщиной 1,0. 1,5 мм по контуру пробоины с перекрытием ее на 40. 50 мм. На зачищенные поверхности детали и накладки наносят тонкий слой эпоксидного состава. Накладку располагают так, чтобы отверстия детали и накладки совпадали, и закрепляют болтами.
При устранении трещин в корпусных алюминиевых деталях применяют следующий эпоксидный состав (в весовых частях): эпоксидная смола ЭД-16—100, дибутилфтала;г—15, алюминиевая пудра — 25, полиэтиленцолиамин—11.
Все остальные операции по заделке трещин в алюминиевых корпусных деталях производят аналогично чугунным корпусным деталям.
При ремонте трещин и пробоин с целью придания сварному шву прочности, жесткости и герметичности применяют комбинированный клеесварной способ. Для этого выполняют следующие операции: подготовку трещин и пробоин, сварку места дефекта, зачистку сварного шва и околошовной поверхности до металлического блеска, обезжиривание поверхности ацетоном, нанесение эпоксидного состава и отвердение. Оптимальный клеевой состав применяется следующий (в весовых частях): эпоксидная смола ЭД-16—100; дибутилфталат—15; железный порошок—120; полиэтиленполиамин— 12.
Отвердение состава происходит сначала при температуре 20 °С за 12 ч, а затем при 180 °С за 1 ч. В клеесварных соединениях силовую основу составляет сварной шов, разгруженный в значительной степени клеевым составом. Перераспределение напряжений уменьшает их концентрацию у границ сварного шва, что приводит к увеличению прочности соединения, особенно при циклических нагрузках. Клеевой состав служит защитой металла от коррозии.
Восстановление посадочных отверстий. Сложность ремонта корпусных деталей объясняется наличием у них значительного количества дефектов, основные из которых — износы посадочных отверстий.
В ремонтной практике для восстановления отверстий в корпусных деталях нашли применение полимерные материалы. В основном это эпоксидные составы, которые наносят для постановки подшипника, последующей калибровки протяжкой и постановки кольца.
Восстановление посадки в корпусе нанесением эпоксидного состава с последующей постановкой подшипника производят в такой последовательности. Внутреннюю поверхность посадочного отверстия зачищают до металлического блеска и продувают сжатым воздухом. Зачищенные поверхности отверстия и подшипника дважды обезжиривают техническим ацетоном и просушивают на воздухе 8. 10 мин. На обезжиренные поверхности попадание воды, масла, грязи не допускается. Эпоксидный состав принимается следующий (в весовых частях): эпоксидная смола ЭД-16—100; дибутилфталат— 10; полиэтиленполиамин 12.
Эпоксидный состав приготовляют так же, как и при заделке трещин. Его наносят на посадочную поверхность отверстия и наружную поверхность подшипника слоем толщиной не более 0,5 мм и выдерживают в течение 10 мин. Не позднее чем через 15 мин после нанесения состава вставляют подшипник в отверстие с помощью пресса. Подтеки эпоксидного состава удаляют техническим ацетоном. Отвердевание эпоксидного состава происходит за 72 ч при температуре 20°С или за 12 ч при температуре 20 °С, а затем по одному из следующих режимов. Температура, °С . 40 60 80 100, Продолжительность выдержки, ч. 48 24 5 3. Температурный режим необходимо выдержать с точностью* ±5°С. Наплывы и подтеки состава удаляют после отвердевания с помощью напильника, шабера, шкурки.
Рассмотренная технология может быть применена при зазоре между сопрягаемыми поверхностями не более 0,1 мм.
Неподвижные сопряжения типа подшипник — корпус восстанавливают также нанесением на изношенную поверхность посадочного отверстия слоя эпоксидного компаунда с наполнителем,, который формируется под номинальный размер путем протягивания шлифованной оправки и последующего отвердевания слоя. Существенные недостатки посадочных отверстий, восстановленных полимерными материалами, — недостаточная стойкость против повторных запрессовок — выпрессовок, трудности в обеспечении соосности.
На ремонтных предприятиях для восстановления посадочных отверстий распространен способ нанесения эпоксидных составов с последующей постановкой кольца, для чего растачивают посадочное отверстие. В зависимости от конфигурации и габаритности деталей для растачивания отверстий в корпусных деталях используют горизонтально-расточные, вертикально-расточные и токарновинторезные станки. Глубина растачивания может составлять 2. 6 мм на сторону в зависимости от конструкции детали (наличие перегородок, резьбовых отверстий и т. п.). Затем изготавливают кольцо для запрессовки в расточенное отверстие. Расточенную поверхность отверстия и наружную поверхность кольца дважды обезжиривают техническим ацетоном и просушивают на воздухе 8. 10 мин. Рецептура эпоксидного состава и последовательность его приготовления принимают аналогично применяемым при нанесении эпоксидного состава с последующей постановкой подшипника и описанными ранее.
Тонкий слой эпоксидного состава наносят на расточенную поверхность отверстия и наружную поверхность кольца и выдери живают в течение 10 мин. Затем с помощью пресса запрессовывают кольцо в подготовленное отверстие, но не позднее 15 мин после нанесения состава. После отвердевания состава по одному из описанных ранее режимов кольца растачивают до номинального размера.
В то же время способ постановки толстостенных колец ослабляет сечение перемычек, требует большого объема механической обработки. Работы по ремонту корпусных деталей составами на основе эпоксидных смол проводят на специальном рабочем месте, типовая планировка которого приведена на рисунке 118.

При ремонте оборудования наверняка сталкивались с проблемой поломки чугунных деталей- лапы электродвигателей, чугунные фланцы или корпуса механизмов станков и оборудования, дефектов в виде трещин в корпусах из чугуна. Каких только методов сварки чугуна не придумывали гаражные умельцы и специалисты производства.
В первую очередь многие мастера и сварщики действуют методом “тыка” не понимая свойств и разницы между чугуном и сталью, которая как правило неплохо сваривается. “Ютюберы” выкладывают свои “полезные” видео по сварке чугуна, выдавая часто технически не верные советы. Казалось бы, чугун и сталь — это металлы на основе железа и углерода, в чем же отличия? Обратимся к справочникам:
Сталь и чугун, что общего и в чем отличия
Сталь(от нем.Stahl) — сплав железа с углеродом (и другими элементами), содержащий не менее 45 % железа и в котором содержание углерода находится в диапазоне от 0,02 до 2,14 %, причём содержанию от 0,6 % до 2,14 % соответствует высокоуглеродистая сталь.
Чугу?н— сплав железа с углеродом (и другими элементами), в котором содержание углерода не менее 2,14 % (точка предельной растворимости углерода в аустените на диаграмме состояний)

Из справочника понятно, что чугун по сравнению со сталью перенасыщен углеродом (он же графит) и потому углерод в сплаве с железом более 2,14% образует пористую структуру с вкраплениями графита. Детали из чугуна впитывают в себя масла и это свойство используется в подшипниках скольжения, но сварка таких деталей требует специальных технологий. Чугунные изделия,при работе в средах с высокими температурами (термин “горелый чугун”) сварить практически невозможно из-за образования окислов кремния и углерода.
Чугун при нагреве, в отличии от стали не бывает пластичен, он может быть либо твердым, либо жидким (как лед). Проблемы с трещинами возникают при его остывании из-за возникновения больших термических напряжений между швом и основным металлом металлом.
Как аварийно заварить стальную трубу или устранить свищ если мешает вода?
Я знаю 10 способов заварить свищ или стык с водой,а Вы сколько? Привет всем практикам и теоретикам ремонта! Поработал я со своими парнями (неплохими спецами по сварке и монтажу) на стройках, в монтаже и в ремонте теплоэнергетики. Часто занимались заменой трубопроводов теплосети, стальных водопроводов, различных стояков в домах и производственных
Способы ручной дуговой электросварки сварки чугунных изделий при ремонте оборудования.
В первую очередь необходимо понимать:
- Какой марки чугун (серый, ковкий, с шаровидным графитом и т.д.) и с чем мы хотим его сварить.
- Что за нагрузки будет нести свариваемая деталь.
- Сколько средства мы готовы потратить для восстановления детали и стоит ли шкурка выделки.
- Как правильно произвести разделку шва и очистку от вредных примесей.
Горячая сварка чугуна
Применяется для ответственных деталей, когда требуется сохранить состав и прочность сварного шва. При такой сварке деталь медленно прогревается (не более 100°C. в час) до 700°C.Сварка производится с широкой разделкой угольными электродами толщиной 8 и более мм и только в нижнем положении. После сварки требуется очень медленное охлаждение (не более 50°C в час) Нагрев и охлаждение таких деталей осуществляется на специальном оборудовании с программированием режимов нагрева и остывания.
Полугорячая сварка чугуна
Применяется для менее ответственных деталей и производится с предварительным и сопутствующим подогревом 300-350°C. Варится малоуглеродистыми стальными электродами с добавлением легирующих элементов (например электроды по нержавеющей стали с большим содержанием никеля). Для присадки добавляют чугунный пруток.
Холодная сварка чугуна с применением электродов из биметаллов .
Сегодня для сварки чугуна с чугуном и чугуна со сталью применяют специальные биметаллические электроды. В состав таких электродов входит никель, обеспечивающий наибольшую пластичность и меньшие внутренние напряжения при строгом соблюдении технологии сварки. Для выбора типа электродов надо знать какой тип чугуна (или чугуна со сталью) свариваем, сколько проходов необходимо будет сделать. Для различных вариантов сварки чугуна такие фирмы как ESAB, ZELLER, UTP, выпускают электроды для холодной сварки с графито- базовым покрытием.
Из личной практики ремонта, могу сказать, что, к примеру, электродами Zeller855 можно сваривать любой чугун и чугун со сталью даже с присутствием масла в деталях. Конечно же по возможности масло нужно предварительно максимально удалять. Лучшие результаты для ремонта трещин нагруженных деталей получаются при добавлении в шов стальных прутков. В России более популярны электроды ESAB марок ОК 92.18, ОК 92.58, ОК 92.60, ОК 92.78
Особенности технологии сварки чугуна .
- “U” образная разделка сварочного шва или деталей для сварки. Угол разделки 60-70°- острые углы не допускаются.
- Для очистки от масла можно использовать специальные разделочные электроды, которые выжигают масло и убирают влагу.
- Обязательно хорошо зачистить поверхности шлифовальной машинкой.
- Если это заварка трещины, то необходимо засверлить её на концах сверлом 3-4мм.
- Сварку производить по “обратноступенчатой” технологии (от середины к краям) варить короткими проходами по 2-3 см на минимальной дуге.
- Электрод надо вести медленно, с небольшими поперечными колебаниями.
- При сварки производить постоянный контроль температуры детали, которая не должна превышать 80°.
- Наплавленный валик (2-3 см) (пока имеет малиновый цвет) необходимо проковать(обстучать) зубилом с скругленным бойком, для снятия внутренних напряжений(термоусадочных).
- Важно! Удары при проковке наносились не перпендикулярно наплавленному валику, а с оттяжкой вдоль оси валика от его конца к началу. Такая технология проковки снижает вероятность образования трещин.
Сварка проводится постоянным током обратной полярности (+ на детали)

Для дополнительного снятия внутренних напряжений шва производители электродов рекомендуют приваривать накладную стальную пластину без острых кромок. Такая пластина распределит нагрузку по большей площади.

При холодной сварке чугуна в домашних условиях можно применять простые стальные электроды добавляя в разделку медный или нержавеющий пруток. При этом, конечно, не допускать перегрева детали более 100° и не забывать о проковке. При большой длине шва накладывать валики лучше с разных сторон, не допуская перегрева детали свыше 100 градусов.






Все материалы добавляются пользователями. При копировании необходимо указывать ссылку на источник.

Вот так я отреставрировал советские чугунные батареи в собственном доме.
Думаю, это будет интересно и другим мастерам.
Сначала — видео, а потом объяснение с фотографиями.
Прежде, чем приступать к реставрации, удостоверьтесь, что батарея — рабочая и нигде не протекает.

Затем радиатор зачищается от грязи и остатков краски. В моем случае была использована корщетка для УШМ, в народе называемая болгаркой.


Следующий этап — обезжиривание и покраска.
Я красил фоновым зеленым цветом.