Ремонт штангенциркулей своими руками
Добавил пользователь Владимир З. Обновлено: 30.08.2024
Края профиля срезаются, как показано на фото внизу, чтобы вставлять болты крепления иголок. Т.е. от профиля отрезается 3 стороны из четырех так, чтобы осталась пластина для сверления под болты крепления иголок.
Далее отверстия — для М8 сверлим отверстия диаметром 8мм.
А для верхней части — 6мм, т.к. там используются болты М6.
Верхнюю скобу можно изготовить из листовой стали толщиной 1мм.
Вверху скобы сверлится отверстие на 6мм и туда вставляется болт М6 с двумя гайками — это ручка для удобного вращения циркуля (см. фото внизу статьи).
Нижние болты М8 зажимаются в тиски, на резьбе, близко к головке болта, делается небольшой надпил круглым напильником — так их будет удобнее сверлить, затем намечается и сверлится отверстие 3мм для вставки иголки
Головки болтов лучше сточить наполовину, чтобы ножки циркуля могли максимально близко соприкасаться.
А также, после вставки иголки, под гайку лучше подложить шайбу, иначе гайка будет очень плохо вращаться на иголке.
Для иголок использованы два куска вала от старого принтера — каленый пруток диаметром 3мм.
В итоге, за вечер работы (в другой вечер я разобрал его и покрасил), я получил отличный циркуль с большими достоинствами и небольшими недостатками.
О недостатках моего циркуля
В остальном, циркуль получился замечательный и уже помогает мне в работе. Возможно, что в будущем я сделаю циркуль версии 2.0, где учту уже все недостатки первой версии.
Видео
Слесарный циркуль из старых плоскогубцев
Всем доброго времени суток. В данной статье рассмотрим как один парень сделал слесарный циркуль своими руками. Для изготовления этого инструмента автор взял старые плоскогубцы с отломанной губкой. (Но по словам автора подойдёт любой инструмент с шарнирным соединением половинок рукоятки, даже старые ножницы.) Вторую губку автор тоже отрезал. Затем он на УШМ одел шлифовальный круг и произвел грубую обработку. Далее обработал всё лепестковым кругом. Затем обработал на гриндере. Места где не смог обработать на гриндере автор обработал бормашиной. Наконечники циркуля автор будет делать из сломанных метчиков. Обрежет их нужного размера и заточит один край. (Сломанные свёрла также подойдут.) На краях рукояток автор сделает отверстия. Далее автор обработает отверстия хлористым цинком и припаяет наконечник в отверстие рукояти. Лишнее уберёт. Далее в этих местах автор сделал отверстие 2.5 мм в диаметре и нарезал резьбу. Затем от шампура он отрезал кусочек полосы. Затем автор в этой пластине сделал несколько отверстий. Далее он их рассверлил. Затем обработал эти отверстия надфилем сначала треугольным, а затем плоским. Далее он обработал всё это плоским напильником. Потом на наждачной бумаге. И в конце бормашиной с насадкой из скотч-брайта. После установил готовую деталь на своё место и закрепил с помощью небольших болтиков. Вот так выглядит готовый инструмент автора. Минимальный размер между губками 11 мм. А максимальный 147 мм. Далее автор проводит тест. Всем спасибо. До встречи в следующей статье.
Чем заменить циркуль

Всем известно, что циркуль – это инструмент для черчения окружностей. Иногда случаются ситуации, когда его не оказывается под рукой и приходится искать чем заменить циркуль.
Существует множество вариантов для замены в домашних условиях. Рассмотрим самые популярные подручные аналоги циркуля.
Оглавление
Штангенциркуль является универсальным измерительным инструментом. Он предназначается для измерений высокой точности. С его помощью можно определить как наружные, так и внутренние размеры детали, глубину отверстий и прочее. Это один из самых распространенных инструментов в технической сфере, который удобен в использовании. Он используется на уровне с такими вещами как микрометр и нутромер. Благодаря своей механической структуре, прибор практически не имеет ограничений по сроку службы, так как вывести его из рабочего состояния могут только деформации. Несмотря на распространенность, многие люди не знают как пользоваться штангенциркулем.

Измерение штангенциркулем применяется как в промышленной сфере, так и в частной, так как устройство занимает относительно мало места. Одним из характерных признаков тут является шкала нониуса, которая позволяет совершать измерения до десятых долей миллиметра. Особенности конструкции позволяют фиксировать измеряемою деталь, причем как с внутренней стороны, так и с наружной, чтобы уменьшить вероятность возникновения погрешности. Для использования тут не требуется специальная подготовка и можно приступать к работе практически сразу.
Устройство и принцип работы штангенциркуля
Название свое инструмент получил благодаря наличию штанги, на которой нанесена основная шкала. Нониус относится к дополнительной шкале, которая помогает следить за десятыми или сотыми долями миллиметров, если того требует измерение. В устройстве изделия имеются такие основные элементы как:

- Штанга;
- Двигающаяся рамка;
- Основная шкала, находящаяся на штанге;
- Губки измерений внутренней стороны;
- Губки измерения внешней стороны;
- Глубиномер;
- Нониус;
- Винт, который зажимает рамку.
В некоторых моделях встречается двойная шкала, которая может показывать исчисления не только в миллиметрах, но и в дюймах. Другие детали штангенциркуля, как правило, остаются прежними.
Во время передвижения движущихся частей перемещается и часть с контрольным делением, которая и будет показывать количество миллиметров. Независимо от того, хотите вы измерить внешние размеры, внутренние или глубину, движения будут одни и те же, отличается только контрольная концевая мера.Для этого есть глубиномер, который упрется в дно измеряемого предмета. Для обыкновенных размеров деталь требуется зафиксировать во внутренних или внешних губках. После определения значения по основной шкале, можно воспользоваться нониусом для более точных показаний.
Правила пользования штангенциркулем
- Во время измерения детали ни в коем случае не стоит допускать ситуации, чтобы губки штангенциркуля перекашивались. После того, как они дойдут до нужного положения, их требуется зафиксировать при помощи стопорного винта, чтобы избежать вышеуказанных неприятностей.
- Во время чтения показаний прибора, следует держать его перед глазами прямо.
- При использовании устройства требуется соблюдать правила безопасности, так как концы губок у него достаточно острые и могут нанести травму.
- Хранить его следует в местах где не попадают опилки, стружка, вода, пыль и другие негативные факторы. При этом не стоит располагать его далеко от рабочего места, так как он часто используется.
- После работы и перед ее началом инструмент следует протирать чистой ветошью.
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Ремонт квартиры своими руками всегда связан с необходимостью выполнения различных измерений.
Обычная линейка или рулетка не всегда могут обеспечить необходимую точность, а в отдельных случаях ими просто невозможно пользоваться.
Штангенциркуль относится к профессиональным измерительным инструментам.
Наши советы призваны помочь домашнему мастеру выбрать его для выполнения многих видов замеров и разметочных работ в быту. Краткий обзор промышленных изделий большого ассортимента позволит точнее определиться с необходимой моделью по ее техническим характеристикам.
Оптимальный выбор возможен на основе учета:
- классов точности;
- пределов измерения;
- удобств пользования;
- простоты конструкции;
- стоимости.
Транспортир
Возьмите обычный транспортир. Обведите его округлую часть. Затем переверните и обведите вторую. Единственная сложность – нужно точно приложить инструмент для получения ровного круга. Еще один недостаток – радиус окружности ограничен размерами транспортира.
Как сделать циркуль из карандашей. Самодельный кронциркуль. Материалы для циркуля
Иголка с нитью
Привяжите на один конец нитки иголку, на второй – карандаш. Вставьте иглу в бумагу, натяните нить и рисуйте круг. Радиус можно регулировать длиной нитки.
Эти подручные средства помогут заменить циркуль. Они не требуют больших затрат, а инструмент для замены наверняка есть у каждого.
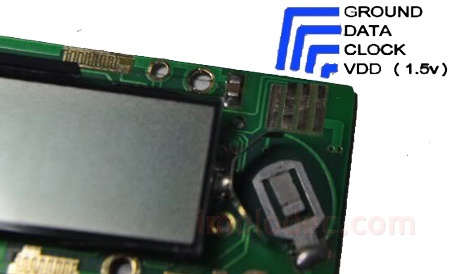
Как вы увидите из этой статьи, модификация электронного цифрового штангенциркуля очень простая процедура, но она должна быть выполнена аккуратно, чтобы не повредить инструмент. Конструкцией электронного штангенциркуля предусмотрены 4 специальных контакта. Эти контакты, например, можно использовать для подключения внешнего источника питания, контроля функций и т. д.

Назначение контактов следующее(слева на право): отрицательная клемма, данные, часы и положительная клемма.
Для активации скрытых опций электронного цифрового штангенциркуля необходимо соединить контакты 2 и 4 вместе.
Возможно разные электронные штангенциркули имеют некоторые различия, но в целом их модификация проводится аналогично.
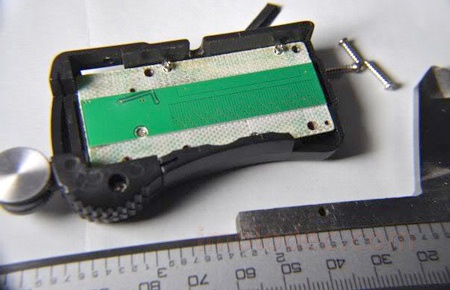
Первый шаг в доработке – поиск винтов, скрепляющих корпус. На нашем штангенциркуле они расположены под пластиковой наклейкой. Их расположение видно на фотографии.

После открытия пластикового корпуса, содержащего печатную плату, дисплей и несколько металлических элементов, необходимо открутить несколько винтов для извлечения печатной платы.
Следует соблюдать особую осторожность при обращении с печатной платой и дисплеем.
Дисплей подключен к печатной плате, посредством токопроводящей резиновой прокладки. Постарайтесь не отсоединить дисплей от платы, поскольку в этом случае при сборке будет довольно трудно выровнять соединения. А при неправильном расположении возможно самопроизвольное отключение дисплея и появление на нем странных символов.
После извлечения печатной платы электронного штангенциркуля, мы получаем доступ к нужным контактам.
Теперь можно припаять 2 тонких провода (чем тоньше, тем лучше). Один припаять к контакту номер 2, а другой к контакту номер 4.

Для замыкания этих клемм лучше всего использовать микрокнопку, например от старой компьютерной мыши. Выводы кнопки нужно согнуть под углом 90 ? (как на картинке), чтобы она плотно вошла в слот и, следовательно, прочно удерживалась на месте.

После припаивания проводов, сборка электронного цифрового штангенциркуля осуществляется в обратном порядке. После сборки из гнезда должны торчать, припаянные провода.
После этого припаиваем кнопку и помещаем ее в слот.

Так как ножки кнопки были предварительно согнуты, они подпружинивают кнопку и она прочно удерживается на месте. Вот как это выглядит.

При нажатии новой кнопки, мы получаем доступ к некоторым режимам, которые ранее были не доступны.

При повторном нажатии кнопки, электронный штангенциркуль войдет в режим минимального значения (MIN). В этом режиме на дисплее отображается самое минимальное измеряемое значение.

При нажатии кнопки еще раз, электронный штангенциркуль перейдет в режим максимального значения (MAX). В этом режиме на дисплее отображается самое максимальное измеряемое значение.

Модифицированный таким образом электронный цифровой штангенциркуль раскрывает весь свой функционал и возможности.
Надежность работы измерительных инструментов зависит от точности их изготовления и пригонки основных деталей. По мере износа инструмент нужно ремонтировать, устраняя кривизну направляющих ребер штанги, негтараллельноеть или неперпенди- кулярность рабочих поверхностей губок, перекос рамки и т. д.
Рабочую поверхность штанг штангенинструментов проверяют по краске на поверочной плите; неровности спиливают личным напильником и доводят на притирочной чугунной плите. При этом надо выдержать параллельность ребер в пределах 0,02—0,03 мм. Измерительные губки передней части штангелей и основание штангенрейсмусов должны быть обработаны под углом 90°.
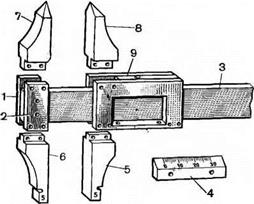
Рис. 145. Прием сборки мерных губок штангенциркуля
рон. Затем загоняют в отверстия заклепки и расклепывают их заподлицо с поверхностью щечек. Закрепив губки на штанге 3 и раме 9 и убедившись, что они жестко установлены в пазах, опиливают и зачищают их по всему контуру, при этом проверяют контрольным угольником перпендикулярность их рабочих поверхностей к поверхности ребра штанги. Опилив и зачистив все наружные поверхности, а также рабочие поверхности губок, их термически обрабатывают до твердости HRC 56—58 и отпускают на 2—3 единицы. После этого тщательно зачищают наружные поверхности рамки и губок, устанавливают и закрепляют винтами в рамке нониус 4, в хомутик и рамку вставляют пружины и надевают их на штангу 3. Штангенциркуль в собранном виде закрепляют в слесарно-лекальных тисках и приступают к доводке измерительных плоскостей губок.
При доводке измерительных плоскостей губок 6 и 7 (рис. 145) штангенциркуля следует угольником проверять их перпендикулярность плоскости штанги 3. Параллельность ребер штанги и плоскостей губок проверяют с помощью концевых мер, зажимаемых
винтами между измерительными плоскостями при передвижении рамки через каждые 10 мм длины штанги.
 |
При передвижении рамок с губками по штанге 3 сила нажима измерительных плоскостей губок на концевые меры должна быть везде одинаковой. Измерительные плоскости губок доводят с помощью трех чугунных притиров, отличающихся один от другого по высоте на 0,25 мм. Притиры периодически доводят и смазыва-
Рис. 146. Способ проверки па — Рис. 147. Настольный штамп для
раллельности плоскостей губок гибки пластиночных пружин к
штангенциркуля с помощью штангенинструментам
плитки концевых мер
ют 10—12-микронной пастой ГОИ, смоченной керосином. При сборке узлов штангенциркуля необходимо уделять особое внимание работе пластиночных пружин, вставленных в пазы рамки и хомутика, так как от них во многом зависит не только плавность перемещения рамки по штанге инструмента, но и точность контроля наружных и внутренних размеров детали измерительными губками.
Плоскости ребер штанги можно считать параллельными друг другу и перпендикулярными измерительным плоскостям губок в том случае, когда при соприкосновении этих плоскостей с литым блоком концевых мер и острых губок 7 и 8 и тупых губок 5 и 6 показания штангенциркуля будут одинаковы.
При проверки параллельности плоскостей губок в процессе их доводки необходимо следить за тем, чтобы винты 7 и 8 (рис. 146) только слегка зажимали пружины в рамке 2 и хомутике 9. Это делается для того, чтобы рамка и хомутик свободно без перекосов перемещались по штанге 1. При этом, захватывая правой рукой хомутик 9 и рамку 2, лекальщик должен лишь передвигать их по штанге, а левой рукой, захватывая плитку концевых мер 10, слегка покачивать ее между плоскостями тупых губок 3 и 4 и острых губок 5 и 6.
Перемещая плитку вдоль и поперек плоскостей губок, проверяют не только параллельность их плоскостей между собой, но и прилегаемость плоскостей плитки W к обрабатываемым плоскостям губок штангенциркуля.
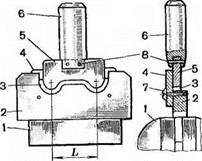
На рис. 147 изображена схема настольного ручного штампа
для гибки заготовок пластиночных фасонных пружин из стали 65Г для штангенинструментов. Матрицу 2 штампа зажимают в тиски 1 и укладывают в нее заготовку пластиночной пружины 3, затем левой рукой захватывают хвостовик 6 штампа и прижимают пуансон 5, соединенный с хвостовиком штифтами 8, к упорной планке 4, закрепленной на матрице 2 винтами 7. Затем рукояткой молотка легко ударяют по хвостовику 6 штампа. В результате получается требуемая форма пластиночной пружины длиной L. Размеры штампа
выполняют в зависимости от длины рамок и хомутиков штангенинструментов.
На рис. 148, а показан прием исправления кривизны параллельных боковых поверхностей штанги 2, закрепленной в слесарных тисках 1 между тремя алюминиевыми прокладками 3. В процесе правки левой рукой перемещают штангу вдоль прокладок 3, а правой рукой, поворачивая ручку 4 тисков и слегка нажимая на прокладки, исправляют кривизну штанги. На рис. 148, б показан другой способ правки кривизны штанги 2, зажатой между алюминиевыми прокладками 5 в губках тисков. В отличие от предыдущего способа кривизна штанги исправляется поперек боковых ее плоскостей с помощью вилообразной оправки 6.
Приспособление, изображенное на рис. 149, предназначено для шлифования и припиловки поверхностей линеек штангенциркуля. В паз основания 1 укладывают на установочные винты 2 линейку 3 до упора в штифт 4 и зажимают ее с двух сторон и с торца винтами 5 и 6. С помощью индикатора проверяют параллельность поверхности, после чего приспособление утолщенным торцом ус-
танавливают на электромагнитную плиту до упора. Отшлифовав поверхности линейки и губки с одной стороны, шлифовальный круг поднимают и, не изменяя установки приспособления, переворачивают линейку и шлифуют поверхности с другой стороны. Затем штангенциркуль собирают и доводят плоскости его губок и подвижной рамки.
При ремонте штангенрейсмуса (рис. 150, а) необходимо следить за соблюдением перпендикулярности штанги основанию. Поэтому перед правкой штанги 1 необходимо довести основание 2 инструмента и проверить перпендикулярность штанги угольником 3, закрепленным винтами на призме 4, установленной на контрольной плите 5.
Микрометры, как и другие виды измерительных инструментов и приборов, проходят проверку и аттестацию на пригодность их к эксплуатации. В микрометрических измерительных инструментах в большинстве случаев выходят из строя микрометрические винты, рабочие плоскости которых требуют в этом случае тщательной доводки.

ПРОФремонт мерительного инструмента. запись закреплена
ПРОФремонт мерительного инструмента. запись закреплена
ПРОФремонт мерительного инструмента. запись закреплена
ПРОФремонт мерительного инструмента. запись закреплена
ПРОФремонт мерительного инструмента. запись закреплена
ПРОФремонт мерительного инструмента. запись закреплена
ПРОФремонт мерительного инструмента. запись закреплена
Мы занимаемся ремонтом универсального мерительного инструмента: штангенциркули ШЦ и штангенциркули электронные ШЦЦ, штангенглубиномеры ШГ , и штангенглубиномеры электронные ШГЦ, микрометры гладкие МК и микрометры рычажные МР, скобы рычажные СР (пассаметры), нутромеры индикаторные НИ и нутромеры микрометрические НМ, индикаторы часового типа ИЧ и индикаторы рычажно-зубчатые ИРБ.
Показать полностью.
Главная составляющая исправной работы предприятия-постоянный контроль и своевременный ремонт универсального мерительного инструмента.
Производим ремонт любой сложности микрометрического инструмента-как отечественного производства, так и
импортные.
Ремонт проводится специалистами высокой квалификации

Читайте также: