Ремонт гильотины для рубки металла своими руками
Добавил пользователь Алексей Ф. Обновлено: 31.08.2024
В этом видео делаю приспособление которое может рубить кирпич по нужной вам разметке без грязи и пыли, при этом .
своими руками, кирпич, декор, ремонт, кирпичи, производство кирпича, имитация кирпича, лофт, декоративная штукатурка, .
Вот мы разметили также и кирпич попробуем как себя чувствует сейчас мы попробуем создать максимальную высоту .
Производственный процесс изготовления кирпича безобжиговым способом. Предварительно подготовленная масса из .
В этом видео мы посмотрим как можно сделать колотый кирпич под эффект Скала своими руками. Задумывались ли вы .
Колим кирпич под облицовку Как сделать тонким кирпич для закладки труб в санузле. Лучше чем гипсокартоном .
Гильотина по металлу электромеханическая Толщина металла 3 мм Длина резки 1300 мм Примерная стоимость станка .
Друзья! В этом видео я покажу, как без особых затрат, можно сделать лучшую имитацию декоративного камня Венеция.
Самодельный станок для производства вибропрессованных блоков и кирпичей. Станок производит сразу два кирпича или .
Как можно делать кирпичи из отсева и цемента своими руками в домашних условиях лего кирпич, лего станок, .
Стена под кирпич своими руками это просто, никакого кирпича и его заменителей, будет кирпич из штукатурки. Результат .
Гильотины для рубки металла на сегодняшний день являются довольно сильно востребованными. Собрать их .
Как сделать гильотину? Когда впервые была применена гильотина? Почему не стоит делать гильотину своими руками?
Предназначение ножа-гильотины, для колки камня. Для резки тротуарной плитки, теперь нет надобности в дорогой .
Популярные сейчас кирпичики на стены делают не только из искусственного камня, но и с помощью различных техник .
Гильотинные ножницы или гильотины для рубки металла бывают с механическим и гидравлическим приводом. В обоих видах станков при длительной эксплуатации изнашиваются подшипники скольжения (бронзовые втулки) вала привода ножевой балки. Так же вследствие износа направляющих ножевой балки увеличивается зазор между ножами, что приводит к неправильному резу. В процессе работы нужно следить за состоянием режущих кромок ножей (вовремя шлифовать). У ножниц с пневматическим пуском может выйти из строя пневмораспределитель и пневмомуфта, изнашиваются и резиновые уплотнения, что приводит к потере мощности реза. У ножниц с механическим пуском изнашивается механизм включения хода ножевой балки. Так же из-за поломок концевых выключателей ножевая балка может останавливаться не в нужном положении либо не останавливаться вовсе. Существуют и другие менее частые поломки.
Если вам необходимо отремонтировать гильотинные ножницы — обращайтесь и мы постараемся вам помочь. Алголритм ремонта станков вы найдете в разделе РЕМОНТ.
Замена ножей гильотинных ножниц.

Рис.1
Наиболее часто встречающиеся неисправности у гильотинных ножниц, как у гидравлических, так и у механических связаны с ножами, поскольку именно они принимают на себя всю полноту нагрузки в процессе эксплуатации станка. Ножи тупятся, получают сколы или вовсе раскалываются, и здесь не обойтись без снятия старых и установки новых или отшлифованных ножей. Рассмотрим данную операцию на примере ремонта гидравлических гильотинных ножниц НА 3225 (рис. 1).
Рис.2 Рис.3
Порядок ремонта следующий.
Сначала снимаем защитную решетку, после чего можно подробно осмотреть повреждения верхних и нижних ножей вдоль всей линии реза (рис. 2, 3).

Рис.4
Откручиваем крепежные болты нижних ножей и меняем их с тыльной стороны станка (рис. 4).

Рис.5
Для замены верхних ножей сначала необходимо демонтировать те гидроупоры, которые мешают вынуть крепежные болты фиксирующие верхние ножи к ножевой балке (рис. 5).
Рис.6 Рис.7
Затем вынимаем болты, аккуратно снимаем и меняем ножи (рис. 6, 7).
Сборка станка происходит в обратном порядке.
Ремонт электросхемы управления гильотинных ножниц.
Рис.8 Рис.9
На примере гильотинных ножниц марки Н3118 (рис. 8 и 9) можно увидеть суть модернизации.
Рис.10
Электрошкаф находится в левой части станка и прикреплен к станине. На рисунках 10 и 11 показаны внутренности электрошкафа со старой нерабочей схемой.
Рис.12 Рис.13 Рис.14
На рисунках 12, 13 и 14 показан электрошкаф после модернизации.
После проведенных работ электрическая часть данного станка проработает в штатном режиме многие годы.
Капитальный ремонт гильотинных ножниц — Оренбургский завод прессовых машин
Капитальный ремонт гильотинных ножниц
Оренбургский завод прессовых машин, являясь производителем, оказывает также услуги по капитальному ремонту гильотинных ножниц.
Конструктивные элементы оборудования со временем изнашиваются. Наиболее частыми причины выхода гильотин из строя следующие:
- выход из строя ножей;
- изнашивание бронзовых втулок;
- износ направляющих ножевой балки, приводящий к расширению зазора между ножами;
- потеря мощности реза вследствие изнашивания уплотнителей из резины;
- выход из строя концевых выключателей, приводящих к безостановочной работе ножевой балки или остановки ее в не том положении;
- нарушение работы электросхемы механизма в результате замены деталей их аналогами и т.д.

Специалисты нашего завода выполнят предварительную диагностику гильотины, произведут и заменят все необходимые комплектующие, втулки, вкладыши, ножи и другие составляющие конструкции. Собственное производство комплектующих позволяет существенно снизить расходы на ремонт гильотин. Также специалисты осуществят выставление зазоров между ножами, выполнят другие сборочные работы работы с максимальной точностью.
Перечень работ по капитальному ремонту
- Составление дефектной ведомости ножниц на комплектность по механической части и электрооборудованию.
- Полный демонтаж и разборка всех узлов.
- Чистка, промывка и протирка деталей ножниц.
- Дефектовка, контроль, сортировка деталей.
- Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
- Шлифовка стола, ножевой балки, ножей.
- Обработка станины, механизма реза и других базовых деталей.
- Изготовление бронзовых втулок и вкладышей.
- Ремонт кривошипного вала с заменой подшипников качения и скольжения.
- Замена системы смазки.
- Ремонт пневмосистемы (пневмораспределителя) для ножниц с пневматической муфтой.
- Ремонт электрошкафа с заменой установочной аппаратуры.
- Сборка ножниц с восстановлением электропроводки
Дополнительные работы:
1. Замена муфты-тормоза
2. Замена шестерен редуктора
3. Изготовление электрошкафа
4. Изготовление заднего упора
5. Установка новых ножей
Завершающим этапом станет защитная окраска гильотинных ножниц, их обкатка и проверка оборудования в действии.
Дооверьте капитальный ремонт и обслуживание гильотин профессионалам!
Ремонт гильотинных ножниц
Гильотинные ножницы бывают с механическим и гидравлическим приводом. В обоих видах станков при длительной эксплуатации изнашиваются подшипники скольжения (бронзовые втулки) вала привода ножевой балки. Так же вследствие износа направляющих ножевой балки увеличивается зазор между ножами, что приводит к неправильному резу. В процессе работы нужно следить за состоянием режущих кромок ножей (вовремя шлифовать).
У ножниц с пневматическим пуском может выйти из строя пневмораспределитель и пневмомуфта, изнашиваются и резиновые уплотнения, что приводит к потере мощности реза.
У ножниц с механическим пуском изнашивается механизм включения хода ножевой балки. Так же из-за поломок концевых выключателей ножевая балка может останавливаться не в нужном положении либо не останавливаться вовсе. Существуют и другие менее частые поломки.
Если вам необходимо отремонтировать гильотинные ножницы — обращайтесь и мы постараемся вам помочь.
Алголритм ремонта станков вы найдете в разделе РЕМОНТ .
Характерные неисправности
Замена ножей гильотинных ножниц.
Наиболее часто встречающиеся неисправности у гильотинных ножниц, как у гидравлических, так и у механических связаны с ножами, поскольку именно они принимают на себя всю полноту нагрузки в процессе эксплуатации станка. Ножи тупятся, получают сколы или вовсе раскалываются, и здесь не обойтись без снятия старых и установки новых или отшлифованных ножей. Рассмотрим данную операцию на примере ремонта гидравлических гильотинных ножниц НА 3225 (рис. 1).
Порядок ремонта следующий.
Сначала снимаем защитную решетку, после чего можно подробно осмотреть повреждения верхних и нижних ножей вдоль всей линии реза (рис. 2, 3).
Откручиваем крепежные болты нижних ножей и меняем их с тыльной стороны станка (рис. 4).
Гильотина для рубки металла признается экспертами одним из самых востребованных видов оборудования, используемого во многих производственных отраслях.
1 Зачем нужна гильотина для рубки металла и арматуры?
Под гильотиной понимают специальный станок, на котором осуществляется нарезка и рубка различных металлов, кабельной бумаги, стеклоткани.
Он подходит как для больших промышленных предприятий, так и для мелких производств, отличается долговечностью, достаточно простой и по-настоящему надежной работой.
Такой станок не требует долгой подготовки металла для рубки, обеспечивает высокую скорость и качество проведения процесса.
Лезвие агрегата затачивается таким образом, чтобы после обработки на краях материала не было окалин, кромка получалась очень ровной без заусенец, заминов, зазубрин. Оптималь
Ремонт гидравлических гильотинных ножниц HACO в СПб
Гильотинные ножницы представляют собой механизм, предназначенный для рубки листового материала. Главная деталь в конструкции таких ножниц – подвижный нож, который двигается в одной плоскости.
Основное преимущество гильотинных ножниц обуславливается их конструкцией – непосредственно в момент реза на материал оказывается давление гораздо меньшее, чем требуется обычно для выполнения резки. Это очень эффективный инструмент. Еще одним недостатком является невозможность раскроя сложных деталей, однако при необходимости сделать простой разрез гильотинные ножницы являются самым экономичным и оптимальным выбором.
Ножницы от компании HACO имеют жесткую конструкцию, которая отлично подходит как для применения на массовом производстве, так и на небольших предприятиях, причем с повышением объема работы изделие не теряет точность.
Производитель HACO имеет огромный опыт работы на рынке и постоянно совершенствует свою продукцию, внедряя новые технологии. Так, для управления станками HSL используются гидравлические цилиндры в верхней части изделия. Открытость же задней стороны инструмента дает работнику доступ к заготовкам.
Работа ножниц HACO
Устройства HACO функционируют по принципу раскаченной балки (мод.SST), когда небольшой угол наклона лезвий обеспечивает получение результата необходимого качества и минимизирует побочный эффект в виде деформации листа материала. Такой подход к устройству конструкции изделий дает возможность сделать минимальным износ ножей в результате эксплуатации.
Станки HACO отличаются доступностью управления и легкостью в обслуживании механизма, чему во многом способствует его простота. Слабую изнашиваемость имеют направляющие детали изделий. У станков надежная сварная станина, для изготовления которой используются только высокопрочные конструкции, что существенно увеличивает точность реза и снижает количество деформаций металла.
Ремонт гильотинных гидравлических ножниц HACO в СПб
Гидравлические гильотинные ножницы, как и любой другой механизм, подвержены различным повреждениям, которые могут потребовать ремонта. ИП Емельянов И.Г. в СПб может отремонтировать следующие характерные неисправности:
- Износ подшипников направляющих ножевой балки. Данная неисправность возникает вследствие продолжительной эксплуатации изделия.
- Неправильный рез. Может возникнуть как в результате увеличения зазора между ножками и изнашивания направляющих ножевой балки. Эксплуатация гильотинных ножниц требует постоянного внимание и ухода за механизмом, нужно не забывать шлифовать режущие кромки ножей.
- Замена подшипников и направляющих заднего упора.
- Замена ремкомплектов гидроцилиндров.
- Возможны неисправности концевых выключателей. Следствием такой поломки является изменение положения.
ремонт гильотины Спорт видео
ремонт станков 0964603148 вся Украина.
Продам гильотинные ножницы Н3121 бу, после ремонта, с доставкой по Украине.
Ремонт ножниц гильотинных НА3121 Макс. ширина листа 2000 мм. Макс. толщина листа 12 мм. stanok.at.ua 0632843425 0675665803.
Ремонт пневмомеханической гильотины НА3121 Ширина листа 2000 мм. Толщина листа 12 мм. 0632843425 0675665803 stanok.at.ua.
Ножницы гильотинные Н475(механика) Поменяла бронзовая втулка в колесе, рабочая втулка, рабочая шпонка 0632843425…
Резак-гильотина Ideal 3905. Покупка-Продажа. Ремонт. Ножи. Марзаны.
Ремонт ножниц гильотинных НА3121. Собираем пневмомуфту и пробный пуск. Ширина листа 2000 мм. Толщина листа 12…
Нож для резака-гильотины Ideal 3905.
Купить ножи для гильотины пермь / Ремонт гильотины металла / Ножницы гильотинные нд3316г купить / Гильотина…
Всем привет . В этом видео я показываю как привожу в божеский и рабочий вид ручную гильотину для резки…
Ручная гильотина для резки металла своими руками — не столь недостижимая цель. Нужно уметь работать со сваркой и некоторыми слесарными инструментами.

Металлообрабатывающие станки — дорогая и сложная техника, купить которую в состоянии не каждая мастерская, не говоря уже об отдельном человеке. Но многие из станков можно сделать самостоятельно. Например, ручная гильотина для резки металла своими руками — не столь и недостижимая цель. Все что нужно — умение работать со сваркой и некоторыми слесарными инструментами.
Естественно, совсем без финансовых вложений не обойтись. Ножи, к примеру, самостоятельно изготовить не выйдет никак. Это сложная деталь заводского производства, для которой требуется специальная сталь и станки для ее обработки. Но купить ножи для гильотины можно без труда на рынке, в интернете или в специализированных магазинах.

Сделанный из рессоры нож никогда не будет обладать возможностями заводского.
Многие умельцы под ножи используют различные металлические детали машин, например рессоры, сделанные из стали достаточной твердости. Но такие ножницы будут полезными только для грубого раскроя тонколистовой стали — добиться идеальной прямолинейности лезвия при отсутствии боковых отклонений в домашних условиях сложно, практически невозможно. Лучше остановиться на покупке ножей заводского изготовления. Особенности взаимодействия ножа и стального листа требуют особой прочности режущей кромки.
Особенности работы
Те устройства, которые предназначены для резки металлов преимущественно листового типа за счет рубящего движения, получили название гильотины.
В большинстве случаев, резкой металла занимаются на промышленных предприятиях, для этого используются оборудование специального назначения.
Необходимость в резке листового металла может возникнуть и у домашних мастеров, которые привыкли всю работу по дому делать своими руками.
В этом случае для резки листового металла используют специальные гильотинные ножницы по металлу ручного типа, которые можно увидеть на фото ниже.

Кроме этого, можно собрать для резки металла и специальный агрегат. Такое упрощенное приспособление состоит из острозаточенного лезвия, которое приводится в движение за счет рычага, который прочно прикреплен к его основе.
Для того чтобы при помощи такого агрегата разрезать металл, его необходимо уложить на станину и плавным движением привести в движение лезвие. Если собрать его по всем правилам, то можно резать металл с большой точностью.
Гильотины ручного типа совместно с ножницами по металлу в своей работе используют кровельщики, которые при помощи этих инструментов нарезают необходимые заготовки из кровельного материала.
Схема работы ручных приспособлений для резки металла чем-то схожа с устройствами, которые используются в полиграфической промышленности для нарезки бумаги и картона.
Такие агрегаты имеют компактные размеры, а для их работы не требуется электрическая энергия.
Следует отметить, что и ремонт гильотинных ножниц при необходимости можно провести своими силами.
Гильотины автоматического типа, которые преимущественно используются на промышленных предприятиях, имеют более сложное устройство.
Схема их работы отдаленно напоминает схему функционирования ручных агрегатов, однако функциональные возможности больше в несколько раз.
Изготовление ручной гильотины на видео ниже.
Можно выделить гильотины с гидравлическим и электрическим приводом, а также кривошипные устройства. Все эти агрегаты между собой различаются по конструктивному исполнению, а также имеют как достоинства, так и недостатки.
Преимущества использования этого оборудования для раскроя
Среди разнообразия видов оборудования, которые могут использоваться для резки металла, именно гильотина становится оптимальным вариантом.
Основное предназначение подобного станка – раскрой листового металла различной толщины. При этом можно работать с листами практически любого формата, главное выбрать правильную установку. Некоторые конструкции могут работать даже с круглым и квадратным сечением металлопроката.
Почему стоит использовать для работы именно гильотину по металлу?
На это есть целый ряд причин:
- Отличная точность реза.
- Простая и быстрая работа оборудования.
- Раскрой окрашенных листов без повреждения покрытия.
- Выполнение резки и в продольном, и поперечном направлении.
- Подходит для работы в домашних условиях и на промышленных предприятиях.
Принцип работы этого устройства достаточно стандартен: устанавливаются 2 резака, а между ними закладывается металл, который требуется раскроить. Создавая подобное оборудование своими руками, важно учитывать, что двигается только верхний, а нижний зафиксирован в определенном положении, которое остается неизменным.
Работа самых простых ножниц для работы с металлом
Принцип резки гильотинными (листовыми) ножницами состоит в том, что ножевая балка устройства, к которой закреплена подвижная часть инструмента, по рабочему торцу обязана иметь угол в 1,5…3°, благодаря чему резка металла происходит неодновременно по всей ширине. Это уменьшает усилие резки, но просит приёма, который бы компенсировал сдвиг листового металла (жести, прессованного картона и др.) при резке. Аналогичным образом, потребуется надёжный прижим.

Главные узлы сабельной гильотины
Для привода самодельной гильотины можно задействовать электрический двигатель ограниченной мощности, потому как энергоёмкость процесса невелика. Однако по результатам расчёта самого большого усилия резки как правило хватает и ручного привода, к примеру, рычажного типа (в самодельных устройствах часто предлагается собственно он). Потребуется также надёжное направление подвижных деталей в процессе резки, а еще жёсткая опорная поверхность станины. В данном случае детали самодельной гильотины и само изделие не будут упруго изменяться.

В чертежах в большинстве случаев указываются пределы толщины и ширины листового металла, либо жести, на которые рассчитано устройство. Если же общий процесс получения листовых ножниц собственными руками проходит собственными силами, то проектирование начинают с уточнения силовых параметров резки и выбора схемы механизма.
Отправными данными для выбора конструкции считаются:
- материал, с которым будут выполняться операции;
- предельные размеры листа по толщине, длине и ширине;
- точность деления;
- предельные размеры и габариты ножниц;
- вид привода.
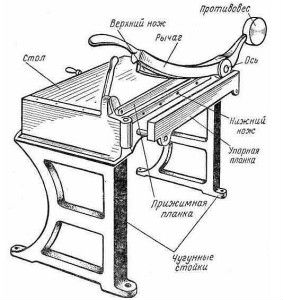
Устройство гильотины
Рисунок все хорошо поясняет:
Так как на гильотине производится резка металла, главное требование к конструкции – устойчивость и прочность.
Станина

Понятно, что подобрать чугунные стойки вряд ли получится. Разве что произвести частичный демонтаж списанного пром/оборудования. Но у всех ли есть такая возможность? Для устройства опор бытовой гильотины вполне подойдет швеллер, труба большого сечения, крупный уголок. Здесь необходимо ориентироваться, с какими образцами планируется работать – толщина, вид металла (алюминий, сталь).
Столешница
Кроме прочности, она должна иметь строгую геометрию. Составная часть гильотины – прижимная планка, которая надежно фиксирует лист (или пачку) на столешнице перед резом. Малейший ее перекос может привести к неровности кромок, появлению заусениц и тому подобное. Для поверхности стола нужно подобрать толстое листовое железо (не менее 8 мм).
Все остальные варианты – ДСП, ОСВ, ФК, гетинакс и так далее – не подходят. Встречаются рекомендации, в которых указаны именно эти материалы. Но при этом не уточняется, сколько прослужит такой стол, особенно при частой эксплуатации гильотины. Кроме того, столешница из толстого металла добавляет всей конструкции устойчивости, чего нельзя сказать о фанере или иных образцах небольшого веса.
Ее размеры выбираются произвольно, исходя из габаритов листов, которые предполагается резать. То есть каждый конструирует гильотину под свои запросы.
И верхний, и нижний должны быть только из инструментальной стали, причем с правильной заточкой. Наверное, это единственные составные части, которые придется заказывать, так как изготовить своими руками точно не получится. Например, через знакомых на заводе, в специализированной мастерской.
Можно найти что-то подобное и в интернете – сейчас покупается и продается практически все. Примерная стоимость 1 ножа – 2 480 рублей. Соответственно, комплект обойдется в пределах 5 000.
Особенность крепления
-
Нижний нож фиксируется к верхней части рамы столешницы намертво, так как его положение – стационарное. Верхний – под углом примерно 2 (±0,5)? по отношению к вертикали. Такое его положение обеспечивает оптимальное распределение нагрузок в процессе резки металлов.
Упорная планка
Она необходима для того, чтобы исключить искривление листа в области реза. Поэтому к ней предъявляются 2 требования – прочность и правильность геометрии. Варианты – уголок или швеллер. Обрезать по размеру и закрепить параллельно столешнице несложно.

Противовес с пружиной
Автор сознательно не приводит примеры чертежей с точными линейными размерами, так как определиться с необходимыми параметрами гильотины с учетом данных рекомендаций труда не составит. Удачи в сборке установки своими руками!
Что можно резать самодельной гильотиной?
Самодельные гильотинные ножницы способны функционировать как полноценное заводское оборудование. Это убеждение доказали многие домашние мастера, создавшие подобный станок в домашних условиях.
Наиболее распространенными модификациями являются устройства, имеющие прямое движение ножа и с изменением угла. В первом случае нож двигается в вертикальном положении и обеспечивает точную резку металлических изделий. Вторая модификация способна разрезать не только листовой металл, но и пруты арматуры и большие металлические уголки.
Самодельная гильотина имеет некоторые ограничения по габаритам. Это объясняется просто. Промышленное оборудование обладает различными типами привода (гидравлическим, пневматическим, электрическим). В самодельном устройстве привод выглядит как механический рычаг или педальный механизм. Приложенное же мастером усилие напрямую влияет на толщину разрезаемого материала.
Гильотина для резки металла, собранная собственными силами, может быть оборудована электромеханическим приводом. Гидравлику или пневматику на привод установить достаточно сложно.

Самодельная гильотина способна разрезать:
- Сталь листовая – черная и оцинкованная толщиной до 1,5 миллиметров;
- Сталь нержавеющая до 0,6 миллиметров;
- Алюминий;
- Пластмассу;
- Картон.
При конструировании оборудовании желательно учитывать планируемый к резке материал.
Самодельная гильотина для резки металла





Опоры корпусные приварные КП-A11
Опоры КП корпусные приварные предназначены для крепления стальных технологических трубопроводов с различным наружным диаметром и различного назначения.

Кессон для скважины металлический
Кессон — это устройство, изготовленное из пластика либо металла, непроницаемое для воды.

Понтоны
Понтон — это плавсредство, которое, обладая положительной плавучестью, служит для поддержания на воде и перемещения различных грузов. Понтоны являются опорой для наплавных мостов, переправ и различных сооружений.

Металл выпускается в виде отливок, поковок и проката. Мы работаем с прокатом. Прокат нужно резать для применения в конструкциях и для дальнейшей обработки. Резка металла — это заготовительная операция, обычно более трудоемкая и затратная, чем собственно сборка или окончательная обработка.
Для резки листового проката мы применяем гильотину. Резка (рубка) на гильотине, с одной стороны, имеет высокую скорость и низкую стоимость, с другой стороны, имеются некоторые ограничения. Например, гильотина рубит только прямые резы и на всю длину заготовки. А самое неприятное, что детали (куски листа) из-под гильотины деформируются, приобретая форму винта вместо желаемой плоскости. Поэтому мы применяем гильотину для рубки листов до 6 мм толщиной.
Для ответственных или толстых листов применяется плазменная резка. Режем лист до 30 мм из любых материалов. Она имеет ограничения по толщине, зато режет и нержавейку, и медь, и алюминий.
Для заготовок толще 30 мм применяется газовая резка (кислородная резка) с применением соответствующего поста. Но таким способом можно резать только черные стали. Что касается сортового проката, для его резки применяем механические пилы, которые дают точный и ровный рез. Однако пилить тонкостенный прокат пилой проблематично.
Для тонкостенного проката применяется труборез, другой абразивный инструмент.
Можно применять также и плазменную и газовую резку. А в отдельных случаях токарные или фрезерные станки.
Режем лист нержавеющих сплавов, алюминия и меди до 30 мм.
Черных сталей до 150 мм.
Сортовой прокат до 250 мм х250 мм габарит на пилах, более- плазмой или газом без ограничений.
- Гильотинные ножницы Н3118
- Сварочник 2-х фазный ВД-306
- Сварочник 3-х фазный ВД-306
- Полуавтомат сварочный BRIMA MIG-500
- Полуавтомат сварочный ИГ-300
- Плазморез GROVERS
- Сварочник GROVERS
- Сварочник 1-фазный BRIMA
- Труборез самодельный
Гидравлические агрегаты – гильотины профессионалов!
Самыми мощными являются гидравлические гильотины, как раз они обладают и самыми высокими характеристиками по длине реза и толщине материала, которые достигают до 8 и более метров и до 60 мм соответственно. Такие агрегаты делятся на два типа, в зависимости от способа подачи лезвия:
- прямой вертикальный тип, в котором рама с рабочим лезвием перемещается вверх-вниз по направляющим, осуществляя резку;
- подача лезвия с поворотной балкой – в данной конструкции рабочее лезвие, закрепленное на раме, вращается вокруг двух точек крепления, размещенных на стенках сбоку. Движения лезвия напоминают движения ковша бульдозера.
Преимущество второго типа – гораздо меньшие габариты всей конструкции, простота в обслуживании и невысокая стоимость. Основное преимущество прямой подачи лезвия – это возможность регулирования угла наклона лезвия, поскольку для оптимальной нарезки разных листов требуется выставлять угол от 0,5° до 4°, благодаря чему подобные агрегаты справляются со своей задачей на отлично, тогда как при подаче лезвия с поворотной балкой при резке металла большой прочности либо толщины качество реза будет заметно ниже.
Для гидравлических гильотин важно иметь прочный, тяжелый корпус, благодаря жесткости которого обеспечивается высокая точность резки. Ножи для агрегатов обычно состоят из метровых модулей, которые изготавливают из высокопрочной стали. Различают ножи для резки обычных металлов и особо прочных. Как правило, один нож может иметь 2-4 рабочих кромки. Периодически меняя стороны, мы существенно продлеваем срок службы всего агрегата.

Другие особенности лазерной резки
Исходя из фактора высокой стоимости, только при достаточной обоснованности такого шага должна быть выбрана лазерная резка металла (оборудование). Цена ее, однако, хоть и высока, но находится немало предприятий и частных лиц, имеющих финансовые средства для приобретения подобной техники.

Еще по этой теме на нашем сайте:
- Газовая резка металла — технология и оборудование для резки
Газовая резка металла представляет собой трудоёмкий процесс, предполагающий нагревание определённых металлических деталей при помощи пламени газа. Происходит данный процесс под воздействием определённой температуры.
Ручная гильотина для резки металла — резка металлов в домашних условиях
Процесс изготовления металлических конструкций и изделий различного назначения неразрывно связан с необходимостью обработки металла. Иными словами, металл нужно каким-либо образом разрезать, отделять на отрезки и.
Механическая резка металла — дисковая пила, ленточная пила, агрегат продольной резки металлов
Появление современных и высокоточных технологий, к счастью, не стало причиной для полного исчезновения механических способов резки металла. Вероятно, этому есть вполне логичные объяснения, а значит.
Смотрим металлорежущее оборудование — станок для резки металла дисковый
Качество готовых металлических конструкций и изделий определяется, в первую очередь, качеством самого производственного процесса. Чтобы получить достойный результат, необходимо использование профессионального металлорежущего оборудования. Будь-то станок.

Резка металлоизделий на гильотине – это прямолинейный метод раскроя стального листового металлопроката на рулоны, полосы и заготовки прямоугольной, квадратной формы.
Отходов при резке гильотиной практически нет (может оставаться незначительное количество мелкой стружки на ножах). Точность реза — 0,05-0,1 мм. Скорость работы — более 10 заготовок в 60 секунд (зависит от вида оборудования).
Путать такие технологии металлообработки, как рубка и резка, не стоит, ведь они имеют существенные отличия.
Рубка и резка металла
Стальные заготовки разрубаются путем ударного воздействия зубила (острого резца), которое расположено под небольшим углом или строго перпендикулярно по отношению к металлопрокату. Наклон рабочего инструмента контролируется мастером, так как представленный метод осуществляется вручную.
Ручной способ рубки знаком людям, работающим на производстве, частным мастерам, автовладельцам. Он применим в тех случаях, когда необходимо:
- подогнать заготовку под нужный размер;
- обработать кромки металлоизделия;
- выровнять плоскую поверхность;
- удалить образовавшиеся заусенцы;
- сформировать кромки для дальнейшей сварки металлопроката;
- отделить появившиеся окалины;
- пробить отверстие в заготовке;
- обрубить головки крепежных элементов (например, болтов).
Зубило имеет заточенный наконечник. Он позволяет разрубать металл, сделать в заготовке канавки, углубления, отверстия.

Изготавливается он из инструментальных сплавов или твердосплавных конструкционных пластин. Внешне выглядит как стальной брусок, на одной стороне которого есть режущая кромка. В зависимости от назначения различается по форме, ширине рабочей части и углу заточки.
Традиционно используются инструменты шириной 2-2,5 см. Режущая кромка бывает плоской или слегка закругленной. При работе со стальным сырьем острая часть зубила со временем тупится. Заточка режущего элемента выполняется с учетом необходимого угла. Для работы:
- с бронзой и чугуном соблюдается параметр в 70 градусов;
- обыкновенной сталью — в 60 градусов;
- медью и латунью — в 45 градусов.
Аналогом зубила является крейцмейсель. Обычно его режущая часть не превышает 1 см, форма рабочей поверхности имеет каплевидную форму. Чаще используется для создания канавок и пазов на поверхности металлоизделия, в то время как зубило используется больше для сквозного прорубания проката.

При ручной рубке в качестве дополнительного инструмента выступает молоток. Для работы выбирается стандартный слесарный инструмент массой 0,4-0,8 кг и длиной ручки от 35 до 45 см.
Процесс рубки металла при помощи зубила состоит из следующих этапов:
- заготовка укладывается на ровную и прочную поверхность или наковальню (чаще она зажимается в тисках);
- делается линия разметки;
- вертикально на место обрубания ставится зубило;
- мастером наносятся легкие удары молотком по верхней части зубила, которое в процессе слегка сдвигается по линии разметки;
- стальная заготовка переворачивается;
- все действия повторяются с обратной стороны.
Но рубка может быть не только вертикальной, но и горизонтальной. В таком случае заготовка зажимается в тисках под углом в 35 градусов и меньше относительно стола. Такой метод позволяет обрубить лишнюю части листового проката, выступающую из тисков.
В качестве альтернативы в последнее время вместо зубила используются ручные ножницы по металлу. Но и в первом, и во втором случае кромка заготовки может иметь шероховатости, заусенцы, неровности.

А вот рубка металла на гильотине дает ровный срез. Но этот вид металлообработки уже больше относится не к рубке, а к резке. Заготовки разрезаются с использованием пиляще-режущего инструмента (ножниц, пил, автоматизированного современного оборудования). Это более современный способ, используемый преимущественно на малых и крупных предприятиях.
Как осуществляется резка металла на гильотине
Гильотина для резки металла – это станок, который оснащен статичным режущим элементом, расположенным внизу, а также верхним ножом (двигается по определенной траектории: дугообразной или только прямой — в зависимости от типа станка). Некоторые виды оснащаются дополнительным прессом, который позволяет зафиксировать заготовку на станине.

Характерная особенность таких установок заключается в косой ножевой балке, расположенной сверху. Это помогает ему постепенно перемещаться к линии среза во время давления на металлический листовой прокат.
Такой тип ножа влияет и на мощность механизма, который способен прорубить сталь толщиной вплоть до 20 мм одним ударом. Но рекомендуемыми параметрами заготовок для работы все же являются листы от 0,1 до 2,5 мм. При этом прочность металла может достигать 500 МПа.
Выпускаются ножи цельными. Изготавливают их преимущественно из марок стали У8А и У10А (после термической обработки должны иметь твердость в пределах 56-58 HRC), а также Х12, 4ХС, 6ХС, 5ХВ2С, Х12Ф1 (их твердость составляет 56-62 HRC).
Процесс рубки состоит из следующих этапов:
- на рабочий стол подается заготовка. Делается это вручную или автоматически (в зависимости от вида станка);
- стальной лист фиксируется для обеспечения высокого качества среза;
- определяются размеры будущих лент или полос;
- обозначаются места разрезов;
- на уложенный металлопрокат опускается стальной нож, заточенный под оптимальным углом (в среднем от 86 до 89 градусов);
- собственной массой или при помощи гидравлического, электромеханического привода он воздействует на заготовку с необходимым для резки усилием;
- как только рассечение сделано, нож поднимается.
В промышленных условиях используется оборудование с длинными ножами, что повышает скорость реза, увеличивает производительность и позволяет рубить металлопрокат шириной больше 3 метров. На крупных предприятиях устанавливаются станки с гильотинными ножницами, которые способны рубить 6-метровый прокат.
Какой металл рубят на гильотине
Станок гильотина используется для раскроя холоднокатаного и горячекатаного металла. Рубить также можно:
- оцинкованную сталь;
- заготовки из нержавеющих сплавов;
- композитные материалы;
- гладкий и рифленый алюминий;
- цветные виды металлов (медь, титан, латунь).
Как мы говорили выше, – толщина заготовок может быть в пределах 0,2-1,5 мм. Гильотина разрубает сталь прочностью до 400 МПа. В промышленных условиях стандартно рубятся заготовки длиной в 2 метра. На крупных предприятиях возможен раскрой листов длиной в 3-6 метров. Точность реза не превышает 0,1-0,2 мм.

Особенности оборудования
Стандартно гильотина для резки листового металла состоит:
- из неподвижной станины (рабочего стола);
- правой и левой стойки;
- прижимной балочной части;
- балки ножевого типа;
- заднего упора;
- кривошипа;
- противорежущей пластины;
- рычага подачи ножа (может быть ручным и автоматическим).
В зависимости от вида оборудования, эта комплектация может быть дополнена.
Гильотина для рубки металла бывает:
- ручной. Используется в небольших мастерских. Заготовку разрубают два установленных ножа. Нижний зафиксирован в одном положении, а верхний двигается строго по вертикали вниз. Ручная гильотина не нуждается в настройке. Важно лишь установить оборудование на ровной поверхности и выставить ножи согласно заводским схемам. Разрезает сравнительно небольшие заготовки (ширина реза обычно не превышает 1200-1500 мм). Используется для стали толщиной до 0,5-0,7 мм. Популярные модели: Mazanek GR 2000, Schechtl HT 200, Q01-1.25x2000;
- гидравлической. Они снабжаются приводной системой гидравлического типа. Делает как штучную, так и серийную обработку металлических листов. Гидравлическая гильотина работает с листовым прокатом толщиной до 2 см и длиной не более 6 метров. Ножи могут двигаться по прямой и дугообразной траектории. Контроль над их расположением осуществляется в ручном, автоматическом, а также полуавтоматическом режиме. Особенно популярны: Stalex HQ, Stalex THS, MelalMaster HCJ;

- электромеханической. Применяется на крупных предприятиях, на которых важна высокая производительность и возможность раскроя толстого листового металлопроката. Нож работает благодаря кривошипно-шатунному механизму. Оборудование может комплектоваться ЧПУ. Это позволяет создавать шаблоны для производства больших партий заготовок в однотипном исполнении, увеличивать точность реза. Электромеханическая гильотина режет металл с сечением 4-8 мм. Нож делает до 60 ходов за одну минуту. Популярные модели: Fabtec Q11, RAS SMARTCUT, RAS PRIMECUT, SAY-MAK SRGM-H;

- пневматической. Весь механизм работает на магистрали со сжатым воздухом. Производительность у этого вида оборудования выше, чем у гидравлического станка. Чаще гильотина пневматическая используется на предприятиях с крупносерийным выпуском металлоизделий. Нож разрезает металл толщиной в 12 мм и более. Особенно популярна модель станка TGSP.

Промышленные гильотины
Производительность и минимизация затрат по времени при рубке на гильотине играют главную роль при выборе оборудования для крупных предприятий. Поэтому в промышленных условиях в основном используется пневматическое, гидравлическое или электромеханическое оборудование. Крупные заготовители делают акцент на полной автоматизации процесса. Основная часть станков оснащается ЧПУ.
Из востребованных видов гильотин для резки металла выделим:
- гидравлические установки MetalMaster;
- электромеханические гильотины Stalex;
- гидравлические ножницы Inanlar;
- пневматические станки TGSP;
- электромеханические ножницы TKS и др.

Гидравлические ножницы Inanlar
Сравнительная таблица всех видов гильотин, ГОСТы, виды брака
Тип гильотины
Толщина металлоизделия
Вид металлоизделия
Максимальная прочность металлической заготовки
Ширина листового проката
Количество ходов за 60 секунд
Наличие ЧПУ
Точность среза
Оцинкованный и профилированный лист, арматура, обычный листовой металлопрокат
Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла
Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла
Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла
Работа с гильотинным оборудованием контролируется ГОСТами 6282-88, 11647-75.
Из возможных видов брака выделим:
- косой срез и серповидность (объясняется уводом ножевого полотна в сторону из-за слабого натяжения в раме);
- образование острого края на металлоизделии. Причины: плохое качество заточки гильотинного ножа либо неверное расположение верхнего режущего элемента на станке;
- выгнутость или закручивание. Такое может произойти по причине некачественного или неправильного зажима заготовки.
Преимущества резки на гильотине
- Быстрая окупаемость.
- Полная готовность заготовки к дальнейшей обработке после процесса рубки;
- Универсальность (можно работать с листовым прокатом из различных сплавов, включая холодно- и горячекатаную сталь, нержавейку, оцинковку).
- Экономичность. Рубка металла на гильотине дает минимальные потери исходного материала (не больше 10%). Этот метод позволяет разрезать листы практически без опилок и стружек.
- Качество среза. Кромка получается ровной, без заусенцев, заломов и сколов. Нож опускается строго перпендикулярно относительно заготовки.
- Отсутствие нагрева материала.
Применение
В промышленных условиях применяются и иные виды резки металла. Это может быть:
Гильотинная резка используется преимущественно для создания стальных листов, лент и полос определенного размера.

Эти металлоизделия в дальнейшем используются в строительстве и в производстве деталей для автомобилей, рабочих машин, промышленных станков. Применяется полученная металлопродукция также в авиа-, судо-, вагоностроении.

Читайте также: