Ремонт гидронасоса своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 01.09.2024
Основные неисправности шестеренчатого насоса
Износ стенок и дна колодцев корпуса, торцов шестерен и поверхностей цапф, отверстий втулок под цапфу, откалывание кромок буртиков крышки насоса под уплотнительный сальник, износ плоскости крышки.
Ремонт шестеренчатого насоса
Насос разбирают и ремонтируют, если у него объемный К. П.Д. менее 0,6 (после замены уплотнений). Чтобы правильно контролировать этот показатель, необходимо различать обозначения гидравлических насосов. В маркировках НШ-10Д, НШ-32 и НШ-46У цифра соответствует теоретической производительности нового насоса в кубических сантиметрах за один оборот шестерен. Буквы Д, У после цифры означают модель насоса. Направление врашения ведущей шестерни показано на табличке насоса буквой Л (левое) или П(правое, но чаще всего не обозначают )
Размеры корпуса шестеренчатого насоса, мм. Таблица 1
* Размеры для корпусов, восстановленных обжатием
При разборке насосов отвертывают болты, снимают крышку насоса и вынимают детали вручную. Съемник применяют только при снятии из гнезда нижней пары втулок. Втулки крышки и уплотнительного кольца насосов НШ-32 и НШ-46 взаимозаменяемы, но если насос собирают снова из этих деталей, то обезличивание втулок и шестерен не допускается.
Поступившие первый раз в ремонт насосы ремонтируют методом смещения шестерен концентрическими втулками. Этот способ позволяет отремонтировать насос с меньшими затратами, так как восстановление корпуса насоса сводится к одной операции – расточение колодцев на увеличенный размер(табл.1; рис.1). насос собирают с эксцентриковыми втулками, величина смещения оси шестерен должна быть равняя половине разности размеров головок зубьев шестерен и колодцев корпуса.
Рис.1 . Корпус гидравлического насоса
При большем износе поверхностей корпуса насоса (второй и третий ремонт) корпус подвергают пластической деформации – обжатию в горячем состоянии.

Рис. 2. Приспособление для обжатия корпуса насоса: 1-ремонтируемый корпус насоса; 2-выталкиватель; 3-матрица; 4-корпус прессформы; 5-пуасон; 6-верхняя плита.
Для этого корпус помещают в электронагревательную печь с автоматическим регулированием температуры и выдерживают 30 мин. при 500+10 0 С. Затем корпус устанавливают в матрицу 3 (рис.2) приспособления и обжимают под прессом. Обжатие корпуса должно быть завершено при температуре не ниже 4300 С. Обжатый корпус подвергают термической обработке: нагрев и выдержка 30мин. при 5200 С, закалка в воде с температурой 60-1000 С и отпуск (старение) в течении 4-6ч при 170-1800 С. У обжатого корпуса растачивают на токарном станке 1Л62Б или на фрезерных станках 6М82 и 6М12П при помощи приспособления(рис.3).

Эллипсность расточенных колодцев должна быть не более 0,01мм, конусность – не более 0,02мм, непараллельность осей колодцев – не более 0,03мм, а несовпадение плоскостей днищ колодцев корпуса – не более 0,02мм. Глубину колодцев контролируют индикатором.
Для восстановления шестерен насосов шлифуют изношенные поверхности цапф, торцы и поверхности головок зубьев шестерен до ремонтных размеров на круглошлифовальном станке 3Б12. Шлифовальный кругу марки ПП-300х40х127-Эк заправляют для шлифования торцов шестерен, как показано на рисунке 4. Радиус закругления кромок зубьев должен составлять 0,01мм.

Рис. 4. Шлифование торцов шестерен: а-положение кромки круга при шлифовании; б-шлифование торца; в-заправка шлифовального круга.
Размеры шестерен шестеренчатого насоса после шлифования. Таблица 2
Наружный диаметр головки зуба шестерни, мм
Диаметр цапфы, мм
Длина зуба шестерни, мм
В зависимости от длины зуба отремонтированные шестерни каждого ремонтного размера сортируют по группам с интервалом 0,005мм, пользуясь рычажной скобой.
Втулки насосов ремонтируют способом пластической деформации обжатием(рис.5) в холодном состоянии.

Рис. 5. Приспособление для обжатия втулок: а-приспособление для обжатия втулок; б-втулка; 1-стержень(рабочий инструмент); 2-пуасон; 3-втулка; 4-матрица; 5-вкладыш; 6-выталкиватель; 7-корпус матрицы.
Размеры заготовки втулки после обжатия приведены в таблице 3.
Размеры заготовки втулки после обжатия Таблица 3
У обжатой втулки протачивают торец В, маслянну канавку до диаметра d1 (рис.6) развертывают или растачивают отверстие под цапфу до размера d.

При механической обработке применяют эксцентриковый цанговый патрон(рис.7), который позволяет обрабатывать втулки с эксцентриком.

Рис. 7. Эксцентриковый цанговый патрон: 1-цанга; 2-фиксатор втулки; 3-регулировочный болт; 4-корпус патрона; 5-зажимные винты.
Для обработки торцевых плоскостей Б и В (см. рис.6) на суппорте при помощи специальной головки устанавливают два резца (рис.8) так, чтобы длина втулки после обработки соответствовала данным таблицы 4.

Рис. 8. Размеры втулки после механической обработки (см. рис.6), мм Таблица 4
* Размеры для корпусов насосов, восстановленных обжатием.
Высота втулок, обработанных одновременно двумя резцами, обычно отличается не более чем на 0,005мм, и втулки соответствуют одной группе. Стыковые плоскости втулок фрезеруют на фрезерном станке при помощи приспособления(рис.9)

Рис.9. Фрезерование стыковой плоскости втулок: 1-втулки; 2-фреза.
Неровности привалочной поверхности крышки 1 (рис.10) насоса устраняют фрезерованием этой поверхности до выведения следов износа. Если у крышки буртик, удерживающий стопорное кольцо сальника, отломан, то на месте буртика делают выточку и в крышку устанавливают стальное кольцо 2, прикрепляемое винтами 3.

Рис. 10. Восстановление стопорного буртика крышки корпуса насоса: 1-крышка; 2-кольцо; 3-винт.
Втулки и шестерни, являются сопряженными деталями, подбирают по размерным группам так, чтобы длина каждой пары нижних втулок, шестерен и верхних втулок отличалась не более чем на 0,005мм. Втулки, установленные в корпус, не должны выступать более чем на на 0,005мм одна относительно другой. Резиновые уплотнительные кольца и манжету, потерявшее первоначальную упругость, заменяют. Подобранные шестерни и втулки перед сборкой насоса смазывают дизельным маслом. При сборке левого вращения корпус устанавливают в приспособление или тиски с медными губками так, чтобы входное отверстие было направленно к рабочему. Подобранную пару (левую и правую) нижних втулок вставляют в колодцы корпуса насоса. Ведущую шестерню устанавливают в правый колодец, а ведомую – в левый. При сборке насоса правого вращения ведущую шестерню устанавливают в левый колодец, а ведомую – в правый. Сальник смазывают тонким слоем графитовой смазки или солидолом и запрессовывают в крышку при помощи оправки. Маслосъемная кромка сальника должна быть обращена к внутренней стороне крышки. Собранный насос обкатывают и испытывают на стенде КИ-4200 или КИ-4815 (рис.11)

Режим обкатки: без давления – 4мин., при давлении 2,0МПа – 7мин., при 4,0МПа – 5мин, при 7,0МПа – 4мин., при 10,0МПа – 12мин., и при 13,5Мпа – пять циклов по 0,5мин. Давление в нагнетательной магистрали регулируют дросселем.
Насосы испытывают на производительность при давлении10Мпа и температуре масла 45-550С. Результаты испытаний должны соответствовать показателям, приведенным в таблице 5.
Показатели отремонтированных шестеренчатых насосов. Таблица 5
Надежная и бесперебойная работа гидравлической системы зависит от правильной и точной настройки.
Так как настройка насоса и всей гидравлической системы на каждой технике является уникальной, поэтому и работа и надежность техники зависит от всех параметров, влияющих на работу гидросистемы. Многие встречаются с проблемой, когда двигатель на технике глохнет, и ищут проблему в топливной аппаратуре или цилиндро-поршневой группе двигателя, когда, зачастую проблема в большой подаче гидравлической жидкости насоса, которая зависит от совместной исправной работы электронной системы и работы гидравлической системы машины. Либо техника работает очень медленно, не развивает мощности даже на самых больших оборотах, а при детальной разборке гидронасоса оказывается что он полностью исправен, а проблема кроется в управлении или настройке самих регуляторов насоса.
Даже простой, казалось бы, небольшой черный дым выхлопа при нагрузке, может быть причиной разрегулировки насоса, (износ поверхностей на клапанах, небольшая усталость пружин и т. д.) и, следствием его разрушения.
Рекомендуется, так же, проводить планово-предупредительные работы, для устранения причин износа гидросистемы, и избежать дорогостоящего ремонта гидроагрегатов.
Компания *** обладает точным измерительным оборудованием и информацией, чтобы проводить диагностику, проверку и регулировку гидравлической системы прямо на машине, выявляя, не только неисправность работы гидравлической системы, но и электронной системы и потерю мощности двигателя, без лишних трудозатрат.

Устранение засоров
Сказать, что качество воды в скважине далеко от идеального — не сказать ничего. Даже если насос оборудован фильтрующим устройством, оно будет нуждаться в периодической очистке, да и не сможет грубый глубинный фильтр задерживать мелкую фракцию, оседающую на крыльчатке и корпусе.
Большинство скважинных насосов ломаются именно из-за засоров рабочей части песком и отложениями известняка. Как минимум раз в два года нужно извлекать насос из скважины, промывать его и очищать поверхности функциональных элементов от загрязнений. Пусть вас не смущает малое количество отложений: после того как на поверхности появился налёт, дальнейшее накопление отложений происходит лавинообразно.

Очистке подлежит насосная, то есть нижняя часть устройства, а также каналы протока воды. Разделить насос на две половины можно после снятия защитной сетки в центральной части. Нужно скрутить 4–6 гаек со шпилек, которыми стянуто фланцевое соединение.
Затем выкручивается один-два стопорных винта, удерживающих фланец от раскручивания, а после и сам фланец выкручивается из стакана. В насосах монолитного типа нужно выкрутить пробку донного фильтра, для этого гайку выходного патрубка следует зажать в тисках, сама же пробка достаточно легко срывается ременным ключом.

Прокачка воды в глубинных насосах происходит за счёт нескольких крыльчаток, последовательно насаженных на вал. Их нужно снять, запомнив порядок сборки, а затем очистить от грязи вместе с внутренней поверхностью гильзы, сеткой и прочими элементами, контактирующими с водой. Поверхности деталей не следует очищать механически, избегая появления царапин. Лучше воспользоваться щадящей бытовой химией для снятия накипи и преобразователями ржавчины, а затем оттереть остатки налёта мягкой синтетической щёткой или грубой стороной губки для посуды.
Проверка линии питания
Обращаем ваше внимание, что проверять насос нужно без переподключения к электросети. Длина и сечение провода должны быть такими же, как и в повседневной работе. Связано это с тем, что падение напряжения на линии питания более 30–50 метров может быть весьма существенным, к тому же нельзя исключать перелом жил, пробой изоляции и неисправности защитно-пусковой автоматики.

Повреждение изоляции сетевого кабеля
Прежде всего, отсоедините одну из жил питания с клеммной колодки насоса и измерьте напряжение — оно не должно быть ниже допустимых паспортных значений. Если падение напряжения слишком сильное, то замените кабель на более качественный или увеличенного сечения. Также в полностью отсоединённом кабеле измерьте сопротивление между жилами и каждой из них отдельно. В первом случае мультиметр не даст показаний ни в одном из диапазонов, обратное свидетельствует о пробое изоляции, что свойственно для марок ПВС, изолированных вспененным ПВХ пластикатом. Значение сопротивления самих токоведущих жил внесёт больше ясности в проблему падения напряжения, поможет исключить влияние переходных сопротивлений на клеммных зажимах.
Отличие штанговой конструкции от монолитной
Как уже упоминалось, существует два типа конструкции скважинных насосов. Их проще всего отличить по расположению двигателя: в монолитных он расположен в верхней части общего корпуса и омывается потоком воды. В штанговых разновидностях моторный модуль крепится снизу через фланцевое соединение, валы насоса и двигателя соединены шлицевой муфтой. Забор воды ведётся в средней части корпуса через сетку и потому такие насосы в большей степени подвержены работе на сухом ходу при малом динамическом уровне скважины.
Главное преимущество штанговой конструкции — возможность определить причину неисправности без основательной разборки. После разъединения двух частей ход и люфт вала в каждой из них можно проверить по отдельности, в то время как для монолитных насосов потребуется предварительно снять все крыльчатки.

Устройство штангового погружного насоса. А — насосная часть: 1 — выходной патрубок; 2 — вал насоса; 3 — компенсационное кольцо; 4 — уплотнительное кольцо; 5 — всасывающая камера; 6 — шлицевая муфта; 7 — вал двигателя; 8 — защитная сетка; 9 — рабочее колесо; 10 — подшипник рабочего колеса; 11 — проточный канал; 12 — обратный клапан. Б — двигатель: 13 — канал для отвода песка; 14 — уплотнение; 15 — обмотка статора; 16 — подшипник для снятия осевой нагрузки; 17 — упорный подшипник; 18 — система выравнивания давления; 19 — ротор; 20 — смазка; 21 — вал насоса; 22 — муфта; 23 — сетевой кабель
Есть и другие конструкционные решения. В частности, шнековые насосы устроены подобно штоковым, но забор воды выполняется в верхней части, при этом принцип работы несколько отличается. Главное преимущество — простота обслуживания насосной части: замена шнека и, при необходимости, демпферной муфты выполняется за 10–15 минут. Достаточно только открутить от 3 до 5 болтов на верхнем торце и снять внешний стакан насосного блока. Важно помнить, что двигатели шнековых насосов могут почти неограниченно работать на сухом ходу, но только если снят шнек.

Шнековый (винтовой) скважинный насос
Посторонние шумы при работе
Сразу после покупки насоса очень важно провести несколько кратковременных пусков на сухом ходу и один-два продолжительных пуска с погружением в ёмкость с водой. При этом оценивается и запоминается характер шума при работе.

Смена тональности звука может свидетельствовать о несоответствии питающего напряжения. При сильном его падении гул двигателя будет более низким и натужным, если такой насос опустить в скважину, он может попросту не поднимать воду на нужную высоту даже будучи полностью исправным. Слишком высокая тональность может быть следствием того, что насос не передаёт вращение на крыльчатки или иной рабочий орган. Причиной может быть лопнувший вал, сточенные шлицы на соединении штоков или разбитые посадочные места рабочих колёс.
Наличие воя (пения) при работе — характерный признак повышенного трения в опорных подшипниках. О разбитых сепараторах может говорить треск или сильно выраженная вибрация. Крайний случай — заклинивание валов, при этом двигатель насоса натужно гудит, но не вращается.
Ревизия моторной части
Глубинные скважинные насосы снабжены однофазным, в основном бесколлекторным асинхронным двигателем. В схеме подключения имеется пусковой конденсатор. Статор электродвигателя имеет монолитное крепление к корпусу, часто он залит эпоксидным компаундом.

В насосах монолитной конструкции двигатель нужно выдавить из стакана, нажав на отвод подключения отходящего трубопровода при снятых крыльчатках. В штоковых насосах моторная часть отсоединяется при расстыковке двух половин, в шнековых — после снятия рабочего винта. Во всех случаях к внутренностям двигателя (конденсатору, соединительным клеммам) можно добраться только после снятия герметичной пробки. Она фиксируется 2–3 винтами на боковой поверхности гильзы и мощным стопорным кольцом. В некоторых разновидностях насоса пробка может требовать применения специального съёмника.
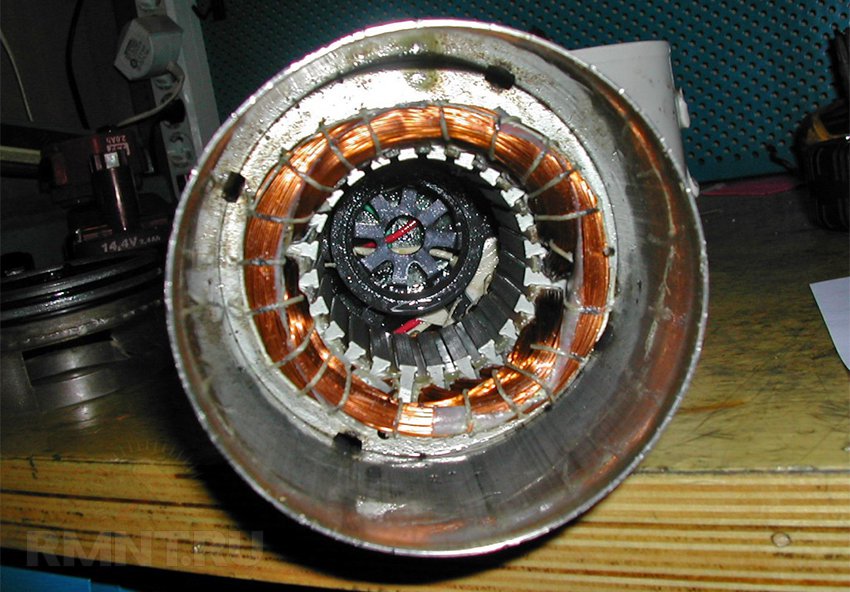
Статор двигателя скважинного насоса
Все двигатели скважинных насосов наполнены маслом, выполняющим смазывающую, охлаждающую и диэлектрическую функции. Масло используется специальное пищевое, но оно имеется в свободной продаже. Признаками низкого качества может быть мутный цвет масла в случае смешивания с водой, потемнение или наличие механических примесей, а также недостаточный уровень. Если масло в норме, его нужно слить в чистую сухую ёмкость, оставив корпус мотора на 15–20 минут, пока остатки полностью не стекут со стенок. Недостаточная наполненность двигателя маслом говорит об износе сальниковых уплотнений.
Помимо испорченного масла причинами неисправности двигателя могут быть изношенные подшипники, что определяется по люфту и шуму свободного хода. Если насос долгое время эксплуатировался в экстремальных условиях, может быть поведён (скручен) вал, возможен перегрев изоляции обмоток. Сгоревшие статоры ремонту практически не подлежат, но их достаточно легко заменить.
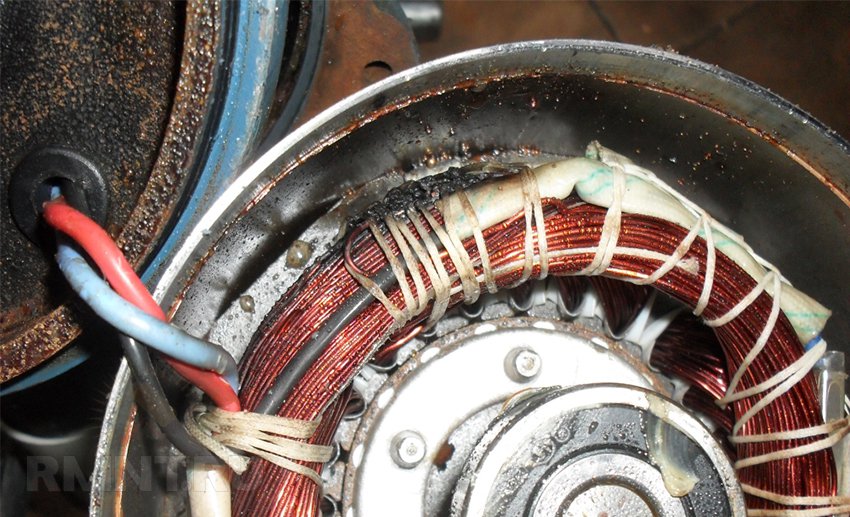
Подгорание обмотки статора из-за попадания воды в двигатель
Ревизия насосного механизма
Кроме загрязнений основной причиной поломки механизма перекачки служит долгая работа на сухом ходу. Блоки центробежных крыльчаток из-за отсутствия жидкости сильно греются и спекаются, поэтому единственным вариантом ремонта остаётся их замена. Аналогично обстоит дело со шнеком и посадочными втулками. Также при заклинивших крыльчатках возможен проворот вала в посадочных отверстиях, а в мощных насосах — его деформация и даже разрушение.
В шнековых насосах винты и посадочные втулки — расходные материалы, их меняют каждые 3–5 лет в зависимости от интенсивности использования. Основными причинами служат естественное старение элементов и воздействие мелких абразивных частиц.

Винт и втулка для шнекового насоса
Заострим ваше внимание на том, что детали скважинных насосов имеют высокую точность подгонки, благодаря чему очищенный механизм легко собирается и разбирается. Если при сборке части не становятся на своих места свободно, значит порядок установки элементов нарушен. В разных моделях насосов имеются специфические отличия конструкции, но основные рекомендации по самостоятельному ремонту и разборке с целью ревизии всегда описаны в руководстве пользователя, зачастую включающему и сборочную схему.
Производство и ремонт гидравлики тел. +380957249408
Вы здесь: Home Ремонт узлов и гидроагрегатов Ремонт аксиально-поршневого гидромотора
Ремонт аксиально-поршневого гидромотора
Рассмотрим ремонт аксиально-плунжерного гидромотора на примере гидравлического мотора 310.112.00.06, также в качестве примера послужит гидромотор 210.25.13.21 – более ранняя, устаревшая модель с полным функциональным соответствием, по всем показателям параметров, следовательно, методы диагностики неисправности у них идентичны.

Слева гидромотор 310.112.00.06 фото Справа гидромотор 210.25.13.21 фото
Аксиально-плунжерный гидромотор 310.112.00.06 одинаково хорошо применим для подвижных (мобильных) и стационарных гидроустановок, его основная задача – создать крутящий момент на валу гидромашины, за счет преобразования гидравлической энергии, потока жидкости в механическую.
Гидроустановки с вышеуказанными маркировками аксиально-поршневых гидромоторов монтируются на шасси грузовых авто МАЗ, ЗИЛ, КАМАЗ, а также работают на крановых установках следующих моделей: КС-3577, КС-4571, КС-3571, КС-55713, КС-35719 и др.

Гидромотор 310.112.00.06, основные неисправности и способы их устранения:
Манжета вала протекает
Возможная причина/ способ устранения:
- Требуется замена манжеты/ открутить все гайки на задней крышке, снять стопорное кольцо, снять крышку. Заменить манжету и провести в обратном порядке сборку
- Износ посадочного места сальника/ требуется замена вала, восстановление посадочного места, в условиях спец. мастерской
- Износ качающего узла/ замена качающего узла
- Избыточное давление в дренажной системе/ замена фильтров, очистка трубопроводов дренажа

При работе гидромотор чрезмерно шумит
Возможная причина/ способ устранения:
- Трубопроводы, шланги не закреплены надлежащим образом/с помощью скоб и прокладок закрепить
- Подсос воздуха/устранить разгерметизацию
- Износ подшипников/замена новыми (оригинальными), должна проводится специалистом
- Грязное масло (песок, метал. стружка)/ промывка системы, замена фильтров, замена подшипников.

Пульсирует подводящий трубопровод, находясь под нагрузкой
Возможная причина/ способ устранения:
- Поршневые пальцы оторваны (один или несколько)/ ремонт, замена возможны только в спец. мастерских.

Перегрев гидромотора
Возможная причина/ способ устранения:
- Ускоренный нагрев до температуры превышающей рабочую, свидетельствует о наличии высокой степени износа/ гидромотор требует проведения кап. ремонта.


Ремонт гидромоторов на предприятии проходит в три этапа:
- Дефектовка, включает в себя разборку гидромотора, обнаружение неисправности, оценку состояния деталей и узлов
- Ремонт гидромотора 310.112.00.06, подразумевает восстановление либо полную замену корпуса, поршневых пальцев, подшипников, сепаратора, центрального шипа, вала, качающего узла, установку новых уплотнительных колец и сборку
- Многократное испытание на стенде

Гидромотор после проведения ремонта должен работать тихо (без стука, чрезмерной вибрации), не давать течи, не перегреваться, и соответствовать всем техническим параметрам, характерным для нового гидромотора.
Внимание!
Перед подключением гидромотора к системе машины необходимо проверить всю гидравлическую систему на наличие/отсутствие песка, грязи, металлической стружки и т.д. Трубопроводы и масло всей гидравлической системы должны быть чисты.
На проведенный ремонт гидромотора, при соблюдении заказчиком правил установки и последующей эксплуатации, необходимых для надежной работы гидравлики, распространяется гарантия.
Для ознакомления, приводим технические параметры гидромоторов 310.112.00.06 и 210.25.13.21 :
- · Рабочий объем см 3 /об 112 см 3
- · Эффективная мощность /номинальный режим/ 44 кВт
- · Эффективная мощность максимальная 78 кВт
- · Частота вращения вала минимальная 50 об/мин
- · Частота вращения вала /номинальный режим/ 1200 об/мин
- · Частота вращения вала максимальная 3000 об/мин
- · Давление на входе /номинальный режим/ 20 МПа
- · Давление на входе максимальное 35 МПа
- · Расход минимальный 5 л/мин
- · Расход /номинальный режим/ 134 л/мин
- · Расход максимальный 336 л/мин
- · Крутящий момент /номинальный режим/ 338 Нм
- · Крутящий момент максимальный 592 Нм
Качественный ремонт гидромотора доверьте специалистам, обратившись по

Читайте также: