Ременная передача своими руками
Добавил пользователь Владимир З. Обновлено: 06.09.2024
Изготовление шкивов без токарного станка или делаем шкивы на коленке
Стандарты устанавливают 3 типа конструкций:
- монолитные (до 100 мм);
- дисковые (от 80 до 400 мм);
- со спицами (от 180 до 1000 мм).
Посадочные отверстия бывают конической и цилиндрической формы. Стандартное количество канавок не превышает 8. Для того чтобы снизить изнашивание резиновых ремней, рабочая поверхность канавок шлифуется.
Основным материалом, который используется для изготовления, является алюминий или дюраль. Они считаются наиболее оптимальными, так как имеют хороший уровень прочности и меньше всего подвергают ремень износу. Можно встретить в продаже шкивы из текстолита, пластмассы, фанеры.
Как изготовить фанерный шкив в домашних условиях
Эта конструкция –наиболее простая в изготовлении. Она состоит из следующих деталей:
- тело шкива;
- щеки шкива;
- крепеж-саморезы по дереву.
Количество деталей зависит от ширины приводного ремня. Если она больше, чем толщина фанерного листа, тело приводного колеса придется изготовить из нескольких фанерных кругов.
Диаметр заготовки щек должен быть больше диаметра тела на высоту ремня.
Последовательность изготовления фанерных шкивов следующая:
- разметить заготовки;
- выпилить их из фанеры лобзиком, просверлить центральное отверстие;
- если тело состоит из двух или более кругов, скрепить их столярным клеем или ПВА, следя за совпадением осевых отверстий;
- стянуть круги саморезами;
- обработать боковую поверхность диска наждачной бумагой, напильником или шлифмашиной до получения гладкой ровной поверхности;
- снять фаски с внутренней поверхности щек, их уклон должен равняться уклону поперечного сечения ремня;
- закрепить щеки на теле с помощью клея и саморезов, следя за тем, чтобы не попасть в уже закрученные;
- аккуратно рассверлить центральное отверстие.
При выполнении последней операции нужно сделать диаметр отверстия на полмиллиметра меньше, чем диаметр вала. Это позволит насадить детальна ось в натяг. Шкив из дерева готов.
Места для саморезов следует разметить заранее. Они должны находиться на одной окружности, а также на равных угловых расстояниях друг от друга. Если саморезов четыре- угол должен быть 90°, если 5 — 72°, если шесть — 60°. Тогда радиальную вибрацию удастся свести к минимуму.
Изготовление изделия дома
Есть несколько способов, как сделать шкив своими руками, и мы расскажем вам некоторые из них.
Самый простой способ изготовления в домашних условиях — с помощью токарного станка. Необходимо подобрать подходящую заготовку и просто по размерам выточить деталь.
Для второго способа изготовления вам потребуется фанера толщиной не менее 20 мм, ручные фрезер и лобзик, дрель.
Для начала необходимо изготовить из фанеры диск нужного диаметра. С помощью циркуля рисуем круг и делаем отверстие в центре него. Далее с помощью лобзика выпиливаем диск с запасом 2-3 мм от черты.
Для того чтобы диск имел безупречную круглую форму, мы зажимаем его в дрели через центральное отверстие с помощью болта и гайки и шлифуем на наждачной бумаге, обрабатывая все неровности.
Следующим этапом будет формирование посадочного места для ремня. Для этого используем ручной фрезер. Закрепляем диск на верстаке с помощью саморезов и, подобрав подходящую фрезу, выбираем канавку для ремня. Итак, шкив готов. Вам необходимо будет измерить посадочный диаметр шкива на оси двигателя и просверлить необходимое отверстие.
Самодельный шкив крепится на ось двигателя с помощью фланца.
Если вы не имеете под рукой токарного станка, эту деталь можно заказать у знакомого токаря, но шкив ведомый для мотоблока имеет внушительные размеры, и чаще всего заготовку такого диаметра для вытачивания найти очень сложно. Поэтому мы рекомендуем изготовить его своими руками, а фланец заказать.
Оборудование / Проект — ТОКАРКА / Шкивы: теория, онлайн калькулятор, практика. / Точим шкив для поликлиновидного ремня
После того как мы определились с типом ремня и рассчитали конфигурацию обоих шкивов, принимаемся за разработку чертежей.

В качестве заготовок мы будем использовать болванки собственного изготовления. Подробнее об этом можно ознакомиться в разделе Литейка. Две заготовки были специально отлиты для этой задачи. В качестве сырья использовался сорный алюминий и всё хоть немного было похоже на него. В связи с этим в материале присутствуют изъяны, но они никаким образом не повлияют на последующее функционирование станка. Итак, приступим к работе.
Начинаем обработку первой заготовки. Она отливалась в жестяную банку из-под автоэмали. Размеры оказались критическими, и мы её чудом зафиксировали за самые кончики обратных кулачков. Для начала нам нужно проточить заготовку так, чтобы её можно было безопасно установить в токарный патрон. Выставляем скорость вращения шпинделя равной пятьсот оборотов в минуту и включаем станок. Потихоньку торцуем и выводим диаметр заготовки до уверенного зажима кулачками токарного патрона.

Как показала практика, такую процедуру выполнить вполне реально, но не безопасно.

Теперь можно смело отрабатывать заготовку используя большие скорости и подачи. По ходу снятия металла в центре заготовки были обнаружены поры. К ним мы были готовы. Они являются следствием того, что при отливке заготовки применялось всё, хоть как-то отдалённо напоминало металл из семейства алюминиевых.

Получилось так, что сердцевина заготовки с большим количеством пор, следовательно, есть вероятность, что посадочное место под вал может со временем разбить. Чтобы исключить эту вероятность мы в центр шкива при помощи гидравлического пресса установим стальной цилиндр диаметром 30 миллиметров. В качестве материала для центральных вставок мы используем ролики от тормозного механизма ЗИЛа 130. Этот момент обозначен на проектном эскизе выше.

Приступаем к обработке роликов. Данные детали достаточно специфичны они состоят они двух элементов, большого закаленного кольца и вала. Так как на деталях присутствует ржавчина и окалина, то перед обработкой сперва проточим базу с одной из сторон. Это необходимо для хорошей фиксации ролика в патроне, так как в дальнейшем планируем обрабатывать больной закаленный цилиндр.

С одной из сторон валы проточены, а с другой срезаны.

Далее протачиваем внешний диаметр и торец.

Теперь также, как и с противоположной стороны срезаем малые валы. После протачиваем торец.

Весь материал для изготовления шкивов подготовлен.

Устанавливаем первую заготовку в токарный станок и начинаем растачивать центр.



Отверстие под посадку цилиндра готово. Следующей операцией мы запрессуем металлический цилиндр в заготовку.

После запрессовки, заготовку снова устанавливаем в токарный патрон и начинаем растачивать отверстие для вала электродвигателя. С этого момента все токарные работы, которые могут повлиять на соосность и биение шкива необходимо выполнить за одну установку.
То есть проточить ручьи для шкивов и расточить отверстие под вал нужно без демонтажа заготовки из токарного патрона. В противоположном случае осевого биения шкива не избежать. Сперва, высверлим отверстие.

Чистовую обработку выполним расточным резцом.

Отверстие под посадку вала электродвигателя готово.

Теперь создаём форму шкива.

Канавки или как их ещё называют ручьи будем протачивать при помощи резьбового резца LW1215R-06. Для этой операции он подходит как нельзя лучше.

Первая половина шкива готова. По аналогии с ней протачиваем ручьи второй половины шкива.

Только после того как полностью проточены обе части шкива и расточено отверстие под вал, можно демонтировать заготовку из токарного патрона. Далее её аккуратно зажимаем за малый шкив и обрабатываем обратную сторону.

Вот уже вырисовываются очертания полноценного шкива.

Шкив полностью готов.

Единственно, выявилась одна неприятность, отверстие проточено под вал электродвигателя, а внешние диаметры шкивов для передней бабки. Придётся повторить тоже самое только соблюдая соответствия диаметра шкива и посадочного отверстия.





Выточили полтора шкива, а стружки уже целая гора.

Обе ступени шкива полностью готовы. Приступаем к операции отрезания.

Также как и в предыдущем случае, с обратной стороны доводим шкив до совершенства.

Сделан первый правильный шкив.

К этому времени мы рассчитали и приобрели нужный приводной ремень. Об этом напишем в следующей статье. А пока приготовим очередную заготовку для второго шкива.


Профиль второго шкива изготовлен, теперь можно отрезать.

Завершены работы и по второму шкиву.

Из-за конфигурации резца LW1215R-06, ручьи под ремень на этом шкиве пришлось выполнять при помощи другого резьбового резца с державкой 8x8 миллиметров. Вылет от края резцедержателя, до режущего кончика был двадцать миллиметров, в связи с этим, в ручьях можно наблюдать некую ребристость. Она является следствием недостаточной жёсткости маленьких резцов.

По завершении изготовления второго шкива, был собран и электродвигатель.

Подробнее про сборку силового агрегата читайте в статье: Новый электродвигатель станка СТД 120 — переборка, покраска.
Дополнительная информация по шкивам:
Мы начали первые экспиременты и уже подготовили первую часть материала: Тест ремённого привода. Поликлиновидный ремень. Так же выпустили обучающий короткометражный видеофильм.
Расчёт диаметров шкивов ремённой передачи для поликлиновидного ремня. Онлайн калькулятор.
Расчёт диаметров шкивов ремённой передачи с использованием клиновидного ремня. Онлайн калькулятор.
Расчёт диаметров шкивов ремённой передачи с применение плоского ведомого шкива. Онлайн калькулятор.
Расчёт длинны приводного поликлиновидного ремня. Онлайн калькулятор.
Расчёт длинны приводного клиновидного ремня. Онлайн калькулятор.
Расчёт и подбор натяжного ролика для поликлиновидного ремня
Расчёт и подбор натяжного ролика для клиновидного ремня
Точим шкив для поликлиновидного ремня
Тест ремённого привода. Поликлиновидный ремень. Первая передача.
Онлайн калькуляторы на все случаи жизни, рекомендуем ознакомиться:
Расчёт количества масла для бензина,
Расчёт масла для топливной смеси — ёмкость без маркировки объёма,
Расчёт шунтирующего сопротивления амперметра,
Онлайн калькулятор — закон Ома (ток, напряжение, сопротивление) + Мощность,
Расчет трансформатора с тороидальным магнитопроводом,
Расчет трансформатора с броневым магнитопроводом.
Содержание детали в надлежащем виде
Для долгосрочной службы шкивов на мотоблоке необходимо выполнять некоторые простые правила:
- своевременно проверять прочность крепления посадочного места на оси двигателя для предотвращения разбалтывания детали и выхода ее из строя;
- не забывать проверять защитные кожухи, которые защищают деталь от попадания грязи и крупных предметов;
- выполнять проверку натяжения ремня во избежание пробуксовки;
- визуально осматривать данный узел на предмет выявления сколов, трещин и т. п.;
- соблюдать необходимую технику безопасности.
Самодельное изделие прослужит вам очень долго, не нуждаясь в ремонте. По мере окончания срока эксплуатации можно изготовить деталь повторно.
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
Делая какое либо самодельное устройство на ременной передаче, часто сталкиваешься с проблемой недостающего шкива нужного диаметра. Поиск его на рынке или по знакомым, занимает уйму времени, и еще не факт, что он будет – найден. Да и знакомый токарь есть не у всех. Я же, в большинстве случаев – эту проблему решаю самостоятельно.

Самодельное ременное сцепление на минитрактор с рамой переломного типа через систему шкивов собрал Игорь Минин. Ременное сцепление для самодельного трактора это просто и надежно. Фото сцепления и узла перелома минитрактора представлено далее. Устройство и принцип работы ременного сцепления заключается в передаче крутящего момента с ведущего шкива двигателя на ведомый шкив большего диаметра установленный на КПП (коробке переключения передач) или РК (у кого что )
В движение трансмиссия минитрактора приводится выжимом сцепления, а именно прижимной ролик натягивает ремень. Выключение сцепления осуществляется ослаблением прижимного ролика или же шкива, все очень просто.
Недостатки ременного сцепления -это малый ресурс самого ремня, для увеличения срока эксплуатации желательно ставить двухручьевые шкивы и два ремня соответственно.
Узел перелома минитрактора с рамой переломного типа это зачастую поворотный кулак УАЗ или же ВАЗ (как на представленном тракторе) соединяет две полурамы между собой. Дополнительно обязательно нужно устанавливать ограничители горизонтального поворота рам относительно друг друга -это необходимо при вспашке, переезде через неровности, чтоб трактор не опрокинуло.

Дополнительно на минитрактор можно установить отвал для чистки снега и прочие навески с/х назначения. Далее вашему вниманию представлены фотографии устройства сцепления самодельного трактора.
Фото самодельного ременного сцепления. На фото изображены два шкива и прижимной ролик, малый ведущий шкив установлен на двигателе минитрактора, большой ведомый вращается на КПП (коробке переключения передач) прижимной ролик посередине играет роль натяжителя ремня (подпружиненный)
Принцип действия тот же самый что и на мотоблоке, только здесь крутящий момент передается на КПП и далее на трансмиссию минитрактора. С КПП идет уже цепная передача на звезду наваренную на вал моста от автомобиля ВАЗ и через кардан крутящий момент снимается на второй мост, тоесть трактор полноприводный 4х4 Узел перелома минитрактора. Так же рекомендуем ознакомиться с статьей Алексея Боброва Сопряжение ДВС и КПП
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
По просьбам и советам бывалых решил создать отдельную тему с подробным описанием поэтапного построения минитрактора с ременным сцеплением и червячным редуктором ведущего моста от электрокары. Думаю это будет многим интересно, кому-то может пригодиться. А почти двадцатилетняя эксплуатация точно такого по схеме построения минитрактора убедила меня в том, что такая схема сцепления имеет право на существование. Она проста, надежна, при небольших переделках позволяет подбирать ремни по длинне в зависимости от наличия.
Начну с того что, вновь опубликую стью о его построении. Но на этот раз фотографий и описаний поэтапного построения отдельных узлов будет польше.
Продолжаем разбираться с ЧПУ станком. Настройку прошивки GRBL рассмотрели тут: Прошивка grbl 1.1, настройка - инструкция на русском. Но где же взять параметры для настройки ЧПУ станка? Сегодня в статье рассмотрим, как можно рассчитать винтовую и ременную передачу ЧПУ станка. Но расчет не всегда дает 100% результат. Для проверки и корректировки неточности используется калибровка ЧПУ станка. Как это сделать на практике я уже рассказывал в проекте:ЧПУ плоттер на Arduino своими руками.
При расчете нужно учитывать один немало важный параметр, который мы еще не рассматривали подробно – это Микрошаг.
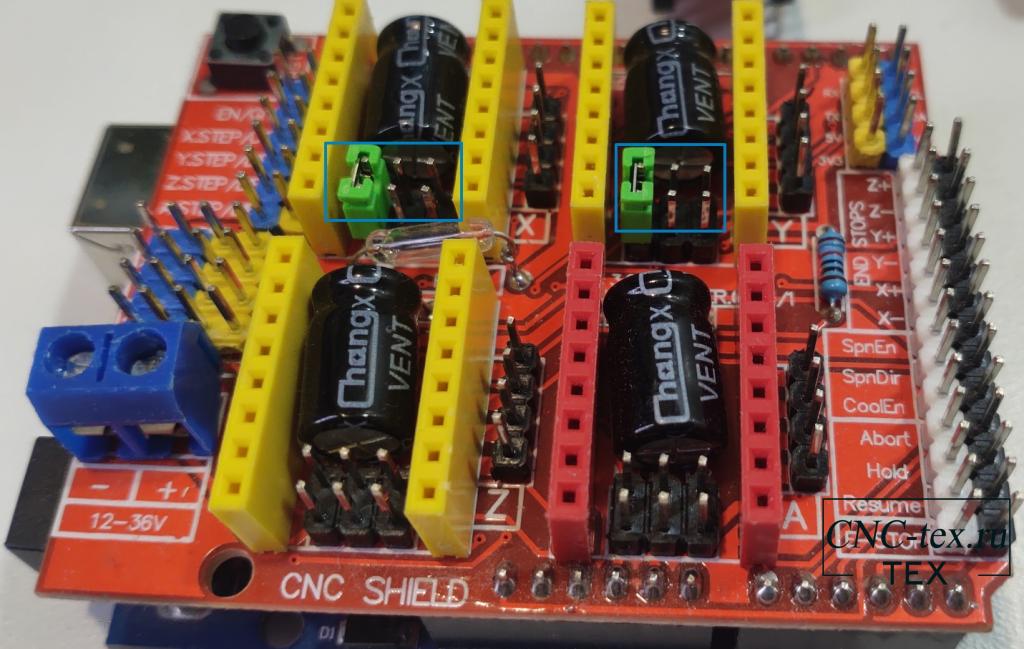
Что такое микрошаг и как настраивать микрошаг шагового двигателя.
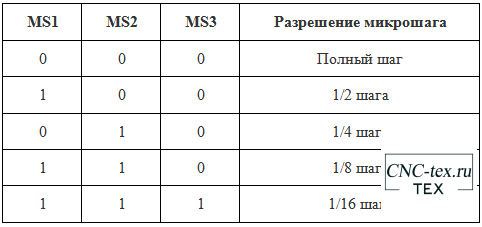
Основной параметр шаговых двигателей (ШД) это количество шагов на 1 оборот. Самое распространённое значение для ШД – 200 шагов на оборот (или 1,8 градуса на шаг). Мы будем использовать это разрешение во всех сегодняшних примерах. Более точную информацию можно узнать в описании к вашему шаговому двигателю. Зачастую 200 шагов на оборот, могут быть недостаточными для достижения необходимой точности. С целью повышения точности можно изменить передаточное число механически (использовать редуктор), а можно включить микрошаг – режим деления шага шагового двигателя, это увеличит число шагов на оборот, с коэффициентом 2n (n — целое число). Драйвер A4988 поддерживает деление шага: 1, 1/2, 1/4, 1/8, 1/16. Подробнее о драйвере A4988 читайте тут: Драйвер шагового двигателя A4988. Драйвер DRV8825 поддерживает деление шага: 1; 1/2; 1/4; 1/8; 1/16; 1/32. Подробнее о драйвере DRV8825 читайте тут: Драйвер шагового двигателя DRV8825.
Давайте рассмотрим пример. Если мы выставим микрошаг 16, что является в 16 раз больше полного шага и в нашем примере даст 3200 (200х16) шагов на оборот. На первый взгляд это отличный результат и почему бы не использовать максимальное деление шага во всех станках. Но тут есть и минус – это падение крутящего момента при увеличении деления шага. Подробнее Микрошаг рассмотрим в следующей статье.
Расчёт винтовой передачи ЧПУ станка.
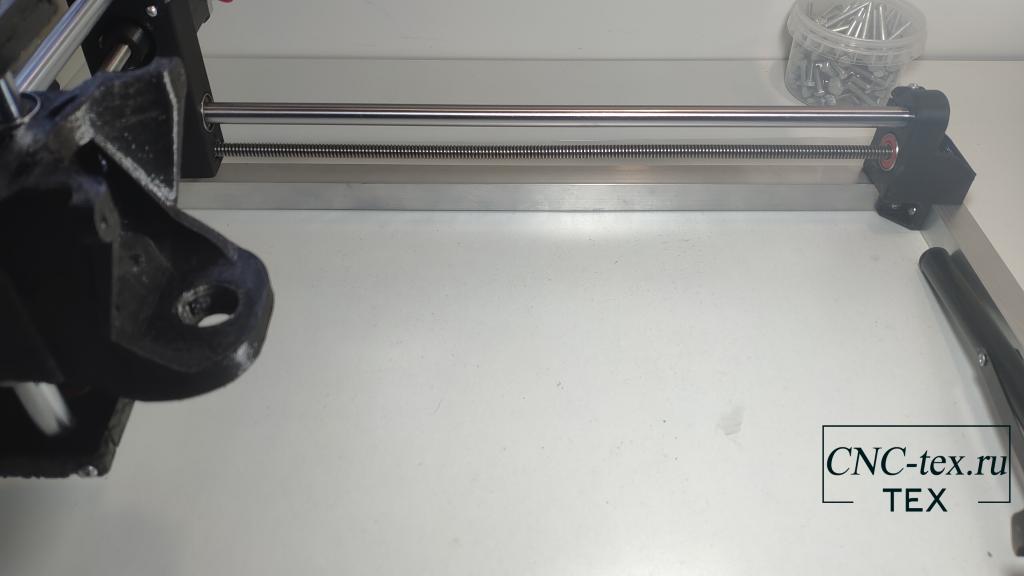
Винтовая передача ЧПУ, либо ее более продвинутый вариант шарико-винтовая передача (ШВП), являются наиболее часто используемым вариантом перевода вращательного движения вала шагового двигателя в линейное перемещение исполнительного механизма.
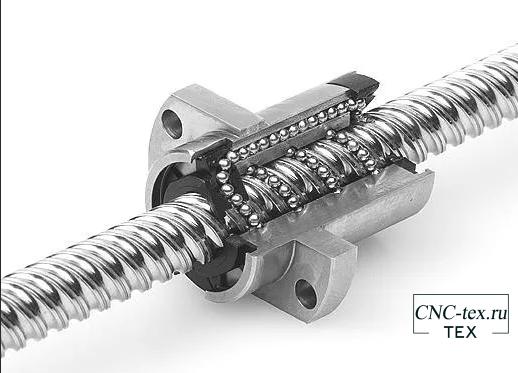
Для расчёта разрешения нам необходимо знать ШАГ винта, либо шаг винта ШВП. В описании трапецеидальных винтов обычно пишут Tr8x8,Tr10x2, первая цифра говорит нам о диаметре винта, вторая как раз о его шаге в мм. Винты ШВП обычно обозначаются 1204, 1605 и т.п. Первые 2 цифры – это диаметр винта, вторые две – это шаг в мм. В 3d-принтерах обычно используют винт Tr8x8, диаметром 8 мм и с шагом 8 мм. Обзор моего 3d-принтера можно посмотреть тут:Обзор 3D принтера Anet A8. Сборка. Наладка.

Формула расчета винтовой передачи ЧПУ получается следующей, в числителе – количество шагов на оборот, в знаменателе – перемещение за оборот.
Тп = Sшд*Fшд/Pр
- Тп - точность перемещения, шаг/мм
- Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
- Fшд — микрошаг (1, 2, 4, 8 и т. д.)
- Pр — шаг винта (например, 8 мм)
Рассчитаем пример со следующими параметрами, двигатель 200 шагов на оборот, с 4-кратным микрошагом, с трапецеидальным винтом Tr8x8 даст нам 100 шагов на мм.
Другими словами, для того чтобы ЧПУ станок переместился на 1 мм, нам нужно сделать 100 шагов двигателя. Что является неплохой точностью.
Расчетные значения нужно указать в прошивке GRBL:
Расчет ременной передачи ЧПУ станка.
Во многих ЧПУ станках используются ремни и шкивы. Ремни и шкивы бывают разных форм и размеров, но одним из распространённых стандартов является GT2.

Следующие уравнение применимо для цепных и ременных передач, если вы введете правильный шаг. Обратите внимание, что эти уравнения не учитывают люфт.
Вот простое уравнение, которое вы можете использовать для расчета шагов на мм для линейного движения с ремнями и шкивами.
Тлп = Sшд*Fшд/Pр*Nшк
- Тлп - точность линейного перемещения, шаг/мм
- Sшд — количество шагов на оборот для двигателя (в наших примерах 200)
- Fшд — микрошаг (1, 2, 4, 8 и т. д.)
- Pр — шаг ремня (например, 2 мм)
- Nшк — количество зубьев на шкиве, на валу двигателя.
Попробуем посчитать для примера с такими параметрами, двигатель 200 шагов на оборот, с 2-кратным микрошагом, 2-миллиметровыми ремнями GT2 и шкивом с 20 зубцами даст нам 10 шагов на мм.
200*2/2*20=10 шагов/мм.
Данный пример подойдет для расчета перемещения 3d-принтера. ЧПУ станков на ремнях: лазерный гравировальный, плоттер и пр.
Расчетные значения нужно указать в прошивке GRBL:
Калибровка ЧПУ станка.
Тк = Тп * Kп / Kф
- Тк – калибровочное значение, шаг/мм.
- Тп - точность перемещения, шаг/мм (из примера 100 шаг/мм)
- Kп — заданное значение для перемещения (в моем случае 100 мм.)
- Kф — фактически, на какое расстояние переместилась ось (допустим на 99 мм.)
Для примера проведем расчёт винтовой придачи, которую рассчитывали выше и выяснили, что нужно совершить 100 шагов для перемещения на 1 мм. Также допустим, что мы отправили команду на перемещение станка на 100 мм, а по факту он переместился на 99 мм. Произведём расчет:
100*100/99=101,01 шагов/мм.
Указываем данное значение в прошивке GRBL и проводим калибровку еще раз. Если ЧПУ станок перемещается на заданное значение, можно пользоваться станком. Иначе проводим повторную калибровку.
Понравился статья Расчет и настройка ремённой и винтовой придачи ЧПУ станка. Калибровка ! Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.

Читайте также: