Плавка стали своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 05.09.2024
Автор: Колесников Юрий Фёдорович, инженер-теплоэнергетик*
© При использовании материалов сайта (цитат, изображений) указание источника обязательно.
Тигель – сосуд для плавки металла. В тиглях плавят, как правило, передельный металл, т.е. уже доведенный до нужной степени качества для отливки в форму или аффинажа (глубокой очистки от примесей). Генеральная линия развития большой металлургии – уменьшение количества переделов, вплоть до выпуска кондиционного металла сразу из плавильной печи, но в промышленности тигельная плавка до сих пор сохраняет существенное значение, а в кустарном мастерстве и ювелирном деле доминирует.
Тигель не просто достаточно жаростойкая посудина. Его химический состав и конструкция должны соответствовать виду переплавляемого металла и режиму плавки. В этой статье описывается, как сделать тигель своими руками и каким условиям он должен удовлетворять для пользования дома или в малой мастерской. В расчете на начинающих металлургов придется сперва коснуться самого процесса плавки металла, т.к. требования к тиглю определяются в основном его условиями.

Плавка металла в тигле в домашних условиях
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Примечание: коэффициент температурного расширения графита ТКР отрицательный, что существенно компенсирует термическое расширение тигля, повышает его стойкость и увеличивает ресурс. Тоже ценное качество.
Выдержка
Применительно к изготовлению самодельного тигля дегазация расплава при выдержке значима тем, что в это время он (тигель) испытывает значительные динамические нагрузки от пузырьков выделяющихся газов и/или игры самого расплава. Т.е., сделать тигель выдерживающим большое количество термических деформаций и, если требуется восстановительным, мало. Его материал должен быть и достаточно вязким, чтобы выдерживать ударные волны от лопающихся пузырьков и толчки от струй расплава. Именно этим обстоятельством объясняется низкая стойкость и надежность самодельных графитовых тиглей, (см. далее).
Из чего делать
Плавильные тигли изготавливаются (см. рис. ниже):
- керамическими химически нейтральными;
- керамическими графитированными;
- графитовыми;
- чугунными;
- стальными.

Тигли для плавки металла из различных материалов
Их сравнительные характеристики таковы:
- Керамические нейтральные – используются для переплавки лома ювелирных изделий с сохранением пробы, т.к. при косвенном нагреве (см. ниже) свойств металла не изменяют. Самому сделать можно, но сложновато (см. далее) и стоит ли? Тигель для золота на 50 г стоит в ювелирном магазине до 100 руб. Без проблем пригодны для плавки в индукционной печи (см. далее), т.к. почти не поглощают энергию электромагнитного поля (ЭМП). Ресурс – 10-30 плавок.
- Керамические графитированные – пригодны для плавки любого металла; в домашних условиях до 1,5-2 кг за раз. Для использования в индукционной печи ее мощность на то же количество металла придется повысить в 1,5-2 раза вследствие поглощения ЭМП токопроводящим графитом. Самому сделать можно, см. далее. Ресурс – до 50 и более плавок.
- Графитовые – пригодны для переплавки старого, окисленного лома цветных и драгоценных металлов, т.к. создают сильную восстановительную среду. Плавка серебра открытым газовым пламенем в графитовом тигле позволяет почти полностью восстановить исходный вес окисленного металла. Самостоятельно не делаются, см. ниже. Ресурс – более 100 плавок.
- Чугунные – используются в основном для переплавки красной меди в бескислородную, т.к. активно поглощают кислород. Ресурс – до 30 плавок, а потом аморфный углерод из чугуна уходит и тигель деградирует.
- Стальные – самодельный дешевый вариант для плавки небольших количеств алюминиевых и магниевых сплавов и др. химически инертных в расплаве металлов. Возможно применение для переплавки небольших количеств свинца в рыболовные грузила и т.п.
Примечание: графитовые, чугунные и стальные тигли для использования в индукционных печах (см. далее) совершенно непригодны, т.к. полностью поглощают энергию ЭМП.
О графитовых тиглях
Графитовая мини-печь для нагрева ювелирного тигля
Холодную сварку для сборки данной печи следует использовать на температуру не ниже 800 градусов – хорошо проводящие электричество щеки за время одной плавки не греются выше 400. Не намного более нагреется без тигля и графитовый порошок, но, когда тигелек в него вдавлен, он окажется в горячем пятне свыше 1000 градусов вследствие уплотнения порошка под тиглем.
Если плавится золото, то после окончания плавки и остывания печи графитовый порошок высыпают и перетряхивают, т.к. он спекается. Для плавки серебра и мельхиора порошок удаляют и перетряхивают через 3-5 плавок, так печь быстрее нагревается. В любом случае, чтобы держать восстановительную среду, печь во время плавки накрывают слюдяной крышкой.
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж

Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.

Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Видео: мини печь для плавки алюминия
Делаем тигли
Теперь пришло время сделать своими руками плавильный тигель. Из вышесказанного ясно, что своими руками имеет смысл делать тигли:
- Стальной;
- Керамический нейтральный;
- Керамический графитированный.
О стальных тиглях особо говорить нечего – это просто посудина из стали в приваренной ручкой. Используются стальные тигли для переплавки легкоплавких металлов; иногда – цинка на горячую оцинковку с качеством до 3+. Стальные тигли для свинца, олова и цинка пригодны только для плавки одного конкретного металла, т.к. после 1-2 плавок сами покрываются им изнутри.

Как-то в процессе труда над 1-м изобретением мне пригодилось плавильное прибор вместе с обширным диапазоном нагрева, каким было бы комфортно использовать в домашних условиях. Перепробовал всевозможные вариации газовых а также электроспиральных нагревателей и удостоверился, о том, что ни те ни иные не отвечают поставленной задачке: они выходили или громоздкими а также неудобными в использовании, или совсем не давали достаточного нагрева. Вот, полагаю, была бы электродуговая плавка, но работающая в более замедленном ритме!
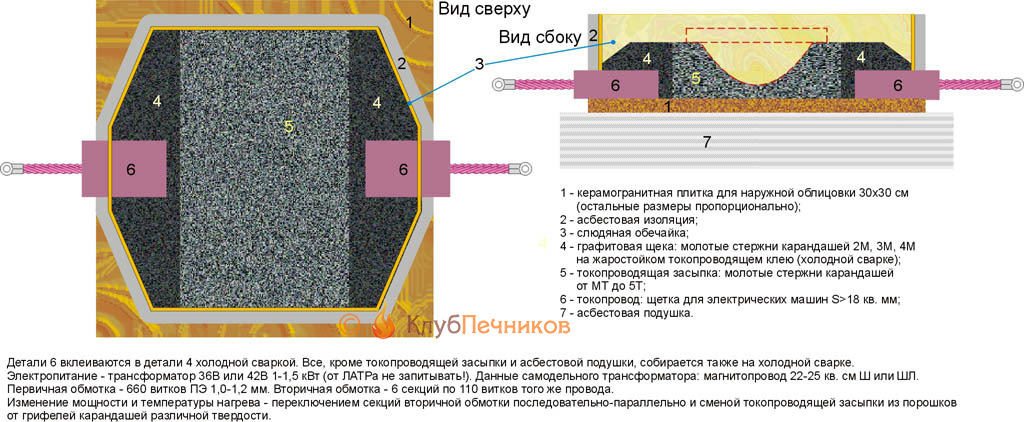
Так поступила в голову задумка использовать для данной задачи углеграфитовый порошок, какой засыпается посреди 2-мя рабочими углеграфитовыми же электродами, к которым подводится напряжение питания в границах 25—50 В от довольно мощнейшего (типа сварочного) трансформатора. За счет существующего омического сопротивления в порошке графита становится постепенный интенсивный нагрев. Температура в подобной электропечи способна доходить до 3000 °С, что дает способность плавить абсолютно все металлы (небольшими порциями). Невзирая на такой впечатляющий нагрев изнутри печи, внешний пленку углеграфитового порошка остается темноватого или красного цвета, так что ослепляющего свечения, как это случается при электродуговой сварке, от печи не исходит.
Время разогрева печи варьируется в интервале 3—5 минут, что позволяет легко контролировать и управлять процессом плавки, включая-отключая от сети трансформатор. Так как металла плавится немного, то он особо не расплывается внутри печи и порошок достаточно хорошо держит его форму.
Электропечь делается из простых и вполне доступных материалов: графита, слюды и асбестовой плитки. В связи с тем, что асбест по медицинским соображениям запрещен и становится редкостью, его можно заменить кафельной или цементной плиткой.
Размеры печи не являются строго определенными. Все зависит от мощности имеющейся электросети и выходного напряжения трансформатора. Чем больше выходное
напряжение, тем шире должно быть расстояние между электродами. При тех размерах электропечи, что указаны на чертеже, достаточно подавать на электроды 25—30 вольт: печь разогревается в плавном режиме, но довольно интенсивно. В случае применения сварочного трансформатора промышленного образца, который обычно выдает 50—60 вольт, расстояние между электродами надо увеличить примерно вдвое, до 150—200 мм. В объеме печи, приведенном на чертеже (100х65х50 мм), можно расплавить 60—80 граммов, например, серебра, что считается уже неплохим результатом.
В качестве электродов для печи подходят щетки от мощного электромотора. Они удобны тем, что имеют хороший токоподводящий гибкий провод. Если нет возможности достать такие электроды, их несложно выпилить самому из куска графита, например, от использованного стержня-электрода, применяемого в дугоплавильных печах. В самодельном электроде надо лишь просверлить сбоку два отверстия диаметром 5—6 мм, вставить в них многожильный медный провод толщиной 5 мм и для уплотнения осторожно забить сюда еще подходящий гвоздь. На внутренней стороне электродов делается сетчатая насечка напильником — для улучшения контакта с порошком графита.
В качестве внутреннего футеровочного слоя стенок печи применяется слюда: благодаря своей слоистости^она служит хорошим теплоизолирующим экраном. Наружные стенки дополнительно укрепляются асбестовой или цементной плиткой толщиной 5—10 мм. Для предельной простоты сборки стенки обвязываются мягкой медной или вязальной проволокой. Изолирующей подставкой для печи служит обычный кирпич; под низ укладывается еще эмалированный металлический поддон с бортиками.
Углеграфитовый порошок можно получать из отслуживших стержней с помощью грубого напильника или многолезвийной ножовки по металлу. Надо учесть, что в процессе плавки порошок графита все же постепенно выгорает и его надо периодически подсыпать.

1. Сеть ~220в
Схема подключения печи.
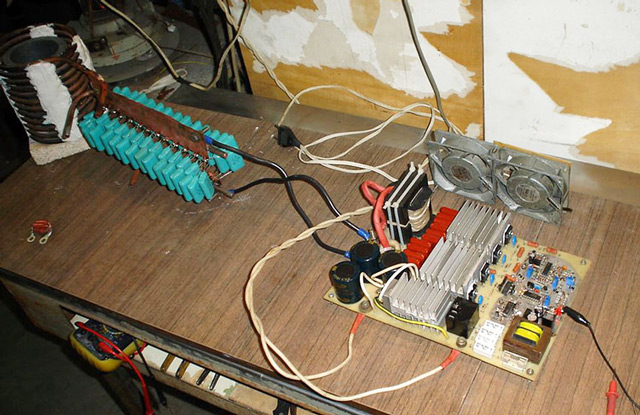
Понижающий трансформатор на 25 вольт. Сетевая обмотка содержит 620 витков медного эмалированного проводя диаметром 1 мм. Понижающая обмотка содержит 70 витков провода прямоугольного сечения 4,2х2,8 мм в стекловолоконной изоляции.
Собранная печь подключается к трансформатору достаточно толстыми медными проводами (7—8 мм) с обязательной наружной изоляцией, чтобы избежать во время работы случайного короткого замыкания.
Готовую к работе печь вначале как следует прогревают, чтобы дать выгореть органическим включениям (обеспечив при этом соответствующую вентиляцию в помещении). В дальнейшем печь работает практически без выделения копоти и гари.
Плавку металлов проводят по следующей схеме. Вначале с помощью небольшой лопатки в середине печи в порошке делают лунку, кладут в нее первую порцию металла и закапывают. Если используемый лом разной величины, то сначала помещают самый крупный кусочек, и только после его расплавления добавляют мелкие части.
Чтобы убедиться, что металл расплавился, печь можно слегка покачать — поверхность порошка в этом случае также начинает колыхаться. После остывания металла его переворачивают и снова расплавляют. Так повторяется несколько раз, пока заготовка не примет более-менее шаровидную форму, свидетельствующую о качестве расплава.
Когда надо плавить мелкую стружку или опилки простых металлов, их засыпают прямо в лунку и плавят как обычно. Более драгоценный металл, с целью его сохранности, помещают в стеклянную ампулу из-под лекарства и плавят вместе с ней. Образовавшаяся у расплава корочка из стекла легко обсыпается при охлаждении в воде.
Легкоплавкие металлы — олово, алюминий и тому подобное — лучше помещать в железную чашечку. Для получения сплавов сначала кладут в порошок более тугоплавкий металл, а после его расплавления вводят легкоплавкий. Например: медь + олово; медь + алюминий.
В электропечи можно плавить олово, алюминий, железо, никель, медь, серебро, золото, палладий. После плавки полученные заготовки подлежат ковке. Их надо расклепывать на наковальне не спеша особенно вначале, небольшим молотком. И как можно чаще нагревать заготовку на газовой плите докрасна, затем остужать в холодной воде и снова расклепывать до нужных размеров.
Категорически нельзя плавить магний, свинец, кадмий, цинк и цинкосодержащие сплавы (цинковая латунь, мельхиор), а также серебряные контакты от различных типов реле, приборов, пускателей — в них содержится до 50% кадмия, который выгорает, образуя желтый ядовитый ды
Если нет возможности приобрести мощный трансформатор, то его можно заменить составным. Для этого надо взять несколько менее мощных однотипных трансформаторов и параллельно соединить их выходные обмотки (при условии, что все они рассчитаны на одинаковое напряжение). Возможен и самодельный трансформатор. Он собирается из Г-образных пермалоевых пластин с внутренним сечением 60х32 мм. Его сетевая обмотка наматывается эмалированным проводом толщиной 1 мм и содержит 620 витков. Понижающая обмотка наматывается проводом прямоугольного сечения 4,2х2,8 мм и содержит 70 витков.
Что касается техники безопасности при работе с этой печью, то надо помнить, что сварочный трансформатор требует крайне осторожного обращения. Нельзя допустить, чтобы произошло короткое замыкание в проводах или между электродами в самой печи. Выключатель сети трансформатора должен располагаться рядом, чтобы в любую секунду его было удобно отключить. Нельзя также ни на минуту оставлять работающую печь без присмотра. Рядом всегда должна находиться емкость с водой, где остужаются горячие заготовки.
В этом посте я расскажу про печь. Будет много букв и немного картинок. Это не универсальная конструкция, вариантов может быть очень много, их можно найти в гугле и на тематических форумах. Здесь я описываю только свой опыт и впечатления от эксплуатации.
Я сделал выбор в пользу пропана, т.к. с ним печь должна быть чистой, не будет мусора и гари, она требует меньше места. Собрав несколько рецептов воедино, я купил гидроаккумулятор на 24 литра. Критерий выбора - диаметр. Внутренний объем ограничит максимальное количество металла, которое вы сможете расплавить за раз. В остальном это может быть и простое металлическое ведро, или барабан от стиральной машины, или баллон от фреона, или из-под пропана или что-то похожее. Лучше не покупать готовое изделие, а искать что есть под рукой, так выйдет дешевле.
Получившийся корпус я зачистил и сделал каркас, фото поможет понять о чем я:
Крышка поворачивается на гаражной петле, которую я приварил. Конструкция с тремя колесами (одно поворачивается)не очень устойчива, но позволяет катить печь с минимальными усилиями и без длинных ручек (а она тяжелая).
Внутри бака я сделал теплоизоляцию из такого состава: молотый шамот плюс огнеупорная глина в пропорции 2/1 соответственно. Как это правильно сделать: из картона надо сделать цилиндр, который будет служить внутренней опалубкой и поставить в бак. А образовавшуюся пустоту между цилиндром и стенкой заполнить раствором. Предупреждаю - раствор не должен быть жидким. При высыхании слишком жидкой смеси раствор даст огромные трещины, я переделывал после этой ошибки. Раствор был таким, что я его буквально запихивал руками, а воздух удалял трамбовкой (какая-нибудь палка).
Все это сохнет недели две-три. Раствор даст усадку, поэтому щели я заполнил огнеупорной ватой, она даст дополнительную теплоизоляцию. Потеря тепла - основной враг такой печи.
Крышку внутри тоже заполняет раствором. Что бы он не вывалился после высыхания, я насверлил отверстий по бокам крышки и закрутил болты (шляпками наружу). За них раствор цепляется и не падает вниз. На фото ниже видна готовая печь, покрашенная огнеупорной краской.
Здесь видна труба (ф50), в которую вставляется горелка. Труба входит в печь по касательной. Это надо, чтобы создать в печи нужное завихрение, иначе пламя будет бить в одну точку, а нам надо равномерный нагрев все полости печи. На этом патрубке виден кусок малярной ленты. Она там не нужна, но свидетельствует о том, что при работе этот патрубок, как и горелка, абсолютно холодные и за них можно браться руками (это правильный режим работы горелки).
На фото ниже видна горелка.
Горение не должно происходить внутри горелки, оно должно происходить в печи. Если горение будет внутри горелки, она раскалится и это не безопасно. Это говорит, что она неправильно работает. Как это обеспечить? Берем кровельную горелку, убираем с нее наконечник и вставляем в трубу (в моем случае диаметр около 40 мм). Длина трубы произвольная, главное - достаточная, чтобы воздух из наддува успел качественно смешаться с пропаном. Еще - чем шире сопло горелки, тем больше жаропроизводительность, расход воздуха и пропана. Это золотое сечение надо искать опытным путем (конечно зависит и от объемов плавки). Для моей печи описанный размер подходит.
На картинке также виден наддув. Это улитка от вытяжки (вроде 600 кубометров в час). Для регулировки количества воздуха я сделал заслонку. В данном случае она открыта на 1/4 и этого хватает за глаза. Я видел горелки в газовых горнах с вентилятором от кулера. Обычно для регулировки люди используют ЛАТР, но у меня его нет. Основная суть в том, что бы сбивать пламя к началу горелки и не допустить горения в трубе (и тем более у сопла).
На картинке ниже видна теплоизоляция печи. Именно про этот ограниченный объем я и говорил при выборе корпуса печи, поэтому про это следует подучать заранее. Я бы сделал побольше, но что есть то есть. Видна сдвинутая в сторону крышка и тигель на заднем плане. Тигель - обрезанный маленький огнетушитель. После нагревов скалывется слоями. На долго его не хватит.
Все это добро питается пропаном. При 1/4 (от мощности улитки) воздуха я ставил на редукторе 1,2 атм. Горит нормально, запас по мощности есть.
2,5 кг бронзы расплавились и перегрелись за полчаса. 300 грамм алюминия за 11 минут.
При расходе газа в 1,2 атм баллон покрывается конденсатом. Читал, что некоторые ставят баллоны в воду, что бы не покрылись инеем.
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простая индукционная печь для плавки металла собирается в домашних условиях несложно, ее можно собрать своими руками, имея схемы и руководство.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
-
Поэтому индукционные печи бывают двух типов:
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство

-
Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
В основе системы отопления частного дома лежит работа печи или котла, высокая производительность и долгий бесперебойный срок службы которых зависит как от марки и установки самих отопительных приборов, так и от правильного монтажа дымохода.
В этой статье вы найдёте рекомендации по выбору твердотопливного котла, а в следующей — познакомитесь с видами и правилами установки дымохода:
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:

-
Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.

- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.

- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.


- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах

Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
Для всех любителей деликатесов, приготовленных методом холодного копчения, предлагаем узнать здесь как быстро и просто своими руками сделать коптильню, а тут познакомиться с фото и видео инструкцией по изготовлению генератора дыма для холодного копчения.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Индукционная печь для плавки металла — где купить и цены
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.

Читайте также: