Пиноль задней бабки своими руками
Видео Пиноль задней бабки токарного по дереву своими руками загружено 02.05.2018 20:21 пользователем АНДРЕЙ КОРВЕТ, продолжительность 07:26.
Добавить временную метку
Включение данной опции позволит добавить к ссылке время начала воспроизведения видео, где H:M:S - часы:минуты:секунды
Фото обложки и кадры из видео
Пиноль Задней Бабки Токарного По Дереву Своими Руками, Андрей Корвет
Подписывайтесь на наш Telegram канал! @thewikihow открыть Мониторим видео тренды 24/7
От продуманности каждого агрегата обрабатывающего станка по дереву зависит качество получаемых деталей. Большое значение играет задняя бабка токарного станка. Её можно использовать уже готовую, изготовленную на производстве или сделать самостоятельно в домашней мастерской.

Назначение узла
Задняя бабка предназначена для фиксации деревянной заготовки в строго определённом положении. От этого зависят порядок и качество проводимых операций. Она представляет собой подвижный элемент и выполняет роль второй опоры. К ней предъявляют следующие требования:
- обладать высокой степенью устойчивости;
- обеспечивать строгое положение центра закреплённой заготовки;
- иметь хорошо отлаженную систему крепления, позволяющую быстро и надёжно крепить заготовку;
- точное движение шпинделя (пиноли).

Токарный станок для обработки деревянных заготовок имеет заднюю бабку, отличающуюся от подобного элемента у станка по обработке металла.
Устройство и принцип работы
У токарных агрегатов по дереву такие элементы имеют различную конструкцию. Однако, несмотря на всё многообразие можно выделить следующие элементы:
- корпус;
- элемент управления;
- маховик, осуществляющий перемещение пиноли вдоль центральной линии;
- винт подачи (производится регулировка направления движения заготовки);
- шпиндель.
Корпус представляет цельнометаллическую деталь, которая обеспечивает надёжность крепления всех элементов. Подвижная деталь задней бабки токарного станка должна обеспечивать надёжное крепление заготовки во время всего процесса обработки. Размеры этого элемента токарного агрегата определяют диаметр разрешённой заготовки, которую можно закрепить для обработки. Конус задней бабки станка для обработки древесины выполняет роль фиксирующего элемента. Его центр направлен на середину заготовки. Ось центра должна точно совпадать с осью симметрии.

Устройство задней бабки во многом определяет технические возможности станка. Каждый узел выполняется в соответствии с требованиями принятых стандартов.
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.
Преимущества таких изделий для токарного станка состоят в том, что при её проектировании и изготовлении можно создать устройство способное решать только поставленные задачи и в нём будут отсутствовать ненужные функции и дополнительные возможности. Они только увеличивают сложность узла и повышают его стоимость.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).

Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
- Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны. Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники.
- При необходимости в изготовленной втулке следует произвести пропил. Его ширина не должна превышать 3 мм.
- С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины.
- С правой стороны отварить гайку с шайбой.
- С левой стороны удалить гайку.
- Головку болта спилить. Место спила обработать с помощью абразивного инструмента.
- Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром 3/4 дюйма. Длина составляет около 7 мм.
- Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.
После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.

Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.
Проектирование конструкции самодельного станка

Пример самодельного токарно-фрезерного станка
Главная сложность при изготовлении самодельного оборудования заключается не в выборе деталей, а в правильном составлении схемы. В отличие от токарно-фрезерных станков с ЧПУ заводского производства конструкция, изготовленная своими руками должна быть максимально простой. Поэтому специалисты рекомендуют на первом этапе разработать схему изготовления исходя из имеющихся подручных материалов и комплектующих.
Лучше всего отказаться от стандартной компоновки, в которой деталь закрепляется между задней и передней бабкой, а обработка происходит с помощью резца или стамески. Функцию режущего инструмента будет выполнять ручной фрезер. Преимуществом этой схемы является небольшая нагрузка на электродвигатель привода передней бабки и увеличение функциональности.
Изготовление самодельного токарно-фрезерного станка по дереву с блоком ЧПУ своими силами проблематично. Это обусловлено необходимостью применения датчиков для позиционирования фрезы относительно поверхности заготовки, что значительно повышает сложность самодельной конструкции.
Основные компоненты токарно-фрезерного оборудования по дереву, изготовленного своими руками:
- станина. Чаще всего используют деревянные бруски. Из них делают решетчатую конструкцию с достаточно высокой прочностью. Передняя бабка крепится стационарно, положение задней можно изменять за счет смещения монтажной панели по ребрам жесткости;
- электродвигатель и механизм передачи крутящего момента. Для увеличения числа оборотов на вал электродвигателя устанавливается диск меньшего размера, а на вал передней бабки – большего. Сопряжение происходит с помощью ременной передачи;
- монтаж ручного фрезера. Он устанавливается в верхней части станины на самодельную платформу. Она смещается по направляющим относительно заготовки. Следует помнить, что он не может быть подключен к ЧПУ.
Это минимальная комплектация токарно-фрезерного станка, сделанного своими руками.
Для возможности токарной обработки с помощью резцов или стамесок необходимо установить опорный блок в передней части конструкции.
Регулировка и ремонт задней бабки
Поддержание в исправном состоянии данного узла токарного станка требует периодического обслуживания. При возникновении неисправности своевременного ремонта. Периодическое обслуживание предполагает регулировку всех параметров этого узла. Настройка заключается в проведении работ, направленных на устранение следующих недостатков:
- появившихся зазоров между подшипниками и корпусом пиноли (эта неисправность характерна для токарных станков, у которых предусмотрено вращение пиноли);
- регулировку смещения центра узла относительно шпинделя;
- устранение люфта крепления бабки к станине.
Первоначальная регулировка задней бабки производится при подготовке изделия к продаже. В дальнейшем выставить заднюю бабку токарного станка следует с периодичностью, указанной в инструкции на конкретный образец.
Опытные пользователи рекомендуют проводить проверку всего токарного агрегата, а при необходимости настройку каждые полгода.
Ремонт данного элемента токарного станка производится по мере необходимости в случае явно выраженных неисправностей. Основными признаками неисправности этого агрегата, свидетельствующими о необходимости ремонта и настройки, являются:
- изменение режима обработки;
- появление биений в момент вращения заготовки.

Трудным и затратным по времени считается ремонт пиноли. Ремонт этого узла требует токарного агрегата и опыта работы на нём. Самым сложным и требующим повышенной точности считается расточка (восстановление) отверстий. Конусные отверстия восстанавливают с применением специальной втулки. После завершения ремонта проверяют наличие радиального биения. Качественно проведенный ремонт позволяет получить заднюю бабку со всеми первоначальными характеристиками с нулевым биением.
Устройство задней бабки
В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.

Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.

Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Всё об оружии и технике



Функции задней бабки
Данный элемент конструкции станка отвечает за качество фиксации и обработки деталей. Именно поэтому очень важной его характеристикой должна быть устойчивость. Этот узел предотвращает смещение детали в ходе ее обработки и должна отвечать за корректное местоположение оси центра. К тому же данная деталь отвечает за правильное направление шпинделя и его стабильную фиксацию.

Кроме этих функций, такой узел также должен обладать возможностью оперативной установки на оси станка и опцией точной фиксации детали на обоих центровых отверстиях аппарата. Именно стабильность и устойчивость задней бабки способствуют точной обработке заготовок.
Таким образом, данная деталь также предотвращает возникновение аварийных ситуаций во время эксплуатации станка. В случае неисправного состояния этого узла, деталь может вылететь из центров и повредить станок или ранить оператора.
Ремонт задней бабки токарного станка
Здравствуйте этот пост для тех кто постоянно и профессионально занимается ремонтом токарных станков так единовоеменный ремонт с применением нижеприведенной технологии экономически не очень целесообразен и подчас просто невыполним в виду ограничения возможностей отсутствия приспособлений и средств осуществления. Я не буду рассказывать о том как отремонтировать и выставить переднюю бабку как отремонтировать фартук нортон (коробку подач) восстановить (отшабрить) суппортную группу залить или поставить накладки после шлифовки станины калибровать винты под новые гайки и прочие вещи которые всем и так известны . Хочу поделится технологией ремонта ЗБ может кому пригодится а если и не пригодится то для общего развития …
- изготавливаем оправку для расточки которая будет вставляться непосредственно в КМ шпинделя и затягиватся штревелем с обратной стороны , тело самой оправки делаем максимально полным по диам дабы не отгибало длину определяем из длины тела ЗБ с учетом что патрон снимаем плюс запас для выхода резца , все размеры берем исходя из модели своего станочка и диаметра расточки от 5 до 10 мм плюсом к диметру отшлифованной пиноли
- Ставим тело ЗБ с подушкой без пржимов между ПБ и кареткой предварительно выставив по центру и стянув их между собой болтами сверху на ЗБ ложим груз для жесткости при расточке
- Подбираем обороты/подачу и растачиваем ЗБ(каретка толкает ЗБ к ПБ )
- Изготавливаем еще одну оправку с КМ шпинделя с одной стороны и цилиндром диаметром равным диаметру отшлифованной пиноли длной более тела ЗБ (желательно шлифовать вместе с пинолью на одном станке и мерить одним прибором во избежание расхождения их в размере и всяких эллипсов кунусов и прочих отклонений)
- Вствляем эту оправку в шпиндель не забывая про обкатку идикатором
- Сверлим в ЗБ три равноудаленных отверстия сверху
- Предварительно тщательно обезжирив расточеную поверхность ЗБ и покрыв оправку мыльной пленкой заводим ЗБ по станине на оправку и опять прижимаем грузом не перекрывая отверстий
- Тщательно герметизируем полученные зазоры между оправкой и телом ЗБ и отверстия для гаек зажима пиноли и смазки пластилином или другим похожим материалом
- Заливаем в наши три заранее просверленных отверстия любой износостойкий …крилл из зубопротезирования — бутакрил, стетакрил, протакрил и тд по желанию смешав с бронзовой пылью или мелкой стружкой
- ждем полного высыхания затем все вытаскиваем обрабатываем излишки …крила и собираем полностью ЗБ
- Все ЗБ готова и если все сделано правильно — абсолютно соосна со шпинделем …
может что и пропустил или непонятно объснил готов к диалогам, фотографий и чертежей нет
Изменено 14 апреля, 2014 пользователем n-a-v
Устройство и принцип работы
Несмотря на различия в строении задних бабок у многих станков, схема их работы и производства в большинстве случаев приблизительно одинакова. Исходя из этого, можно сложить общую схему строения этой детали в большинстве станков. Классическая конструкция данного элемента конструкции будет выглядеть следующим образом:

- Хвостовик центра конического типа.
- Ручка управления.
- Винт для вращения.
- Пиноль. Подвижная полая деталь, выполненная в форме цилиндра, предназначена для фиксации вращательного винта. При помощи специальной шпонки пиноль (шпиндель) страхуется от поворота. Шпиндель фиксируется посредством специальной рукоятки, которая имеет прямую и обратную резьбу. Данная деталь может полностью убираться в узел задней бабки.
- Гайка.
- Рукоятка.
- Основа.
- Плита.
- Винт.
- Штыри.
- Паз шпоночного типа.
Данный узел обладает отверстием в шпинделе, куда устанавливаются инструменты для работы с заготовками. Во время эксплуатации станка, узел двигается станиной для подбора походящей дистанции в зависимости от размеров обрабатываемой детали. Учитывая специфику выполняемых работ, шпиндель можно настроить как на вращающиеся, так и на неподвижные детали. Все передвижения данного узла осуществляются в рамках подготовительных работ.
Узел в устройстве двигается путем зацепления выступа планок. В этом же случае активируется автоматическое передвижение суппорта. Перемещать узел параллельно станине можно посредством специальной рукоятки. Так делают в том случае, если надо закрепить заготовку в центрах, для подводки режущей поверхности к детали и для перемены положения револьверной головки.
В станках с небольшими параметрами, передвижение шпинделя осуществляется посредством специальной шестерни, которая находится в кронштейне. На больших станках узел приводится в движение при помощи электропривода. Передвижение шпинделя осуществляется в направлении оси, и оно не зависит от того, что в нем закреплено – рабочий инструмент или заготовка.
Восстановление и ремонт узла
Поскольку задняя бабка – один из наиболее задействованных узлов во время работы, то она довольно часто выходит из строя. Чаще всего приходится восстанавливать нормальное соотношение мостика и станины, регулировать высоту центров и настраивать точность отверстия. Часто ремонта требуют отдельные детали задней бабки: пиноль, элементы управления.
Труднее всего восстановить точность отверстия корпуса и отрегулировать высоту центров. Наиболее эффективный метод исправления большинства поломок задней бабки – акрилопласты. Незначительные дефекты отверстия под пиноль можно ремонтировать посредством притир, но после этого желательно использовать тот же акрилопласт.
Для регулировки высоты центров используют растачивание и восстанавливают их параметры при помощи специальных накладок, которые устанавливают на направляющие. После этого необходимо изготовить новый шпиндель. Посадить его на место следует при помощи все того же акрилопласта.
Ремонт пиноли осуществляется также посредством шлифовальных работ с наружной стороны. Чтобы восстановить конусное отверстие применяют втулку, которая выполняет компенсаторную функцию. Снаружи у этой детали форма цилиндра, и только внутри – конуса. Изготовлена она из каленой стали. Внешней диаметр втулки делают по расточенному отверстию, при этом обязательно оставляют небольшой люфт.
Нередко случается такое, что необходимо ремонтировать отверстие для подшипников. Проще всего осуществить ремонт посредством замены испорченного узла. Затем необходимо подстроить внутренний диаметр в соответствии с наличными подшипниками.
Видео: самодельная задняя бабка токарного станка.
Изготовление задней бабки своими руками
Разработчики и производители изделий для токарных работ по дереву предлагают большое разнообразие различных узлов и агрегатов. Обладая определённым опытом, необходимым оборудованием и материалами можно изготовить их самостоятельно.
Самодельные задние бабки для токарных станков могут быть изготовлены в домашней мастерской. Для этого потребуются следующее оборудование и инструменты:
- токарный станок;
- аппарат для сварочных работ;
- комплект подшипников (обычно используются два);
- набор для болтового соединения (три болта и три гайки);
- два куска стальной трубы с толщиной стенки более 1,5 мм;
- листовую сталь толщиной от 4 мм до 6 мм (какой проще найти).

Для снижения себестоимости необходимо использовать подручный материал. Необходимые метизы легко найти в мастерской. Если их нет они приобретаются в любом хозяйственном или строительном магазине.
Порядок производства задней бабки для токарного станка по дереву состоит из следующих этапов:
- Составление перечня задач, которые планируется решать на создаваемом станке (перечень необходимых операций).
- Разработать и начертить схему узла.
- Составить технологическую карту.
- Выбрать требуемый инструмент.
- Изготовить заднюю бабку.
- Установить и провести проверку работоспособности.
Порядок самостоятельного изготовления задней бабки токарного станка по дереву состоит из следующих операций:
Изготовить заготовку для установки подшипников. Для этого необходимо обработать выбранный кусок трубы с внешней и внутренней стороны
Особое внимание следует уделить обработке внутренней поверхности. В ней будут установлены подшипники. При необходимости в изготовленной втулке следует произвести пропил
Его ширина не должна превышать 3 мм. С помощью сварочного аппарата соединить два болта. Должен получиться стержень заданной длины. С правой стороны отварить гайку с шайбой. С левой стороны удалить гайку. Головку болта спилить. Место спила обработать с помощью абразивного инструмента. Приступить к изготовлению шпинделя. Его изготавливают из обрезка трубы диаметром 3/4 дюйма. Длина составляет около 7 мм. Конус задней бабки изготавливается из болта. Для этого его конец затачивают соответствующим образом.






После завершения изготовления всех элементов необходимо произвести сборку задней бабки и проверить её на включённом станке.
Качество самостоятельно изготовленной задней бабки во многом зависит от класса точности применяемого инструмента и профессиональных навыков изготовителя. Опыт показывает, что с такими узлами возникают определённые проблемы. К ним относятся:
- превышение уровня вибрации;
- плохая центровка;
- низкая производительность, по сравнению с промышленными образцами;
- повышенная скорость износа установленных подшипников.

Чтобы избежать негативных последствий необходимо произвести проверку станка на холостом ходу. Проверить соосность задней и передней бабки, качество смазки подшипников и надёжность их крепления. При правильной сборке и качественном изготовлении отдельных деталей самодельная конструкция соответствует всем требованиям и будет не хуже промышленной.
Восстановление акрилопластом
- Отверстие для шпинделя расширяют с помощью, снимая металл толщиной 3-4 миллиметра. Показатели овальности не должны превышать полсантиметра.
- В шпинделе передней бабки монтируют полую оправу. Внешний диаметр цилиндрической оправки равняется внешнему диаметру обновленной пиноли.
- Относительно оси пиноли оправку устанавливают от центра. Перед этим следует приделать специальную прокладку (например, из бумаги) в конусное отверстие пиноли.
- После этого тестируют и регулируют биение поправки. Показатели должны находиться в районе 0,16-0,19 мм. Затем монтируют пиноль таким образом, чтобы формирующая оправки располагалась над ней с небольшим отклонением. Такое положение детали гарантирует отличие высоты центров и передней бабки на необходимом уровне (0,06-0,08 мм).
- Над отверстием шпинделя необходимо просверлить три маленьких дырки (диаметром около 7 мм). Их следует расположить посредине и на краях корпуса задней бабки.
- Просвет в корпусе обрабатывают обезжиривающим средством и сушат на протяжении 25-30 минут.
- Оправку обрабатывают мылом и монтируют корпус задней бабки. Деталь необходимо закрепить на станине посредством болтов.
- Отверстие под пиноль следует загерметизировать при помощи специальных колец и пластилина. Таким же образом необходимо поступить и с отверстиями для крепления шпинделя.
- Над ранее проделанной тройкой отверстий делают три пластилиновые воронки.
- В среднюю воронку заливают ранее подготовленный раствор акрилопласта. Лить его надо до тех пор, пока частично не заполнятся самые крайние воронки.
- Затем обработанную акрилопластом заднюю бабку оставляют засыхать при температуре 19-20 градусов.
- После этого узел сдвигают и очищают от остатков пластилина, создают специальные канавки, проделывают отверстия, формируют паз шпоночного типа и окончательно собирают всю конструкцию задней бабки.
Republished by Blog Post Promoter
Самодельный токарный станок по металлу своими руками: порядок сборки
Сборка механизма выполняется в следующем порядке:
- Из металлических балок и швеллеров собирается рама станка. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
- На швеллеры устанавливаются продольные валы с направляющими. Валы могут быть приварены при помощи сварки или закреплены болтами.
- Изготавливается передняя бабка. Для изготовления передней бабки токарного станка своими руками используется гидравлический цилиндр с толщиной стенок от 6 мм. В цилиндр необходимо запрессовать два подшипника.
- Прокладывается вал. Для этого используются подшипники с большим внутренним диаметром.
- В гидравлический цилиндр заливается смазывающая жидкость.
- Устанавливается шкив и суппорт с направляющими.
- Монтируется электропривод.
Кроме того, по чертежам токарного станка по металлу своими руками видно, что для повышения устойчивости резцового механизма изготавливается подручник, а на нижней части конструкции закрепляется тонкая полоса металла. Последняя служит для защиты рабочей части станка от деформации в процессе работы.

Устройство самодельного токарного станка для обработки металла: 1, 7 — швеллеры; 2 — ходовая труба; 3 — задняя бабка; 4 — поддон для сбора стружки; 5 — суппорт; 6 — ходовой винт; 8 — электрический двигатель; 9 — неподвижная передняя бабка; 10 — лампа в защитном колпаке-отражателе; 11 — сетчатый экран для защиты токаря от стружки; 12 — опора

При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
1. изготовление компенсационной втулки (рис. 61, а)
2. ремонт пиноли (рис. 61, б)
1. Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
2. Растачивают отверстие в пиноли ?30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Задание для проверки:
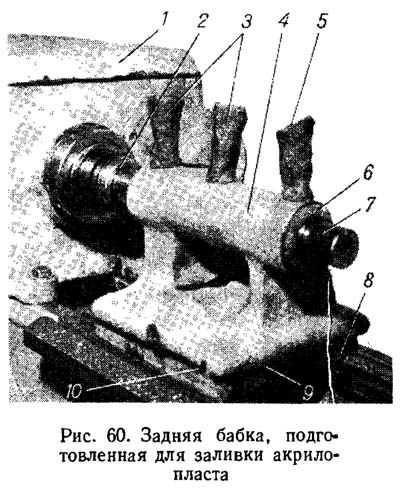
Задняя бабка токарного станка. Устройство и технология ремонта

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Читайте также: