Пилоточка для ленточных пил своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 10.09.2024
Любое строительство или крупный ремонт вряд ли обойдется без досок и различных брусьев. При этом весь этот материал необходимо распилить до нужных размеров.
Конечно, можно приобрести уже готовые доски или брусья. Но это потребует больших финансовых затрат. Поэтому многие домашние мастера и профессионалы предпочитают сделать все самостоятельно.
А для этого необходим нужный инструмент, например, ленточная пила. И в этом случае не стоит сразу бежать в магазин за покупкой станка.
Если есть небольшой опыт, то у вас обязательно получится самодельная ленточная пила. А о технологии ее изготовления будет рассказано в этой статье.
Подготовительный этап
Ленточная пила своими руками обойдется дешевле, чем ее заводской вариант. Но чтобы изготовить все правильно, следует в первую очередь разобраться с самой конструкцией. Ленточная пила предназначена для распиливания деревянных заготовок большого диаметра. Как правило, с ее помощью из бревен делаются доски или брусья.
Сама конструкция представляет собой каркас, на который смонтированы электродвигатель и шкивы. Первый необходим для вращения шкивов, на которых закреплено режущее полотно. Именно с ее помощью и происходит распил заготовки.
Прежде чем приступить к работе по созданию ленточной пилы по дереву, стоит сделать чертеж. С его помощью все дальнейшие работы будут проходить быстрее и понятней для вас.

1 – нижний шкив привода; 2 — станина; 3 – ленточная пила; 4 — ремень клиновой А710; 5 — демпфер; 6 — направляющая; 7 – несущая штанга; 8 – верхний шкив привода; 9 — стол, 10 – электродвигатель (АОЛ-22-2); 11 — шкивы ременного привода; 12 – кронштейн; 13 — гайка M12, 14 – верхняя опора; 15 – регулировочный винт; 16 — ползун
Далее, подготовьте необходимый инструмент и материал. Для работы вам понадобится:
- металлические уголки, профильные трубы, швеллера и прокат;
- электродвигатель;
- шкивы от старой сельскохозяйственной техники. Лучше всего подходят те, которые имеют диаметр в 30 сантиметров;
- листы фанеры или ДСП для создания тумбы;
- само режущее полотно;
- сварочный аппарат и слесарный инструмент
Предварительно необходимо сделать раму (согласно ранее составленному чертежу). Она выполняется из швеллера (100) при помощи сварки. Высота рамы должна составлять около полутора метров. Также желательно изготовить ящик под рамой, в него будут собираться стружки. Такую конструкцию легко выполнить из листов фанеры или ДСП.


Верхний шкив привода ленты

Демпфер необходим для гашения колебаний ленты. Изготавливается из текстолита.
1 — основание, 2 — болт М6 (2 шт.), 3 — планка, 4 — гайка с шайбой

Направляющая служит для правильной подачи обрабатываемых заготовок
Рекомендации по изготовлению
Самодельная ленточная пила состоит из нескольких основных элементов. В первую очередь – это рама. Именно на нее будут крепиться остальные компоненты. На раму монтируется электродвигатель, который соединяется со шкивом. Также нужно сделать устройство для подачи бревна (или другой деревянной заготовки) для распила.
Переходим к шкивам. Их в конструкции используется две штуки. При этом правый шкив будет ведомым, поэтому жесткой фиксации не требует. Его необходимо оснастить пружиной, которая отвечает за натяжку полотна. Левый шкив, который является ведущим, фиксируется жестко на своем месте.
Сами шкивы монтируются на специальных направляющих, выполненных из труб. При этом необходимо предусмотреть их фиксацию при помощи болтов. Шкивы необходимо подточить так, чтобы края ленты выступали на пару сантиметров. Также само режущее полотно устанавливается с небольшим наклоном. В этом случае оно будет натягиваться само, что предотвратит спадание ленты во время работы станка.

Механизм натяжения ленты: 14 – верхняя опора, 15 – регулировочный винт, 16 — ползун, 17 — крышка, 18 — винт М4, 19 — подшипник 60203, 20 — сальниковое уплотнение, 21 — торцевая шайба, 22 — шайба Гровера

Узел крепления пилящей ленты (нижний шкив)
1- нижний шкив привода ленты, 4 – клиновой ремень, 7 – несущая штанга, 11 — шкивы ременного привода, 19 — подшипник 60203, 23 — шайба, 24 – стопорный болт М6, 25 — дистанционная втулка, 26 — корпус буксы, 27 — крышка буксы, 28 — вал.

Букса для ленточного станка

Ведущий вал ленточного станка
После подготовки все детали монтируются на раме. Шкивы подсоединяются к электродвигателю при помощи ременной передачи (можно смонтировать цепную передачу). Далее, производится установка кнопок включение и ручная ленточная пила по дереву готова к использованию.
Очень важный элемент такого станка – это режущее полотно. Некоторые мастера изготавливают пилу своими руками. Для этого можно приобрести специальные заготовки из стальных полос. Далее, с использованием шаблонов, делается заточка.

Место пайки полотна
Такая сложность изготовления режущего полотна вынуждает многих покупать уже готовые пилы. Сегодня в магазинах большой ассортимент подобных изделий. Главное, подобрать размер режущего полотна так, чтобы он подошел к вашим шкивам.
Кроме этого, при выборе пилы следует обратить внимание на толщину. Чем этот показатель больше, тем больше радиус закругления полотна. Для более точного подбора можно воспользоваться специальными таблицами.
Рекомендации по эксплуатации
Сделанная своими руками ленточная пила может быстро окупить затраченные на ее производство время и средства. Но это будет соответствовать истине, если соблюдать рекомендации по эксплуатации такого оборудования. Специалисты дают такие советы:
не стоит думать, что пила сможет проработать непрерывно долгое время. Специалисты рекомендуют следующий режим работы – два часа распила, далее полотно снимается и вывешивается в свободное состояние на 12-24 часа. Таким способом вы сможете продлить срок службы пилы;
всегда используйте смазку, особенно если распиливаете свежую древесину. У только что срубленных деревьев идет обильное выделение смолы. Ее масса начинает забивать резцы. Как результат пила начинает греться и быстро выходит из строя. Для смазки (и одновременного охлаждения) можно использовать обычную воду с добавлением простого моющего средства. В зимний период специалисты рекомендуют применять смесь дизтоплива и моторного масла;
после окончания работы ослабьте режущее полотно. При распиле оно нагревается и немного расширяется. После окончания работы полотно начинает остывать и уменьшаться в размерах. Если оставить ее в натянутом состоянии, то будут образовываться отметины от шкивов, на месте которых впоследствии получатся потертости;
соблюдайте правила заточки зубьев. От этого будет зависеть как скорость самой работы, так и срок службы режущего полотна. Также следите, чтобы зубья были всегда хорошо заточены и соблюдался правильный их развод.
Также необходимо строго соблюдать технику безопасности. Ленточная пила – это довольно травмоопасное оборудование. Лучше всего оснастить ее защитным кожухом. Такое дополнение позволит повысить безопасность работы, и поможет улучшить отвод опилок.
Также внимательно отнеситесь к выбору места установки станка. Конечно, самодельная ленточная пила не займет много места. Но все-таки вокруг должно быть достаточно пространства для свободного передвижения.
Кроме того, позаботьтесь о качественном освещении рабочего места. Довольно часто такой станок устанавливают на улице. В этом случае старайтесь работать только в светлое время или при наличии хорошего уличного фонаря.
Из видео вы узнаете как изготовить ленточную пилу своими руками из доступных материалов.

Ленточные пилы – это инструменты для резки, применяющиеся в ленточнопильных станках. Являют собой замкнутую ленту с зубьями. Обладают массой своих, характерных только для них, достоинств. Ширину пропила ленточные пилы оставляют значительно меньшую, нежели дисковые инструменты: если при пилении бюджетной древесины этот факт, возможно, и несущественен, то при резке элитного металла и разделке ценных древесных пород – критически важен. С их помощью можно разрезать совершенно любую заготовку. Кроме того, ленточные пилы демонстрируют хорошую скорость работы , обеспечивают высокое качество поверхности реза. Уменьшение отходов стружки благодаря их использованию – вещь очевидная. Однако, чтобы стабильно ощущать на практике все вышеперечисленные преимущества работы с инструментом, необходимо ответственно подойти к вопросам его обслуживания. Заточка ленточных пил, а также их разводка должна производиться качественно и своевременно.
Оглавление
Немного теории: из чего изготавливают инструмент?

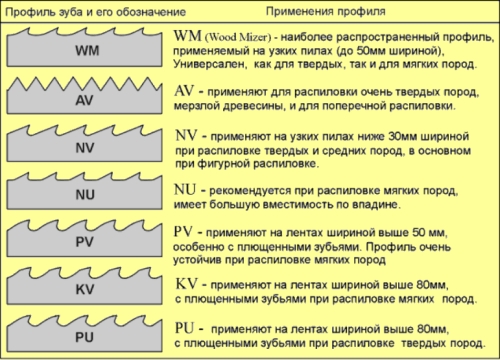
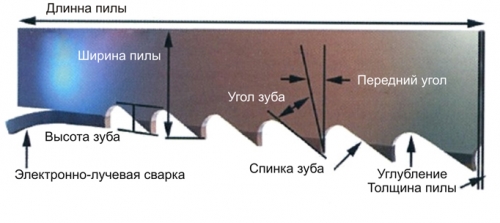
Все о зубьях и углах их заточки
Теперь о величине шага. Для тонкостенных заготовок (листовой прокат, трубы) применяют пилы с малым шагом зубьев – иначе существует риск повредить или даже сломать зуб. С толстостенными материалами лучше работать при помощи инструмента с небольшим количеством зубьев на дюйм.
Дабы устранить эффект резонанса, провоцирующий вибрации полотна, ряд пил делают с переменным шагом.
Тонкости разводки ленточных пил
По мере эксплуатации инструмента происходит снижение качества его режущей кромки. Поэтому разводка и правильная заточка ленточных пил – естественная часть рабочего процесса.
Обратите внимание! Развод должен производиться перед заточкой, а не после нее!
Разводка – это операция по отгибу зубьев в стороны для предотвращения зажатия полотна инструмента и уменьшения его трения. Существует три основных вида разводки:
Стоит знать! При разводе отгибают не весь зуб, а лишь его часть – треть или две трети от вершины.
Рекомендуемые производителями значения величины развода укладываются в диапазон 0,3-0,7 мм. Осуществляется операция при помощи специального разводного инструментария.
Как правильно заточить ленточную пилу?
Доказано: свыше 80% случаев разрыва инструмента происходит из-за несоблюдения правил заточки ленточных пил. Необходимость манипуляции определяется визуально – по виду самых зубьев или состоянию стенок пропила (увеличение шероховатости поверхности).
Круги для заточки ленточных пил выбирают в зависимости от твердости зубьев. Для заточки изделий из инструментальной стали обращаются к корундовым кругам. Биметаллические пилы требуют алмазных либо боразоновых образцов. Форму заточного круга для ленточных пил следует определять, исходя из параметров инструмента. Она может быть профильной, чашечной, плоской, тарельчатой.

Перед началом работ рекомендуется позволить пиле провисеть в вывернутом состоянии десять-двенадцать часов.
Требования к заточке ленточных пил своими руками:
• обеспечение равномерного съема металла по профилю зуба;
• исключение чрезмерного нажима круга (это может привести к отжигу);
• обеспечение сохранности высоты и профиля зуба;
• обязательное наличие охлаждающей жидкости;
• контроль отсутствия заусенцев.

Вообще, несмотря на массу правил и требований, данные инструменты достаточно неприхотливы в плане заточки. С ними можно работать, как с помощью специального заточного устройства для ленточных пил, так и вручную; применять для обработки разные по форме и материалу круги и т.д.
Перед тем, как точить ленточную пилу необходимо ознакомиться с основными способами осуществления данной операции.
Способ 1. Полнопрофильная заточка
Способ 2. Заточка граней зубьев
Советы от профессионалов
Какие ошибки могут возникать в процессе заточки?
Ошибка 1. Подгоревшие пазухи зубьев изделия
Причина этого явления кроется в чрезмерных усилиях заточного круга. Как результат - быстрое затупление ленты.
Ошибка 2. Неправильный угол наклона и несовершенность формы пазух зубьев.
К такой ситуации могут привести несколько факторов:
• снос эксцентрика заточного устройства;
• ошибка настройки угла наклона головы станка;
• несоответствие профиля заточного круга.
На этом все. Теперь вы знаете, как заточить ленточную пилу правильно, и какие инструменты и приспособления могут для этого потребоваться.

Сделать самостоятельно пилу – кропотливое и сложное, но вполне выполнимое задание. Проще всего самодельная ленточная пила собирается на деревянном каркасе – не приходится ничего варить, а столярный инструмент есть практически у каждого.
Сборка каркаса
Для каркаса лучше выбирать крепкую и твердую древесину, иначе конструкция получится ненадежной и будет вибрировать. Некоторые элементы, например рабочий стол, можно делать из фанеры, а ребра для жесткости окантовываются рейками. Самый дешевый вариант – разобрать старую мебель, пустив фанеру на шкивы и стол. Для несущей штанги подойдет кленовая балка.
Прежде всего, нужно определиться с чертежами, по которым в дальнейшем и будет собираться каркас. Так, от высоты рабочего помещения будет зависеть размер самой ленточной пилы. Необходимо заранее продумать удобную высоту стола, длину штанги и диаметр шкивов. Чертежи могут быть как условными, отражающими только общие размеры, так и детальными, как на фото.
Монтаж штанги и опор для шкивов
Самая простая ленточная пила своими руками – на деревянном С-образном каркасе, где опорная штанга сделана из бруса толщиной не менее 8х8 см, к которому с одной (условно задней) части крепятся две опоры.

На них и будут держаться шкивы. Такие опоры лучше делать из крепкого материала, допускается многослойная фанера с прочной сердцевиной.
Сборка рабочего стола
Высота стола должна быть комфортной для работы на нем, и вмещать при этом нижний шкив и шкив привода, двигатель и большое количество стружки. Сама форма может быть любой, зачастую же её делают в виде закрытой тумбы, служащей как контейнер для опилок.
Желательно предусмотреть простой способ открывания стола и поддон для отходов – так чистить пилу будет гораздо удобнее.

Столешницу можно установить непосредственно на нижнюю опору. Если же высоты нижней опоры недостаточно, делают простую подставку под всю конструкцию, поднимая её на нужную высоту.

Вырезание шкивов и крепление их на опоры
Диаметр шкивов привода ленты можно выбрать произвольный, но чем больше шкив – тем дольше и лучше работает пила. При этом нужно правильно подбирать полотна, идеальное соотношение – 1/1000 полотна к диаметру шкива. Таким образом, для сорокасантиметровых шкивов лента должна быть 4 мм. Но при правильной эксплуатации даже на узких шкивах можно спокойно работать с 6 мм полотнами.
Диаметр шкива ременного привода нужно подбирать в зависимости от диаметра основных шкивов, длины ленты и оборотов двигателя.
1. Рассчитывается длина окружности шкива пилы: Д= 3,14*диаметр шкива.
2. В среднем, скорость движения полотна должна быть 30 м/сек.
3. Определяется количество оборотов: О = 30/Д;
4. Вычисляется соотношение (С) оборотов мотора (ОМ) к оборотам шкива ременного привода: С = ОМ/О;
5. Диаметр шкива привода = Д/С.
Кромку шкивов полотна делают выпуклой, с углом в 5-10 градусов – благодаря этому пильная лента самоцентрируется и не спадает.

А вот на шкиве ременного привода лучше сделать неглубокую канавку, в которой и будет находиться ремень. Обтянуть шкивы можно обычными камерами от велосипеда или тачки.

Диаметр выбирается на один-два размера меньше шкива. Такая резиновая обтяжка предотвращает соскальзывание полотна.
Верхний шкив крепится на подвижном блоке, который должен передвигаться горизонтально, обеспечивая натяжение ленты.

Для этого предусматривается специальный подъемный механизм. Самый простой вариант – брус, расположенный под блоком и присоединенный к рычагу очень тугой пружиной. Нажимая на рычаг, брус поднимает блок со шкивом, обеспечивая требуемое натяжение.
Нужно предусмотреть способ закрепления рычага в заданном положении, например, несколькими болтами, расположенными на разных уровнях. Пружина обеспечит необходимое давление и при этом будет гасить напряжение, не давая ленте порваться.
Нижний блок состоит из закрепленных на оси двух шкивов – ведомого и ведущего.

Для крепления верхнего шкива удобно использовать самоцентрирующиеся подшипники, что позволит быстро снимать и надевать колеса.

Но их нужно крепить к шкивам максимально плотно, иначе подшипники очень быстро разболтаются. После закрепления колес на раме следует провести пробный запуск пилы, соблюдая максимум осторожности.
Монтаж направляющих полотна

Самый простой вариант – прикрутить к брусу три роликовых подшипника. На один опирается плоская сторона полотна, два других плотно держат ленту по бокам.

Обязательно нужно идеально выровнять направляющие в точке крепления на опоре, иначе даже микроскопическое отклонение по вертикали может вылиться в 3 мм на противоположном конце. Лучше всего отмечать положение балки при максимально натянутом полотне и уже смонтированных направляющих. Это гарантирует точное их положение относительно пильной ленты.
Вместо двух подшипников по бокам можно сделать деревянные ограничители. Также не лишним будет монтаж дополнительных направляющих под столешницей, а не только сверху.

Следует учитывать, что направляющие должны находиться как можно ближе к заготовке, в идеале – на расстоянии 3-4 см от бревна. Поэтому, если планируется распиливание разных по толщине заготовок, имеет смысл сделать регулировку высоты направляющих.
Завершающая отделка
Пила из дерева готова к эксплуатации уже после сборки, но лучше сделать кожух, закрывающий верхний шкив.

Это не столько преследует эстетические цели, сколько служит безопасности – даже при соскальзывании ленты со шкива, она задержится в кожухе.
Не лишним будет сделать и контейнер для стружки, который легко доставать и опустошать.

Ременной привод лучше вынести из-под стола, чтобы на него не попадали опилки. Для защиты двигателя рекомендуется также организовать кожух, предотвращающий проникновение пыли и других частиц.
Финальная обработка дерева лаком или краской не только продлит срок службы, но и защитит руки от неприятных скалок и щепок из необработанной древесины. Предварительно все поверхности нужно зашкурить и обработать антисептиками, предотвращающими гниение.
На видео представлен обзор самодельной деревянной пилы и рассказываются преимущества такого решения:

Сложность соединения концов ленточных пил обуславливается различием параметров разных пил (по размеру и материалу) и тяжелыми условиями, в которых работает инструмент, испытывающий многократные циклические растягивающие и изгибающие нагрузки. В идеале место соединения должно быть таким же прочным, как и целое полотно, однако добиться этого непросто.
Спаянная ленточная пила
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Пайка ленточных пил
Высокотемпературная пайка ленточных пил также является приемлемым способом соединения, обеспечивающим, при условии качественного выполнения, достаточную прочность полотна. А для домашних условий пайка является наиболее доступным способом соединения порванной ленточной пилы.
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге. Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше. Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.
Пайка ленточных пил
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.
Приспособление для пайки ленточных пил: 1 — выемка, обеспечивающая доступ пламени горелки.
Но возможны более простые варианты сделанные своими руками.
Самодельное приспособление для пайки ленточных пил
Самодельное приспособление для пайки ленточных пил
Самодельное приспособление для пайки ленточных пил
Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.
Пайка ленточных пил
Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении. При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов. Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.
Пайка ленточных пил (
на соединение заранее помещен кусочек припоя
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
Пайка ленточных пил: нагрев соединения
Пайка ленточных пил: припой заполнивший стык
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.
Пайка ленточных пил: зачистка соединения
Пайка ленточных пил: готовое соединение
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.

В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка

Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.

Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий;
поддержание сохранности профиля и высоты режущего элемента; - подготовка охлаждающих составов;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

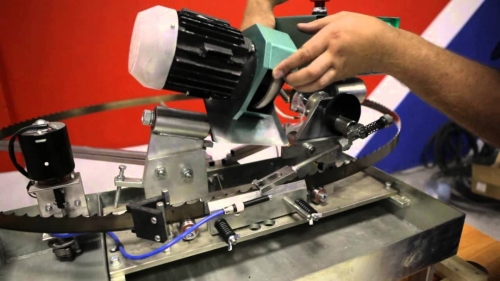
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Кол-во блоков: 11 | Общее кол-во символов: 14244
Количество использованных доноров: 3
Информация по каждому донору:

Читайте также: