Пайка твердыми припоями своими руками
Добавил пользователь Алексей Ф. Обновлено: 29.08.2024

21402
На сегодняшний день, пайка нержавейки твердыми припоями используется в тех областях, где требуется достигнуть максимально прочного соединения, не прибегая к сварке. Данный метод соединения относится к промежуточному положению между сваркой и низкотемпературной пайкой. В отличие от использования мягких припоев, твердые потом могут использоваться в условиях высокотемпературной эксплуатации. Процесс спаивания не влияет на структуру металла, что не приводит к их деформации и разупрочнению. Активно все это используется при изготовлении металлорежущих инструментов, как резцы с твердосплавными пластинами и прочие. Благодаря такой спайке получается высокая прочность соединения и нет негативного воздействия на геометрию и прочность пластин, к которым припаиваются детали.

Пайка нержавейки твердыми припоями
Твердая пайка нержавейки применяется также при ремонте и изготовлении сосудов из нержавеющей стали, соединения труб, которые могут служить для проводки воды или охладительных систем. Особенно активно она используется там, где затруднительна сварка. Ее можно встретить при ремонте автомобильных двигателей, радиаторов и трансмиссии. Благодаря высокому качеству соединения выдерживают даже упругие деформации и значительны нагрузки. Для многих вариантов ремонта, этот процесс не имеет альтернативы. Технология контролируется по ГОСТ 1499-54.
Преимущества пайки нержавейки твердыми припоями ![]()

- Пайка нержавейки твердыми припоями является самой качественной из всех возможных вариантов;
- Такой метод используется в промышленности для ответственных соединений, работающих в сложных условиях;
- Соединение может применяться даже в местах с высокой температурой;
- Детали стойки к различного рода нагрузкам;
- Процесс пайки происходит относительно быстро и не требует большого количества подготовительных процедур;
- Ею намного легче ремонтировать детали в станкостроительной сфере;
- Во время обработки температура является не столь высокой, чтобы деформировать металл заготовок, как это случается при сварке.
Недостатки пайки нержавейки твердыми припоями ![]()
- Если сравнивать с использованием других припоев, то процесс получается более трудоемким;
- Твердые сплавы нередко оказываются более дорогостоящими, как и себестоимость пайки, за счет того, что используется больше ресурсов;
- Далеко не каждый инструмент может дать ту температуру, которая требуется для этого процесса, поэтому, в домашних условиях он оказывается трудноосуществимым.
Подготовка оборудования и материалов ![]()
Перед тем как паять нержавейку твердым припоем, следует заняться подготовкой. Для проведения пайки нужно подобрать правильную горелку, которая бы смогла выдать требуемую температуру и обладала достаточной шириной пламени, чтобы равномерно обрабатывать поверхность.

Выбор горелки для пайки припоями
Следует сделать так, чтобы под рукой всегда находился флюс и припой, чтобы вовремя сделать все нужные процедуры. Перед работой нужно подготовить все под заданный режим работы и проверить работоспособность инструментов.
Отличия высокотемпературной пайки от низкотемпературной ![]()
При высокотемпературном спаивании используется нагрев при помощи горелки, тогда как в ином случае применяется электрический нагрев.

Высокотемпературная пайка нержавейки
Также различается температура плавления самого припоя. В первом случае она намного более высокая, что также влияет и на качество соединения, так как оно становится значительно выше. Низкотемпературная пайка, впоследствии, выдерживает меньшие температурные режимы воздействия. Высокотемпературная может вызывать структурные изменения в металле, если температура его плавления близка к той, которая используется при обработке. Для них также используется оборудование различной мощности.
Выбор твердого припоя ![]()
Медно-цинковый припой представлен в серии ПМЦ с различным содержанием меди. Его часто используют вместе с дополнительным легированием, чтобы снизить сильную отдачу при вибрации.

Медно-фосфорный представлен в серии ПМФ с различным содержанием фосфора, в зависимости от цифры модели. У него хорошая устойчивость к коррозии и высокая текучесть. Иногда его могут использовать для замены серебряного припоя.

Медно-циноквые обладают высокими технологическими свойствам. При добавлении олова температура плавления снижается, так что он относится к универсальным припоям.
Выбор флюса ![]()
Пайка нержавеющей стали твердыми припоями требует тщательного подбора флюса. Одним из лучших вариантов для данного металла состоит на 70% из буры, на 20% из борной кислоты и на 10% из фтористого кальция.
Технология пайки нержавейки твердым припоем ![]()
- Зачистить механическим способом стыковые части деталей.
- Зафиксировать заготовки в неподвижном положении.
- Зону, где будет происходить спайка, нужно промазать флюсом.
- Горелка зажигается и устанавливается на нужный режим.
- Постепенно прогревается зона спайки, пока не изменится цвет металла.
- К детали подается припой, который может быть сразу покрыт флюсом.
- Осуществляется постепенное запаивание поверхности, передвигая расходный материал вдоль линии спайки.
Контроль качества шва
Существует несколько способов проверить, насколько хорошо все спаялось. Для этого используют такие методы как:
- Параметрический;
- Трансформаторный;
- Люминесцентный;
- Цветной;
- Оптический;
- Визуальный.
Меры безопасности
Даже когда происходит пайка пищевой нержавейки твердыми припоями в домашних условиях, то следует придерживаться правил безопасности. Во-первых, для пищевой нержавейки припой не должен содержать цинк или свинец. Также не стоит забывать о высоких температурах, с которыми идет работа и брать все незащищенными руками раньше времени остывания. Баллон с газом должен находиться на достаточном расстоянии от открытого огня горелки.
Здравствуйте дамы и господа.
В последнее время возникало много вопросов по пайке твердым припоем. Я решил привести пример пайки припоем ПМФ7(harris — импортный аналог ПМФ7) (припой меднофосфорный с содержанием фосфора 7%).


Для работы вам потребуются: газовая горелка, припой, кислота, приспособления для закрепления заготовки (тиски, пинцет, проволока).
собственно сам припой.

Горелка которой я пользуюсь. Фирма Topex.

Приведу пример, вам нужно спаять кольцо из медной проволоки определенного сечения, вы изначально должны очистить медь от окисла либо акалины(если обжигали лак). Очищать проще всего азотной либо соляной кислотой. Если нет возможности купить/хранить кислоты дома, пойдет обычная лимонная кислота(можно купить в магазине, в отделе специй). Лимонная растворяется в кипятке, столовая ложка на стакан кипятка(единственный нюанс — снимает ненужное с металла в течении часа). И так, когда ваше кольцо будет очищено, необходимо зафиксировать его так, что бы зазор, который вы хотите спаять не превышал 0.4мм.
Делаем из проволоки кольцо.
Можно больше зазор сделать, можно меньше, но 0.4мм (я паяю на глаз обычно, делаю зазор максимально маленьким, но главное что бы зазор был) оптимальный зазор для заполнения его припоем.
После этого, как все у вас закреплено, вы горелкой раскаляете заготовку до бела, и подносите к зазору пруток припоя. Пруток начнет плавиться от температуры заготовки, припой стечет и заполнит зазор.
Нагреваем
Дотрагиваемся припоем до зазора
Убираем припой
Результат
Очищаем в азотной кислоте
Промываем от азотной кислоты (лучше это делать под краном, но я ленюсь)
Слегка полируем шов
Отбиваем до ровного состояния
Получаем результат
Затраченное время работы — примерно 5 минут.
Видео не снимал, ибо после работы очень хотелось кушать, но если по фото не понятен процесс, по просьбе обязательно сделаю видео.
*P.s.* Есть еще такой нюанс как теплопроводность. Если вы зажмете данное кольцо в тиски, скорее всего вы не сможете разогреть его обычной горелкой с температурой 1300с, так как тепло будет уходить на тиски. в данном случае лучше закрепить кольцо на медную проволку (можно ее для устойчивости слегка расплющить — отбить молотком), а прволку с закрепленным на нее кольцом закрепить в тиски. В данном случае основное тепло будет именно на кольце, минимум будет уходить на крепежную проволку, а на тиски уже почти не будет уходить тепла — это облегчит работу.
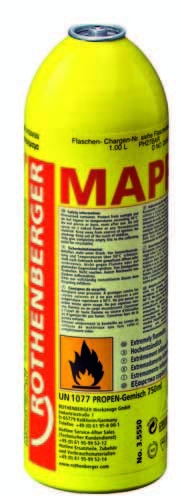
Если вы делаете что либо большое, то скорее всего температуры 1300с будет недостаточно. В данном случаем могу посоветовать только газ МАРР(метил ацетилен пропадоин пропан), у него температура горения на ~30% выше. Либо искать оборудование посерьезнее.
Есть несколько небольших нюансов:
1 — если вы долго будете греть заготовку, она покроется акалиной, температура заготовки заметно снизится, этой температуры вполне может не хватить для плавления припоя. (желательно делать все быстро, ибо если изделие покроется акалиной, его придется снова очищать)
2 — Если долго будете держать пруток на раскаленном изделии, то на него может стечь очень много припоя, по мимо заполнения зазора образуется капля, которую придется долго и кропотливо убирать напильником.
3 — Если вы попадете прутком под пламя горелки, высока вероятность того, что пруток расплавится и образует каплю прямо на себе, а не стечет на деталь, по этому желательно касаться припоем именно раскаленной детали минуя активное пламя. Делать это можно путем нагрева изделия снизу, а пруток припоя подавать сверху.
4 — Если вы дадите детали на мгновение остыть, когда коснулись к ней припоем, то припой может заполнить зазор и застыть. У вас останется деталь с припаянным к ней прутком, и при попытке его оторвать — деформируете изделие. Решение данной данной проблемы просто — если греете деталь руками, точно прогревайте деталь, не отводя пламя. Коснулись припоем, он стек на изделие, сразу же убрали припой. Для верности можно закрепить горелку на какой нибудь штатив, что бы пламя было постоянным и направлено ровно в одну точку.
Есть еще нюансы пайки. Например кусать припой на мелкие крошки, помещать его в зазоры и греть уже его. Но так высока вероятность того что припой будет просто скатываться в шарики.
Кстати, если на зазоре все же образовался небольшой излишек припоя, убрать его можно путем прогрева детали по сторонам от зазора. Просто водите горелкой раскаляя металл слева и справа от зазора, излишки тонкой пленкой растекутся и покроют раскаленную часть. Хочу так же заметить что медь покрытая припоем имеет немного шероховатую структуру и иной цвет. Это будет заметно даже под патиной. Так что излишки все же снимать наждачной бумагой и полировать после этого поверхность. Изменение цвета обусловлено тем, что после расплавления припоя — фосфора там уже не будет, останется только медь, а медная проволока обычно имеет в себе примеси, по этому и отличается по цвету.
Сварка меди – не самое оправданное технологическое решение. Обладающий специфическими характеристиками металл при нагреве склонен к образованию соединения с кислородом и водородом, которое принято называть закисью меди. Насыщение зоны сварного шва водородом приводит к появлению значительного количества трещин и снижению качества соединения. С учётом вышесказанного, нет ничего удивительного в том, что капризный материал часто удобнее соединять пайкой. Этот процесс не требует наличия сложного оборудования и пайка меди своими руками в домашних условиях возможна так же, как и на производстве. Главное, выбрать правильный инструмент, приобрести подходящие материалы и накопить опыт.

Зависит от задачи
Выбор используемых инструментов и материалов, прежде всего, зависит от выполняемых работ.
- Одно дело, если речь идёт о пайке проводов или электронных схем. Энергии на их прогрев тратиться немного, а зона соединения ограничена. Тут вполне можно обойтись электрическим паяльником, обычным оловянно-свинцовым припоем и канифолью в качестве флюса.
- Иные проблемы приходится решать, соединяя между собой детали значительной толщины и массы. Они поглощают значительное количество тепла и, за счёт высокой теплопроводности, быстро остывают, отдавая тепло в атмосферу. Решить проблему помогают газовые горелки или паяльные лампы, а также флюсы, обладающие более высокой эффективностью, чем традиционная канифоль.
Прежде чем приступать к подбору оборудования и материалов, следует определиться с характером предстоящей задачи и её объёмом.
Классический пример
Рассмотрим вариант, который можно считать классическим. Эластичную, обладающую высокой коррозионной стойкостью и даже бактерицидными свойствами, медь хорошо подходит для изготовления труб. Такие трубы – это оптимальный выбор для оборудования водопроводов, применения в пищевой промышленности, а также в различных гидравлических системах. Сделать новые или восстановить повреждённые детали можно с помощью пайки.
Выбор инструмента
Если речь идёт об изделиях значительного размера, отложим электрический паяльник, температура которого достигает максимум 500 градусов Цельсия, в сторону, и приступим к выбору газовой горелки, поскольку паяльные лампы менее удобны для работы. Тут следует учитывать следующие критерии:
- Температура пламени. Если для домашней мастерской можно ограничиться покупкой устройства, в котором этот параметр достигает 1000 – 1500 градусов, то профессионалу нужно, чтобы температура доходила до 2000 градусов. Это позволит работать с деталями большого размера и использовать тугоплавкие припои и флюсы.
- Форма и размер пламени. Для точечных работ важно, чтобы оно имело карандашную форму, и было как можно компактнее. Но для пайки больших объёмов меди используется широкое вихревое пламя. Удобно, когда газовая горелка имеет несколько сменных сопел и систему регулировки, позволяющие производить точную настройку.
- Удобство. Для домашней надобности подойдут и устройства, устанавливаемые на портативные газовые баллоны. Но в производстве лучше применять горелки, присоединяемые к большим газовым баллонам с помощью шланга. Они удобнее в использовании и рассчитаны на долговременную эксплуатацию.
В комплекте с горелкой должен поставляться кронштейн для закрепления сменных жал и сам комплект жал различного размера и сечения. Некоторые пытаются изготовить горелку своими руками. Но это требует специальных знаний и точных расчетов. Гораздо проще купить уже готовый инструмент.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Флюс решает многое
Лучшими флюсами для пайки меди следует считать активные составы, вроде ЗИЛ-2 или Ф-38Н. Хорошо подходят ортофосфорная кислота или паяльный жир. Даже с учётом высокой коррозионной стойкости металла места соединения после окончания работ необходимо как следует промыть. От выбора флюса для пайки зависит и надёжность соединения с нержавеющими сталями или алюминиевыми сплавами.
Чёткие действия
В процессе пайки следует обязательно соблюдать чёткую последовательность операций.
- Поверхность металла зачищается от грязи и окислов, после чего обезжиривается. Для этого в ход идут металлические щётки, различные абразивы и растворители. Как вариант – спирт.
- Детали тщательно фиксируются. Если идёт речь о пайке труб, рекомендуется зафиксировать их с помощью специальных струбцин. Это важно не только при выполнении соединения встык, но и в том случае, когда трубы вставляются одна в другую.
- Металл как следует прогревается. Только после этого, если есть необходимость, на его поверхность наносится флюс. Проще всего это сделать с помощью кисточки.
- Распределить по поверхности труб заранее измельчённый припой невозможно. Поэтому наносить его следует постепенно, наращивая массу и равномерно распределяя состав по поверхности детали. Следует следить за тем, чтобы материал не приставал к жалу, своевременно производя очистку инструмента. Следует следить за тем, чтобы не оставалось пропусков, а шов получился герметичным.
Соединённые таким образом трубы или другие детали из меди будут способны выдерживать значительные нагрузки и прослужат долго.
Зачем нужна паяльная паста
Что до применения пасты для пайки, то такой материал характеризуется низкой температурой плавления. Применяется он, как правило, в радиоэлектронике. Получившиеся соединения не могут похвастаться высокой прочностью, но обладают хорошей электропроводностью. Поскольку в составе пасты есть уже и флюс и припой, с её помощью можно быстро выполнить большое количество паек небольшого размера, используя обычный электрический паяльник.
Главное – терпение
Собираясь освоить пайку меди своими руками, следует запастись терпением. Эта технология требует опыта и мастерства, которые не приходят сразу. Неудавшиеся первые попытки – это вовсе не повод, чтобы расстраиваться. Тренируйтесь, и момент, когда у вас всё получится, обязательно наступит.
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
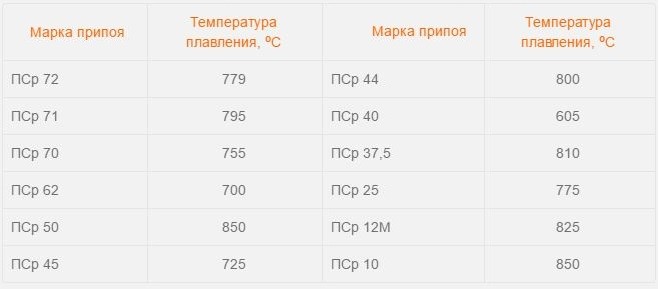
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.

Читайте также: