Пайка графитовым стержнем своими руками
Добавил пользователь Владимир З. Обновлено: 04.09.2024

Электродуговая пайка — это пайка, где для расплавления припоя используется нагрев с помощью вольтовой (электрической) дуги. В качестве припоя применяют, главным образом, жилы медных проводов.
Паяют, в основном, малоуглеродистую сталь, нержавейку и чугун. Например, с помощью подобной пайки можно крепить "барашки" к головкам винтов, болтов, а также победитовые наконечники к стальным стержням (при изготовлении сверл по бетону); из 3-миллиметровой проволоки можно сделать настенную полку-каркас для телефона или соединить переходники с водопроводными трубами. В общем, думается, что дуговая пайка найдет широкое применение в хозяйстве домашнего умельца.
Может возникнуть вопрос, почему паять, а не сваривать? Вместо ответа отметим следующие преимущества пайки перед сваркой, которые в ряде случаев оказываются решающими:
• отсутствуют брызги расплавленного металла и нет такого количества искр, как при сварке. Подобная особенность процесса позволяет осуществлять пайку даже за письменным столом, накрыв его куском фанеры;
• легче разжигать дугу, а также поддерживать ее;
• возможность формировать аккуратный шов;
• малый ток пайки (обычно до 30 А), позволяет использовать для питания сварочного аппарата обычную розетку (мощностью до 2 кВт),
• легкое устранение дефектов пайки с помощью напильника или наждака;
• обеспечивается диапазон толщин соединяемых материалов от 0,5 до 4 мм, не всегда доступный сварке.
Дуговую пайку осуществляют с помощью графитового электрода, взятого, например, из старой батарейки. Сварочный аппарат настраивают на ток 10-30 А. Зажим "—" подсоединяют к графитовому электроду; зажим "+" — к паяемому изделию.
При пайке желательно заменить защитное стекло сварочного щитка на специальное составное, у которого была бы предусмотрена узкая полоска незатемненного стекла, позволяющая "пайщику" координировать свои действия в паузах между зажиганиями дуги. Если светофильтр самодельный (на стекло нанесена копоть от горящей резины, например), то в этом случае обеспечить незатемненный участок совсем легко, просто протерев от копоти часть стекла.
Перед пайкой "рабочие" поверхности и пруток меди диаметром 1-2 мм (припой) зачищают шкуркой или иным способом. На место пайки и на медный пруток наносят флюс (бура, борная кислота, стиральная сода). Далее остается прикоснуться медным прутком к месту пайки, защитить лицо маской и зажечь дугу прямого действия, касаясь графитом медной проволоки в месте пайки.
В процессе пайки необходимо заставить медь растечься по всей площади шва. Подавая в зону горения дуги медный пруток, время от времени смачивайте его в растворе флюса. (В качестве держателя графитового электрода обычно приспосабливают пассатижи).
Если дугу зажечь между двумя графитовыми электродами, то возникнет дуга косвенного действия, с помощью которой тоже удается паять различные детали. В этом случае допустимо применение и переменного тока.
Кстати, при пайке дугой косвенного действия в качестве припоя разрешается использовать не только медь, но и другие твердые и мягкие припои с соответствующими флюсами, о которых подробно рассказано в соответствующих справочниках и руководствах по газовой пайке.
Заметим, что для дуговой пайки совсем не обязательно иметь сварочный аппарат. Подойдет любой источник тока, который обеспечивает напряжение на холостом ходу не менее 30 В и ток не менее 10 А. Необходимый в этом случае ограничитель тока легко изготовить, сделав реостат, для чего навить нихромовую или другую подобную проволоку на кусок шифера или другого теплостойкого изоляционного материала.
Подбирают ток, подсоединяя с помощью зажима "крокодил" к соответствующим виткам провод электрода.
Правила электро- и пожаробезопасности при проведении паяльных работ данного типа описаны практически в любой книге-учебнике по дуговой сварке.
Дуговая сварка угольным электродом была изобретена русским инженером Николаем Бенардосом ещё в 1882 году. По сути, это старейший способ электросварки. На сегодняшний день угольные или графитовые электроды используются значительно реже, чем металлические, но всё же у них остаётся своя сфера применения.

Свойства и разновидности
Угольный электрод представляет собой твёрдый стержень, состоящий из угля (кокса) и нескольких добавок. В роли связующего элемента здесь применяется смола.
Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина – от 25 до 300 мм (самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте). Также они могут иметь разную форму:
- круглую;
- полукруглую;
- прямоугольную;
- полую.
В большинстве ситуаций для работы применяются круглые и полукруглые электроды — это лучший вариант для получения стандартного сварного шва.
Прямоугольные изделия в основном используются для заделки дефектов на стальных поверхностях, а полые характеризуются тем, что способны создать в месте соединения канавку в виде буквы U.
Стоит также знать, что помимо обычных существуют омеднённые угольные электроды. На них наносят медное напыление для увеличения прочности, но при этом все иные эксплуатационные свойства остаются примерно такими же.
Особенности процесса
Электроды, сделанные из угля, отличатся от металлических тем, что относятся к неплавким. Это значит, что при сварке они играют роль проводника электричества, но не становятся частью сварочной ванны.
В ходе работы угольные стержни разогреваются до очень высокой температуры. А если продолжать нагрев, то практически сразу из расплавленного состояния они перейдут в состояние кипения (к слову, уголь кипит при температуре 4200 °C).
Из-за особенностей материала использовать в процессе сварки можно только постоянный электрический ток прямой полярности. Соответственно, минус (катод) здесь должен находиться на электроде, а плюс (анод) на металлической поверхности изделия.
При работе с угольными электродами сварщику, как правило, требуются присадочные элементы. При этом сваривать можно двумя путями:
- слева направо (в таком случае присадка оказывается позади электрода);
- справа налево (впереди находится присадка).
В некоторых ситуациях можно обойтись и без присадки, например, при отбортовке тонких металлических изделий или при сварке угловых стыков. Причём если использовать угольный электрод без присадок для соединения металлических листов, имеющих толщину до 3 мм, то производительность будет на порядок больше, чем при сварке с иными электропроводниками.
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Навыки, нужные для выполнения простых работ (таких как сварка проводов, сварка тонких металлических пластин и так далее), приобретаются в данном случае очень быстро.
Варить домашним мастерам следует не на улице, а строго в закрытых помещениях. Угольная дуга реагирует на дуновения ветра, газовые потоки, магнитные поля и другие воздействия.
Чтобы не тратить время на перестановку электрода в держателе и чтобы он не слишком нагревался при сварке, его можно заранее заточить с обоих концов. Когда один конец перегреется, электродержатель поворачивается на 180 °, и сварка продолжается другим концом.
Мастерам, у которых в наличии не слишком много расходных материалов, следует воспользоваться данным советом.
Угольные и графитовые электроды некоторые специалисты используют, чтобы варить медные шины на трансформаторных подстанциях. А в домашних кустарных мастерских такими электродами можно, например, сваривать медные провода.
Хорошим присадочным материалом в данной ситуации станут бронзовые прутки. Диаметры таких прутков подбираются в зависимости от толщины свариваемых деталей и рассчитываются по специальным формулам.
Вдобавок ко всему угольными электродами можно выполнять не только сварочные работы, но и операции по резке металлических изделий.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
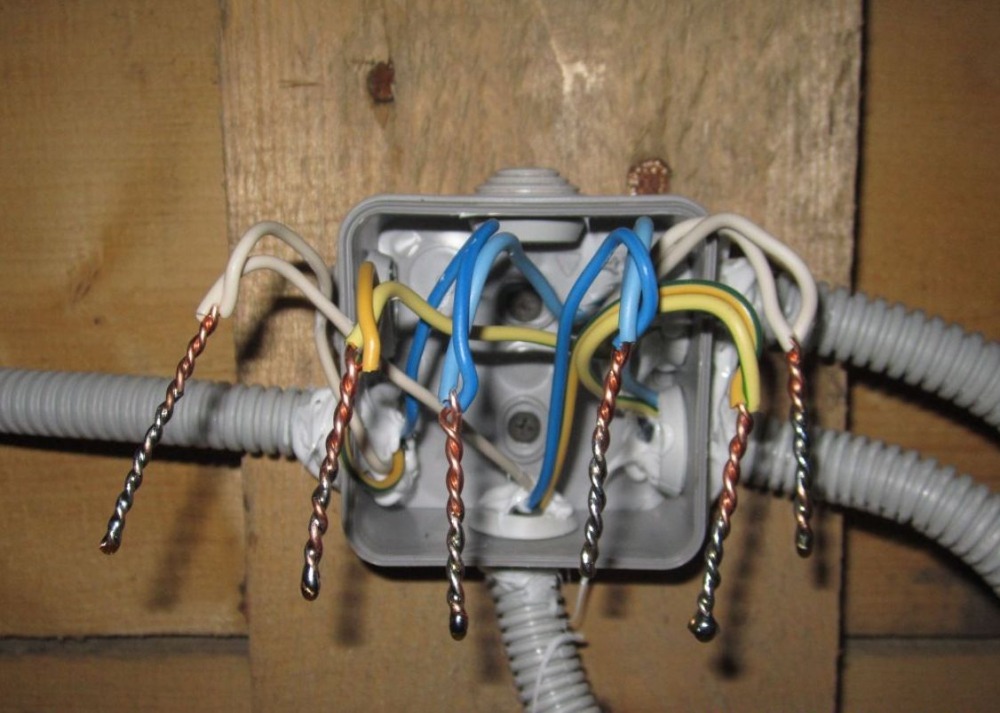
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.

Возможно со временем произошло бы улучшение, но для меня в этом эксперименте главным было не то, что звук ухудшился, или улучшился, а то, что какие-то мизерные микрон или даже менее покрытия провода другим веществом так сильно меняет звучание в плане музыкальности. И я подозреваю, что дело здесь не только в другом веществе, а и в качестве поверхности провода и минимального слоя воздуха, или другого вещества, примыкающего к поверхности. Полированный провод с достаточно качественной поверхностью я покрыл грубым и шершавым слоем прополиса, то есть испортил гладкость поверхности. Я как-то делал эксперимент: зачищал провод грубой шкуркой, а потом его же полировал пастой ГОИ. Так полированный провод звучит намного лучше — значительно уменьшается высокочастотная грязь и призвуки.
Поиск данных по Вашему запросу:
Графитовый электрод. Сварка медных проводов
Соединить несколько медных проводов можно разными способами. Сварка занимает среди них особое место, поскольку по надёжности является одним из лучших методов. Полученное таким образом соединение отличается прочностью, хорошей электропроводимостью, отвечает максимальным требованиям безопасности и служит долгие годы. Для сваривания проводов применяют графитовый электрод, обладающий несколькими неоспоримыми достоинствами.
Особенностью этого вида электродов является их способность проводить ток и при этом не плавиться, что свойственно электродам иных типов.
Графитовый электрод может выпускаться с разными формами наконечников, различной длины. Среди достоинств этого вида электродов выделяют следующие:. Кроме того, если сварка медных проводов осуществляется графитовым электродом, то получаемое соединение получается устойчивым к коррозии и термостойким, а сами электроды не склонны к образованию трещин в процессе работы.
Для того, чтобы не допустить плавления изоляции проводов к месту выхода скрутки из изоляции присоединяют металлический радиатор чаще всего медный, поскольку медь имеют высокую теплопроводность.
Тепло от скрутки отводится за счёт большой площади контакта. Скрутку нужно делать плотно, чтобы витки тесно прилегали друг к другу, длина скрутки должна составлять см. Концы проводов должны быть отрезаны на одинаковом расстоянии, чтобы ни один из них не оказался вне зоны действия сварки. Контакт должен быть кратковременным, не более 1 секунды. После прекращения контакта на конце скрутки образуется шарообразный участок расплавленной меди.
Понятно, что графитовый электрод используется не только для сварки проводов — область его применения гораздо шире. Для предварительной обработки металла перед сваркой или другими видами обработки, резки металлических заготовок, обработки кромок металла — для всех этих задач применяется данный вид электродов.
Использование графита позволяет быстро и эффективно срезать заклёпки, осуществлять прошивку элементов из легированной или углеродистой стали. Применяются также специальные стержни для плавления стали, чугуна и сплавов в электротермических печах.
Они изготавливаются с ниппелями, что позволяет соединять их между собой, из-за чего подача электрода в печь осуществляется непрерывно. Использование электродов из графита для дуговой резки металла снижает количество брака.
Пруток из материала, который используется в качестве присадочного, может подаваться в процессе сварки или укладываться заранее в место расположения шва. Нужно помнить, что работа с этим видом электродов имеет свои особенности. При длительной сварке, чтобы материал стержня не расходовался слишком быстро, и дуга была устойчивой, нужно на электрод подавать минус то есть должна применяться прямая полярность.
Внешние факторы оказывают заметное воздействие на стабильность дуги. КПД при работе с графитом ниже, в сравнении с плавящимися электродами. Соединения, полученные в результате сварки получается не очень пластичными, не исключается появление пустот.
Сама по себе работа, если применяется угольный или медно-графитовый стержень, значительно отличается от сварки обычными электродами, поэтому к ответственным задачам следует допускать лишь опытный персонал.
Электропровода, которые свариваются между собой, необходимо предварительно отключить от сети. Средства личной защиты одежда, перчатки, маска нужны при производстве любых сварочных работ.
В непосредственной близости не должно быть легковоспламеняющихся материалов. Если производится сварка большого количества скруток, перед тем, как приступить к следующей, нужно дождаться остывания уже готовой — просто чтобы исключить ожог.
Все готовые скрутки следует изолировать при помощи изоленты или термоусадочных трубок. Расценки на разные виды графитовых электродов могут значительно отличаться. Цена изделий диаметром 8—10 мм от 10 до 80 рублей за штуку, в зависимости от вида обычный или омеднённый , производителя и величины приобретаемой партии. Кроме того, существуют крупные графитированные электроды, применяемые в электротермических рудных или сталеплавильных печах.
Такие стержни имеют диаметр 75— мм и продаются от 70 до тыс. Save my name, email, and website in this browser for the next time I comment. Работает на бензине Точность превыше всего От сжатого воздуха Поменял и забыл Руки из нужного места Берегите глаза Грузозахваты Работает от сети Советы строителям. Вторник, Октябрь 8, Домой Берегите глаза Графитовый электрод.
Сварка медных проводов. Please enter your comment! Please enter your name here. You have entered an incorrect email address! Советуем посмотреть Монтёрские когти. Поднимаемся на электрическую опору proinstrumentinfo. Алмазный надфиль. Нам некуда спешить! Пневмогайковерт ударный. Как выбрать? Мастер загородного строительства proinstrumentinfo. Публикация материалов сайта на сторонних ресурсах возможна только при указании активной ссылки на источник.
Всем автовладельцам рекомендуем AvtoZhidkost. Индукционный нагреватель металла. Принцип работы Дозиметр радиации. Ищем отклонения! Локатор арматуры. Смотрим сквозь бетон! Электрический ток 67 Руки из нужного места 62 Берегите глаза 51 Поменял и забыл 49 Точность превыше всего 44 Работает на бензине 39 От сжатого воздуха







Сварочный аппарат для сварки мелких деталей своими руками

Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
Ремонт термопары своими руками
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Графитовый электрод. что им можно?
Можно ли с помощью графита получить свет? Для того чтобы сделать опытную графитовую лампу нам понадобится:. Собираем конструкцию: Сгибаем, придаем устойчивое положение проводам с крокодилами, зажимаем в них графитовый стержень, и накрываем все это стеклянной банкой. При первом включении будет небольшое количество дыма, испарение смол с поверхности стержня. После графитовый стержень будет излучать свет. При сильном нагревании, графит реагирует с воздухом и сгорает до углекислого газа, поэтому для создания полноценной ламы необходим вакуум.
Графитовые электроды можно использовать для воздушно-дуговой Так это смотря что им делать и какой диаметр использовать.
Материалы изготовления
Изготавливают нагреватели графитовые из углеродных конструкционных (КУМ) или из углерод-углеродных композиционных материалов (УУКМ). В частности, для этого используют:
- мелкозернистый высокопрочный графит марки АРВ-1;
- алюмокарбидкремниевый графит марки ГАКК 55/40 повышенной теплопроводности;
- мелкозернистый однородный графит марки МГ малой пористости и высокой теплопроводности;
- малозольный крупнозернистый графит общего назначения марки ЭГ;
- УУКМ марки Углекон с высокой механической прочностью, устойчивостью к истиранию.
Высокоомный нагревательный элемент подключают к медным токовводам с охлаждением через графитовые низкоомные проставки. Этим сводят к минимуму вероятность перегрева контактов и повышают теплоотдачу графитового нагревателя.
Самодельные резисторы в усилитель, полировка провода
Запитать электричеством маленькой прибор, наподобие калькулятора либо кроме того радиоприемника, задача полностью решаемая. На отечественном сайте уже имеется пара рецептов батареек на воде. У некоторых мастеров, каковые желали бы сделать такую батарейку либо аккумулятор поднимается один из вопросов: где отыскать графит. И, как это часто бывает, он лежит практически под ногами. Не требуется выбрасывать ветхие батарейки, тем более это вредно для экологии. Лучше применить графитовый стержень из батарейки в новом источнике питания. Пожалуй, в подсказке, откуда забрать графит, основная сокровище отечественного видеоурока.
Применение графитового стержня из батарейки

Часто, в целях удобства, пишущий стержень карандаша вставляется в специальную оправу. Карандаши принято делить на простые и цветные. Простой карандаш имеет графитовый грифель и пишет серым цветом с оттенками от светлого до почти чёрного зависит от твёрдости графита. Оправа грифеля может быть деревянной, пластиковой, бумажной, верёвочной.
Устройство магнитной системы
Услышав название “ярмо электротрансформатора” появляется вопрос – что это такое? Естественно, это не имеет отношения к лошадиной упряжи.
Магнитная система электротрансформатора изготавливается из различных ферримагнитных материалов. В сети с частотой 50Гц это листовая электротехническая сталь.
Все элементы магнитопровода имеют свое название:
- остов – магнитная система в собранном виде с дополнительными элементами;
- стержень трансформатора – часть, на которой расположены катушки;
- ярмо в трансформаторе — это часть, на которой нет обмоток и служащий для замыкания магнитного потока.
Элементы соединяются между собой таким образом, чтобы сопротивление магнитному потоку было минимальным.
Справка! В некоторых аппаратах специального назначения в магнитной системе есть зазор из воздуха или немагнитного материала.

Применение графитового стержня из батарейки
Дуговая сварка угольным электродом была изобретена русским инженером Николаем Бенардосом ещё в году. По сути, это старейший способ электросварки. На сегодняшний день угольные или графитовые электроды используются значительно реже, чем металлические, но всё же у них остаётся своя сфера применения. Угольный электрод представляет собой твёрдый стержень, состоящий из угля кокса и нескольких добавок. В роли связующего элемента здесь применяется смола. Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина — от 25 до мм самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте.
мне нужен графитовый стержень, где такой найти. Я уже устал теряться в догадках что можно сделать из графитового стержня и.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
Возможно со временем произошло бы улучшение, но для меня в этом эксперименте главным было не то, что звук ухудшился, или улучшился, а то, что какие-то мизерные микрон или даже менее покрытия провода другим веществом так сильно меняет звучание в плане музыкальности. И я подозреваю, что дело здесь не только в другом веществе, а и в качестве поверхности провода и минимального слоя воздуха, или другого вещества, примыкающего к поверхности. Полированный провод с достаточно качественной поверхностью я покрыл грубым и шершавым слоем прополиса, то есть испортил гладкость поверхности. Я как-то делал эксперимент: зачищал провод грубой шкуркой, а потом его же полировал пастой ГОИ. Так полированный провод звучит намного лучше — значительно уменьшается высокочастотная грязь и призвуки.
Поиск данных по Вашему запросу:
Графитовый электрод. Сварка медных проводов
Соединить несколько медных проводов можно разными способами. Сварка занимает среди них особое место, поскольку по надёжности является одним из лучших методов. Полученное таким образом соединение отличается прочностью, хорошей электропроводимостью, отвечает максимальным требованиям безопасности и служит долгие годы. Для сваривания проводов применяют графитовый электрод, обладающий несколькими неоспоримыми достоинствами.
Особенностью этого вида электродов является их способность проводить ток и при этом не плавиться, что свойственно электродам иных типов.
Графитовый электрод может выпускаться с разными формами наконечников, различной длины. Среди достоинств этого вида электродов выделяют следующие:. Кроме того, если сварка медных проводов осуществляется графитовым электродом, то получаемое соединение получается устойчивым к коррозии и термостойким, а сами электроды не склонны к образованию трещин в процессе работы.
Для того, чтобы не допустить плавления изоляции проводов к месту выхода скрутки из изоляции присоединяют металлический радиатор чаще всего медный, поскольку медь имеют высокую теплопроводность.
Тепло от скрутки отводится за счёт большой площади контакта. Скрутку нужно делать плотно, чтобы витки тесно прилегали друг к другу, длина скрутки должна составлять см. Концы проводов должны быть отрезаны на одинаковом расстоянии, чтобы ни один из них не оказался вне зоны действия сварки. Контакт должен быть кратковременным, не более 1 секунды. После прекращения контакта на конце скрутки образуется шарообразный участок расплавленной меди.
Понятно, что графитовый электрод используется не только для сварки проводов — область его применения гораздо шире. Для предварительной обработки металла перед сваркой или другими видами обработки, резки металлических заготовок, обработки кромок металла — для всех этих задач применяется данный вид электродов.
Использование графита позволяет быстро и эффективно срезать заклёпки, осуществлять прошивку элементов из легированной или углеродистой стали. Применяются также специальные стержни для плавления стали, чугуна и сплавов в электротермических печах.
Они изготавливаются с ниппелями, что позволяет соединять их между собой, из-за чего подача электрода в печь осуществляется непрерывно. Использование электродов из графита для дуговой резки металла снижает количество брака.
Пруток из материала, который используется в качестве присадочного, может подаваться в процессе сварки или укладываться заранее в место расположения шва. Нужно помнить, что работа с этим видом электродов имеет свои особенности. При длительной сварке, чтобы материал стержня не расходовался слишком быстро, и дуга была устойчивой, нужно на электрод подавать минус то есть должна применяться прямая полярность.
Внешние факторы оказывают заметное воздействие на стабильность дуги. КПД при работе с графитом ниже, в сравнении с плавящимися электродами. Соединения, полученные в результате сварки получается не очень пластичными, не исключается появление пустот.
Сама по себе работа, если применяется угольный или медно-графитовый стержень, значительно отличается от сварки обычными электродами, поэтому к ответственным задачам следует допускать лишь опытный персонал.
Электропровода, которые свариваются между собой, необходимо предварительно отключить от сети. Средства личной защиты одежда, перчатки, маска нужны при производстве любых сварочных работ.
В непосредственной близости не должно быть легковоспламеняющихся материалов. Если производится сварка большого количества скруток, перед тем, как приступить к следующей, нужно дождаться остывания уже готовой — просто чтобы исключить ожог.
Все готовые скрутки следует изолировать при помощи изоленты или термоусадочных трубок. Расценки на разные виды графитовых электродов могут значительно отличаться. Цена изделий диаметром 8—10 мм от 10 до 80 рублей за штуку, в зависимости от вида обычный или омеднённый , производителя и величины приобретаемой партии. Кроме того, существуют крупные графитированные электроды, применяемые в электротермических рудных или сталеплавильных печах.
Такие стержни имеют диаметр 75— мм и продаются от 70 до тыс. Save my name, email, and website in this browser for the next time I comment. Работает на бензине Точность превыше всего От сжатого воздуха Поменял и забыл Руки из нужного места Берегите глаза Грузозахваты Работает от сети Советы строителям. Вторник, Октябрь 8, Домой Берегите глаза Графитовый электрод.
Сварка медных проводов. Please enter your comment! Please enter your name here. You have entered an incorrect email address! Советуем посмотреть Монтёрские когти. Поднимаемся на электрическую опору proinstrumentinfo. Алмазный надфиль. Нам некуда спешить! Пневмогайковерт ударный. Как выбрать? Мастер загородного строительства proinstrumentinfo. Публикация материалов сайта на сторонних ресурсах возможна только при указании активной ссылки на источник.
Всем автовладельцам рекомендуем AvtoZhidkost. Индукционный нагреватель металла. Принцип работы Дозиметр радиации. Ищем отклонения! Локатор арматуры. Смотрим сквозь бетон! Электрический ток 67 Руки из нужного места 62 Берегите глаза 51 Поменял и забыл 49 Точность превыше всего 44 Работает на бензине 39 От сжатого воздуха
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения – это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор – использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.
Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами
В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
Ремонт термопары своими руками
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.
В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).
В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.
В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.
Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.
Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.
В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.
Графитовый электрод. что им можно?
Можно ли с помощью графита получить свет? Для того чтобы сделать опытную графитовую лампу нам понадобится:. Собираем конструкцию: Сгибаем, придаем устойчивое положение проводам с крокодилами, зажимаем в них графитовый стержень, и накрываем все это стеклянной банкой. При первом включении будет небольшое количество дыма, испарение смол с поверхности стержня. После графитовый стержень будет излучать свет. При сильном нагревании, графит реагирует с воздухом и сгорает до углекислого газа, поэтому для создания полноценной ламы необходим вакуум.
Графитовые электроды можно использовать для воздушно-дуговой Так это смотря что им делать и какой диаметр использовать.
Материалы изготовления
Изготавливают нагреватели графитовые из углеродных конструкционных (КУМ) или из углерод-углеродных композиционных материалов (УУКМ). В частности, для этого используют:
- мелкозернистый высокопрочный графит марки АРВ-1;
- алюмокарбидкремниевый графит марки ГАКК 55/40 повышенной теплопроводности;
- мелкозернистый однородный графит марки МГ малой пористости и высокой теплопроводности;
- малозольный крупнозернистый графит общего назначения марки ЭГ;
- УУКМ марки Углекон с высокой механической прочностью, устойчивостью к истиранию.
Высокоомный нагревательный элемент подключают к медным токовводам с охлаждением через графитовые низкоомные проставки. Этим сводят к минимуму вероятность перегрева контактов и повышают теплоотдачу графитового нагревателя.
Самодельные резисторы в усилитель, полировка провода
Запитать электричеством маленькой прибор, наподобие калькулятора либо кроме того радиоприемника, задача полностью решаемая. На отечественном сайте уже имеется пара рецептов батареек на воде. У некоторых мастеров, каковые желали бы сделать такую батарейку либо аккумулятор поднимается один из вопросов: где отыскать графит. И, как это часто бывает, он лежит практически под ногами. Не требуется выбрасывать ветхие батарейки, тем более это вредно для экологии. Лучше применить графитовый стержень из батарейки в новом источнике питания. Пожалуй, в подсказке, откуда забрать графит, основная сокровище отечественного видеоурока.
Применение графитового стержня из батарейки
Часто, в целях удобства, пишущий стержень карандаша вставляется в специальную оправу. Карандаши принято делить на простые и цветные. Простой карандаш имеет графитовый грифель и пишет серым цветом с оттенками от светлого до почти чёрного зависит от твёрдости графита. Оправа грифеля может быть деревянной, пластиковой, бумажной, верёвочной.
Устройство магнитной системы
Услышав название “ярмо электротрансформатора” появляется вопрос – что это такое? Естественно, это не имеет отношения к лошадиной упряжи.
Магнитная система электротрансформатора изготавливается из различных ферримагнитных материалов. В сети с частотой 50Гц это листовая электротехническая сталь.
Все элементы магнитопровода имеют свое название:
- остов – магнитная система в собранном виде с дополнительными элементами;
- стержень трансформатора – часть, на которой расположены катушки;
- ярмо в трансформаторе — это часть, на которой нет обмоток и служащий для замыкания магнитного потока.
Элементы соединяются между собой таким образом, чтобы сопротивление магнитному потоку было минимальным.
Справка! В некоторых аппаратах специального назначения в магнитной системе есть зазор из воздуха или немагнитного материала.
Применение графитового стержня из батарейки
Дуговая сварка угольным электродом была изобретена русским инженером Николаем Бенардосом ещё в году. По сути, это старейший способ электросварки. На сегодняшний день угольные или графитовые электроды используются значительно реже, чем металлические, но всё же у них остаётся своя сфера применения. Угольный электрод представляет собой твёрдый стержень, состоящий из угля кокса и нескольких добавок. В роли связующего элемента здесь применяется смола. Такими стержнями можно сваривать все сорта и разновидности металлов — от тугоплавких и тяжёлых до лёгких и пористых. Диаметр угольного электрода может варьироваться от 1,5 до 25 мм, а длина — от 25 до мм самые длинные используются тогда, когда соединяемые детали располагаются в труднодоступном месте.
мне нужен графитовый стержень, где такой найти. Я уже устал теряться в догадках что можно сделать из графитового стержня и.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.

Читайте также: