Нагреватель болтов для автосервиса своими руками
Добавил пользователь Алексей Ф. Обновлено: 08.10.2024
если болт прикипел, то сайлентблок спасти практически невозможно. он будет меняться. задача не спасти сайлент. а извлечь рычаг для дальнейшей работы, и как можно скорей. горелка это серьезная опасность, под машиной вообще нереально обеспечить безопасность. болгарка уничтожает болт, и в дальнейшем как правило сайлентблок убивается. либо от того, что невозможно выудить остатки болта, либо от того, что внешняя втулка сайлента тоже прикипела. а индуктор нагрел метиз, болт спасен. сайлент тоже имеет шансы выжить, по сравнению с открытым огнем горелки.
а это уже практика покажет, подольше, поменьше нагревать, в общем сотня-другая нагретых болтов уже превратит количество в качество по закону диалектики))). главное отдать рычаг. а если есть вероятность спасти болт, то уже ааааллилуйя. например развальный болт с эксцентриком на какого нить редкого папуаса. можно конечно выточить, приварить и т.д. Но единичное изготовление, сам понимаешь, чревато дикими затратами.
а это уже практика покажет, подольше, поменьше нагревать, в общем сотня-другая нагретых болтов уже превратит количество в качество по закону диалектики))). главное отдать рычаг. а если есть вероятность спасти болт, то уже ааааллилуйя. например развальный болт с эксцентриком на какого нить редкого папуаса. можно конечно выточить, приварить и т.д. Но единичное изготовление, сам понимаешь, чревато дикими затратами.
да там ты его отпустишь,болт, и он потеряет свои характеристики,это надо учитывать,в слесарном деле такие болты после нагрева выбрасывают . не,дело хозяйское конечно,это просто соображения по теме)))
да там ты его отпустишь,болт, и он потеряет свои характеристики,это надо учитывать,в слесарном деле такие болты после нагрева выбрасывают . не,дело хозяйское конечно,это просто соображения по теме)))
кто сталкивался? борьба с коррозией(закисшие резьбы), выжигание сайлентблоков из неудобных для выпрессовки рычагов.
ну это по моей теме, для костоправов, нагрев мгновенный элементов для рихтовки.
хочу приобрести, не дешевый. к нему ещё охладитель нужен, стОит тоже несколько баксов. есть китайские конечно, но там наверно вообще мрак с гарантией.
кстати, сайлентблок ты как выжгешь? судя по видео на снятом рычаге ты выжгешь внутрянку, а наружнюю обойму как? Отдавать несколько Килобаксов за возможность нагревать закисшие болты. хозяин-барин, но имхо нерационально.
да какая это экзотика. машины, например европейские, в кол заржавевшие по резьбовым. каждая вторая болгаркой разбирается. давно уже думал, как быстро и безопасно отдавать подобные соединения.
а тут вот какая засада. было бы до 60 кГц, все нормально. а у них выше. хоть немного, но выше. сейчас с продаванами списываюсь. прислали ГОСТы, по которым сертифицировали свою продукцию они, там ни слова и электромагнитных полях. но они говорят, ставте защитный экран и его защемлять. и как с экраном работать? это нереально.
а на 300 градусов открутится болт?хбз,что отпустится,что закалится..тут по обстоятельствам))как раз до 300 градусов это низкий отпуск,как раз в зависимости от типа стали можно получить хрупкость.
кстати, сайлентблок ты как выжгешь? судя по видео на снятом рычаге ты выжгешь внутрянку, а наружнюю обойму как? Отдавать несколько Килобаксов за возможность нагревать закисшие болты. хозяин-барин, но имхо нерационально.
болт отдал, рычаг снял, снаружи погрел, там 3 мм рычага, 2 мм втулки внешней, он от внешней обоймы отойдет сам. там уже пару раз кувалдой и готово.
да какая это экзотика. машины, например европейские, в кол заржавевшие по резьбовым. каждая вторая болгаркой разбирается. давно уже думал, как быстро и безопасно отдавать подобные соединения.
а тут вот какая засада. было бы до 60 кГц, все нормально. а у них выше. хоть немного, но выше. сейчас с продаванами списываюсь. прислали ГОСТы, по которым сертифицировали свою продукцию они, там ни слова и электромагнитных полях. но они говорят, ставте защитный экран и его защемлять. и как с экраном работать? это нереально.
а на 300 градусов открутится болт?хбз,что отпустится,что закалится..тут по обстоятельствам))как раз до 300 градусов это низкий отпуск,как раз в зависимости от типа стали можно получить хрупкость.
300 градусов и ниже, это вторая ступень после 750. ну судя по методам закалки. сначала до 750 нагрели, потом остудили быстро до 300, а потом уже медленно.
можно же в принципе и проверить напильником. пару раз шерконул, понятно станет. да и спасенный болт, это бонус. главное быстрое разъединение от коррозии.
а вот вопрос, при 300 градусах произойдет ли разрушение плена от коррозии? это вопрос интересный. кто как думает.
болт отдал, рычаг снял, снаружи погрел, там 3 мм рычага, 2 мм втулки внешней, он от внешней обоймы отойдет сам. там уже пару раз кувалдой и готово.
вот только что прислали ответ. 66кГц это разрешенная частота, тем более что там нет жесткой фиксированной частоты, а есть диапазон +-5%, например.
Частота на наших нагревателях будет зависеть от индуктора, мы стараемся изготавливать индуктора на частоту до 60кГц(в основном 40-50кГц), потому что этот режим лучший у нагревателя.
Мероприятий никаких не нужно для обеспечения безопасности, излучение от наших установок не превышает установленные ГОСТом. Но померить это излучение можете, чтобы эти замеры удовлетворили Вас и возможные проверяющие органы.
Мы, к сожалению, никаких письменных доказательств, что излучение не превышает предоставить Вам не можем. Замер излучения будет зависеть от расстояния до индуктора.
У нас более 400 установок продано на мощности до 1100 кВт, все покупатели решают вопрос безопасности самостоятельно, если такой вопрос у них появляется.
плазморезом не нагреешь, тогда уж споттер использовать и графитовый электрод.
Но как бы электронику у авто не пожечь?
300 градусов и ниже, это вторая ступень после 750. ну судя по методам закалки. сначала до 750 нагрели, потом остудили быстро до 300, а потом уже медленно.
можно же в принципе и проверить напильником. пару раз шерконул, понятно станет. да и спасенный болт, это бонус. главное быстрое разъединение от коррозии.
а вот вопрос, при 300 градусах произойдет ли разрушение плена от коррозии? это вопрос интересный. кто как думает.
вот только что прислали ответ. 66кГц это разрешенная частота, тем более что там нет жесткой фиксированной частоты, а есть диапазон +-5%, например.
Частота на наших нагревателях будет зависеть от индуктора, мы стараемся изготавливать индуктора на частоту до 60кГц(в основном 40-50кГц), потому что этот режим лучший у нагревателя.
Мероприятий никаких не нужно для обеспечения безопасности, излучение от наших установок не превышает установленные ГОСТом. Но померить это излучение можете, чтобы эти замеры удовлетворили Вас и возможные проверяющие органы.
Мы, к сожалению, никаких письменных доказательств, что излучение не превышает предоставить Вам не можем. Замер излучения будет зависеть от расстояния до индуктора.
У нас более 400 установок продано на мощности до 1100 кВт, все покупатели решают вопрос безопасности самостоятельно, если такой вопрос у них появляется.
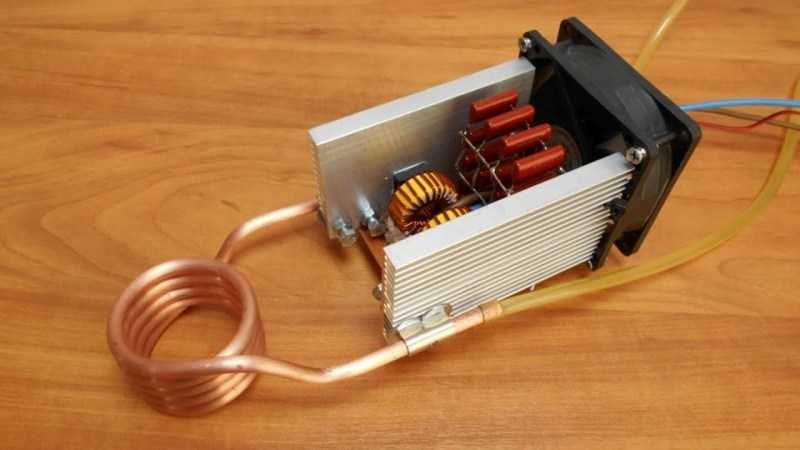
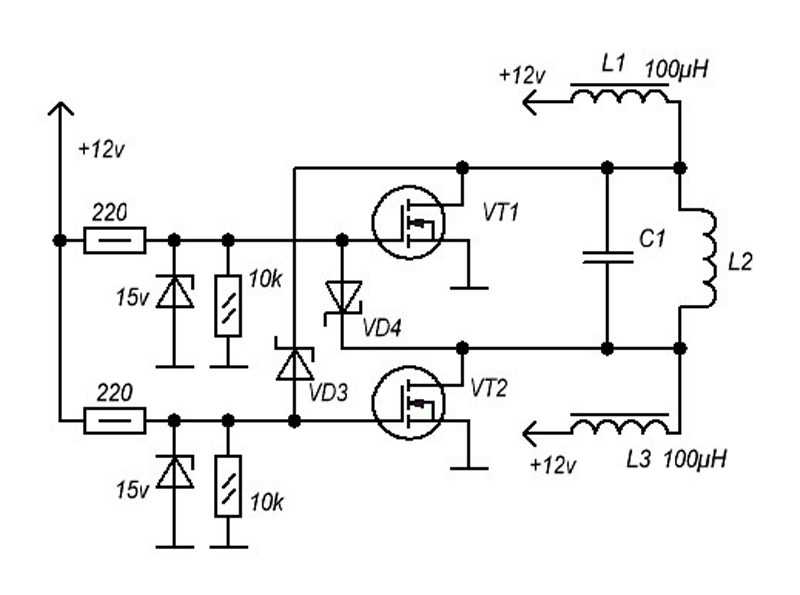
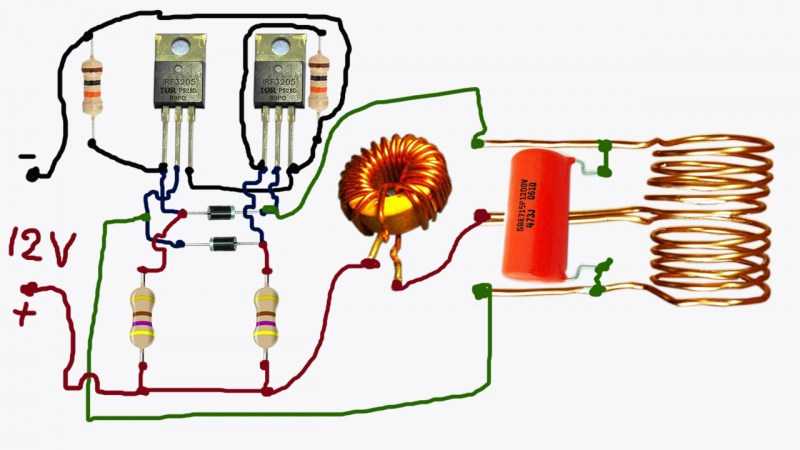
Схема индукционного нагревателя на 500 Ватт, который можно сделать своими руками! В интернете множество подобных схем, но интерес к ним пропадает, так как в основном они или не работают или работают но не так как хотелось бы. Данная схема индукционного нагревателя полностью рабочая, проверенная, а главное, не сложная, думаю вы оцените!
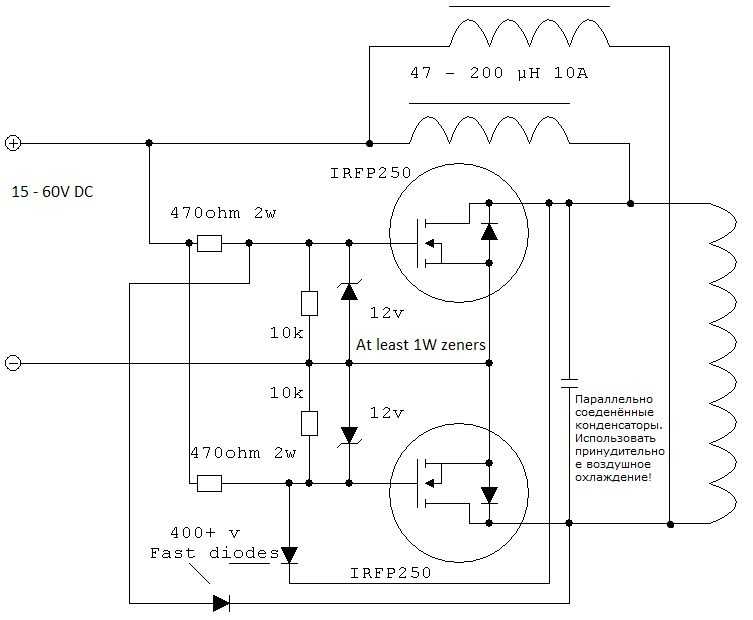
Схема индукционного нагревателя:

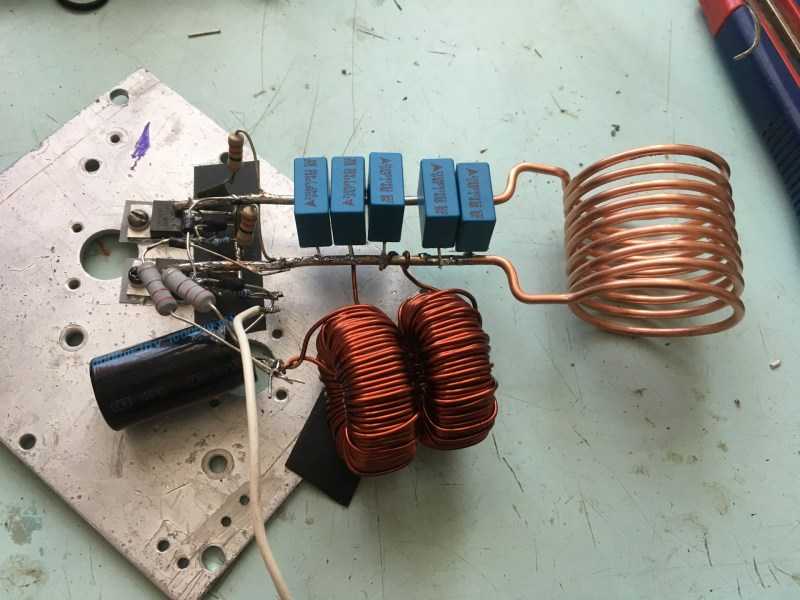
Компоненты и катушка:
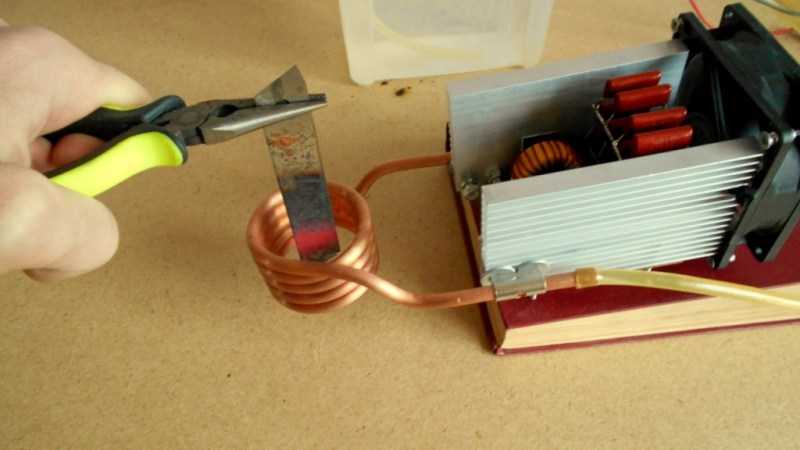
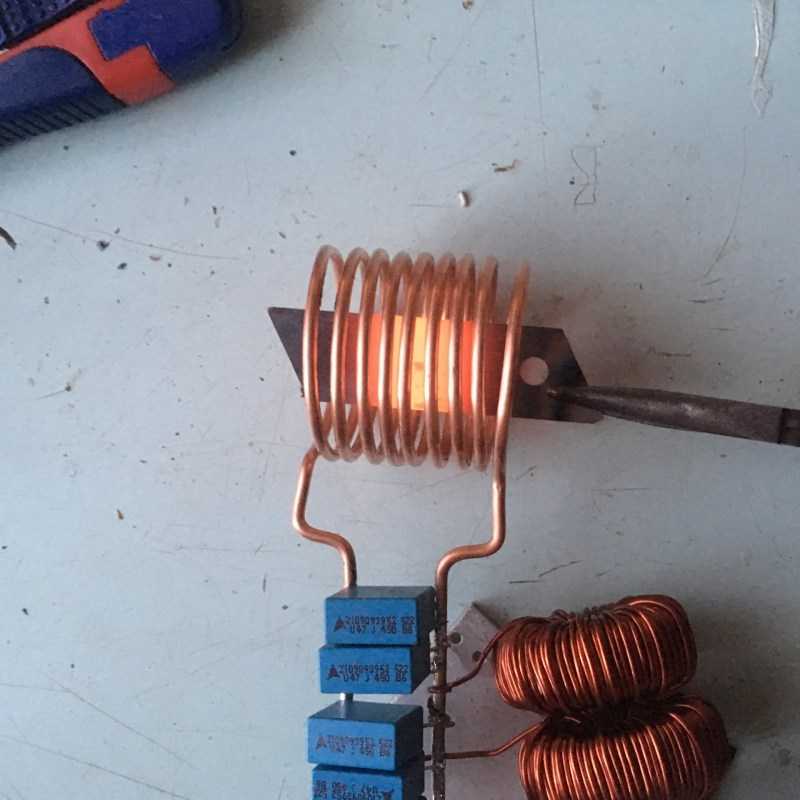
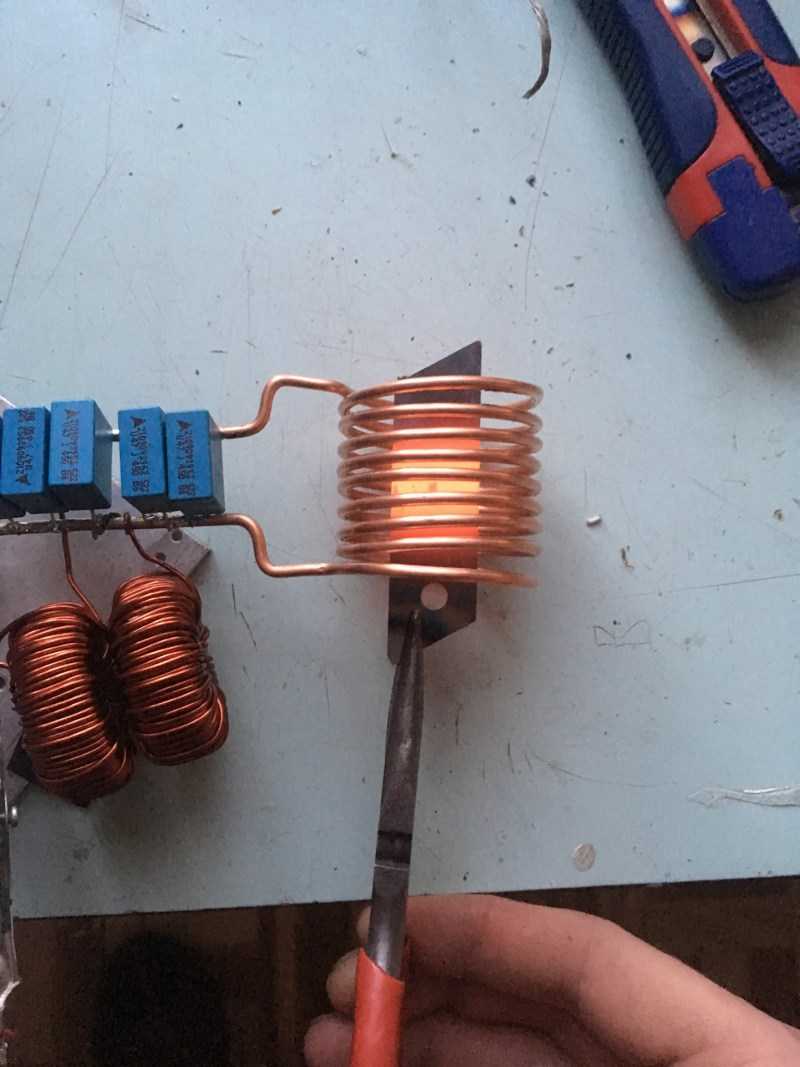
Рабочая катушка содержит 5 витков, для намотки была использована медная трубка диаметром около 1 см, но можно и меньше. Такой диаметр был выбран не случайно, через трубку подаётся вода для охлаждения катушки и транзисторов.
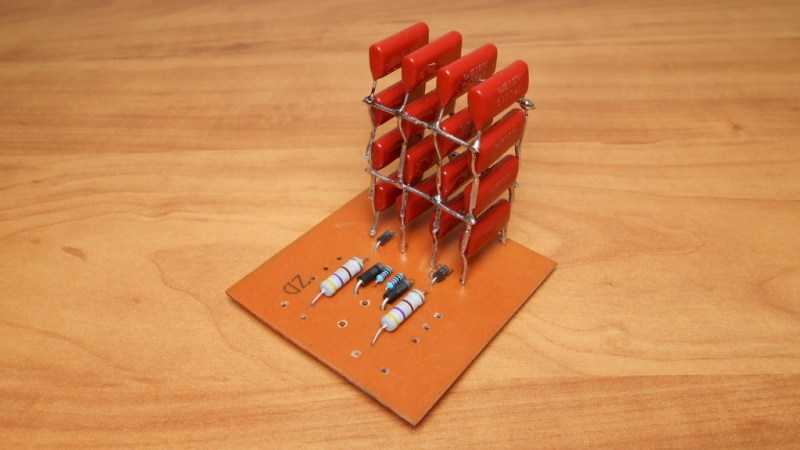
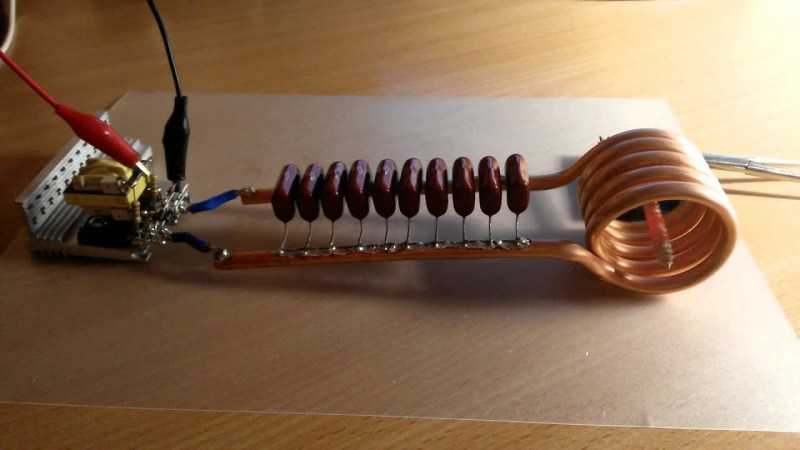
Транзисторы ставил IRFP150 так как IRFP250 под рукой не оказалось. Конденсаторы плёночные 0,27 мкФ 160 вольт, но можно поставить 0,33 мкФ и выше, если первые найти не получится. Обратите внимание, что схему можно питать напряжением до 60 вольт, но в этом случае, рекомендуется ставить конденсаторы на напряжение 250 вольт. Если схема будет питаться напряжением до 30 вольт, то на 150 вполне хватит!
Стабилитроны можно ставить любые на 12-15 вольт от 1 Ватт, например 1N5349 и им подобные. Диоды можно использовать UF4007 и ему подобные. Резисторы 470 Ом от 2-х Ватт.
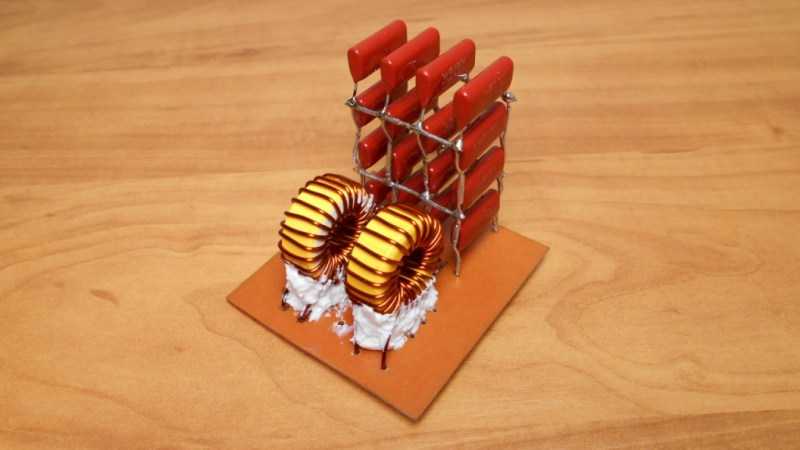
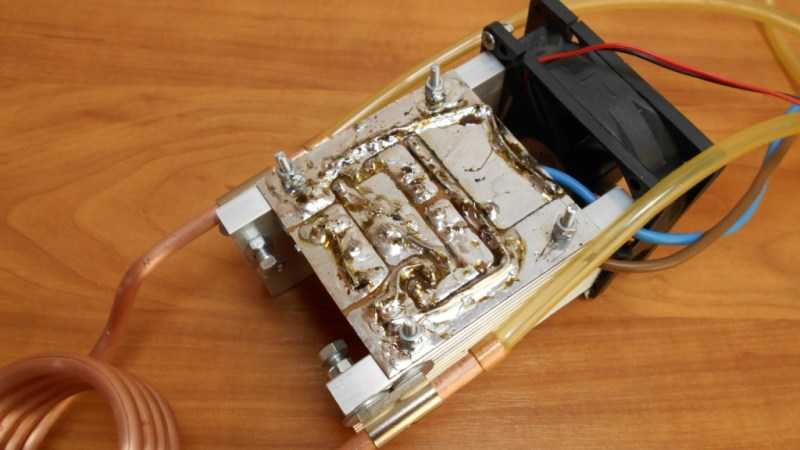
Немного фотографий:
За место радиаторов, были использованы медные пластины, которые припаиваются прямо к трубке, так как в данной конструкции используется водное охлаждение. На мой взгляд это самое эффективное охлаждение, потому что транзисторы греются хорошо и ни какие вентиляторы и супер радиаторы не спасут их от перегрева!
Охлаждающие пластины на плате расположены таким образом, что бы трубка катушки проходила через них. Пластины и трубку нужно припаять между собой, для этого я использовал газовую горелку и большой паяльник для пайки автомобильных радиаторов.
Конденсаторы расположены на двух стороннем текстолите, плата припаивается так же к трубке катушки на прямую, для лучшего охлаждения.
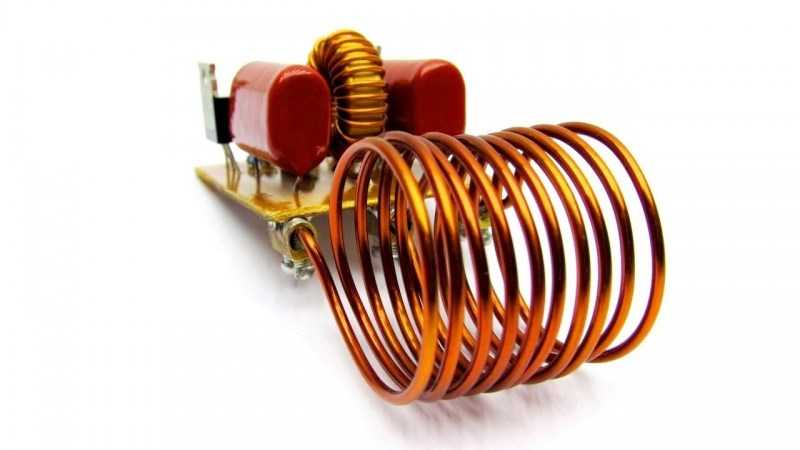
Дроссели намотаны на ферритовых кольцах, лично я достал их из компьютерного блока питания, провод использовался медных в изоляции.
Индукционный нагреватель получился достаточно мощным, латунь и алюминий плавит очень легко, железные детали тоже плавит, но немного медленнее. Так как я использовал транзисторы IRFP150 то по параметрам, схему можно питать напряжением до 30 вольт, поэтому мощность ограничивается только этим фактором. Так что всё таки советую использовать IRFP250.
На этом всё! Ниже оставлю видео работы индукционного нагревателя и список деталей, которые можно купить на AliExpress по очень низкой цене!
Электроэнергия является одним из самых востребованных ресурсов для человечества. Подавляющая часть приборов, гаджетов и сервисов работает на электроэнергии. Определенным спросом и интересом пользуются устройства, которые основаны на принципе электромагнитной индукции. Подобные предметы, только несколько сложнее, очень часто мелькают в фантастических фильмах.

В рамках этой статьи рассмотрим инструкцию, как сделать индукционный нагреватель. Стоит отметить, что для проведения ряда работ и манипуляций, которые будут указаны в этой статье, необходимо иметь хотя бы базовые навыки в соответствующей специальности.

Принцип работы
Сам принцип работы индукционного нагревателя не такой сложный, как казалось бы. В качестве примера можно рассмотреть нагреватели вихревого типа. Они широко применяются в отопительных котлах, большая часть населения с ними знакома. Из названия понятно, что энергия рождается из магнитного поля, которая передается теплоносителю.

Вода, которая поступает в устройство, нагревается за счет подаваемой энергии, после чего поступает в систему отопления. Для создания давления, используется обыкновенный насос.

Таким образом вода циркулирует внутри системы, защищая ее от перегрева. В это же время теплоноситель постоянно вибрирует, что защищает от появления накипи. Фактически, это вся рабочая схема данного агрегата.




Самодельный
Очевидно, что самодельный простейший индукционный нагреватель будет весить мало, однако будет иметь относительно хороший КПД, при компактных размерах.

В качестве сердечника будет использоваться труба с обмоткой. Также понадобится вторая, аналогичная труба. Ее функция будет заключаться в нагревании.
Составляющие
Для прибора понадобится:
1. Труба пластиковая;
2. Сетка из нержавеющей стали;
3. Стальная проволока;
4. Медная проволока;
5. Инвертор сварочный.
Схема индукционного нагревателя созданного своими руками будет очень просто, отсюда малый вес и компактность устройства.
За основу берется катушка, которая будет играть роль индуктора. Она располагается в пластиковом корпусе. Внутри самой катушки нужно расположить отрезок стальной трубы, на которой нужно сделать 2 патрубка (входной и выходной). Они будут нужны для циркуляции воды в системе отопления. Катушка, в свою очередь, должна соединяться с электричеством, чтобы прибор функционировал.
В случае, если есть инвертор, можно использовать несколько иной способ подключения. К тому же это повысит частоту тока, и как следствие кпд прибора.
Сам преобразователь, за счет которого возможен другой тип подключения, состоит из 3 составляющих:
1. Схема управления транзисторами;
2. Выпрямитель;
3. Двухтранзисторный инвертор.
Отличительная особенность этого способа состоит во вторичной обмотке проволоки. Она короткозамкнута, при этом располагается в первой обмотке. Фактически, принцип работы можно сравнивать с трансформатором, однако желаемый итог совершенно разный.

Достать такой инвертор можно из сварочного аппарата, однако схема подключения будет несколько сложнее. Таким образом, можно собрать индукционный нагревать своими руками из сварочного аппарата.
Применение
На сегодняшний день область применения нагревателей такого типа очень большая. Необходимо учитывать так же тот факт, что существует большое количество модификаций и возможностей модернизации нагревателей.



Промышленная сфера
Применяется для плавки металлов, получения некоторых видов сплавов, которые затем используется в широком перечне работ. За счет создания сплавов осуществляется производство металлической проволоки.

Различные модификации индукционного нагревателя используются для автосервиса, с целью термической обработки запасных автомобильных частей. Фактически с той же целью технология применяется в медицине, термической обработке подвергаются медицинские аппараты, мебель и оборудование.

Частная
Реже, в сравнении с другими отраслями, этот тип нагревателей применяется в ювелирном деле для производства украшений. В большом количестве жилых домов присутствуют котлы отопления, работающие на основе ин

Плюсы технологии
Используется в широком перечне производств, за счет низкой себестоимости (в зависимости от вида и модификации), и при большом кпд. В основном применяется в сфере изготовления сплавов, где благодаря использованию индукционного нагревателя возможно получение сверхчистых сплавов.

Экологически чистая технология, которая никак не загрязняет окружающую среду, и при этом дешевая в производстве.
Возможен фактически в виде любой формы, что позволяет равномерно распределять тепло по всей площади, исключая локальный перегрев.

Фактически, если сравнивать эту технологию с аналогичными, она не имеет минусов. За исключением одного: он заключается в необходимости соединять индуктор и заготовку. Если этого не делать нагрев будет недостаточным в большинстве случаев.

Как сделать своими руками
Рассмотрим второй способ изготовления мощного индукционного нагревателя своими руками. В отличие от первого способа, составляющих будет гораздо меньше, однако его мощность будет выше, за счет использования несколько иных компонентов и типа подключения.











1. Инвертор сварочный;
2. Генерирующий сварочный ток (от 15 А);
3. Медная проволока.

В качестве сердечника рекомендуется использовать полимерные материалы. Это обусловлено тем, что они способны выдерживать довольно высокие температуры при нагревании. В нашем случае будет полимерная труба с диаметром 50 мм.

На сердечник необходимо намотать проволоку, соединить ее с инверторными клеммами таким образом, чтобы не было перекручивания.

Способы подключения
Есть несколько способов сборки и подключения индукционного нагревателя, рассмотрим некоторые из них.

Первый
Проволоку необходимо нарезать на отрезки, длинной примерно 5 см. Данными отрезками заполнить сердечник, который после закупоривается проволочной сеткой. Установить переходник от трубы там, где нагреватель будет подключен к отоплению. Далее на нагреватель нужно намотать проволоку, длина которой должна составлять около 16 м.

После этого сердечник подключается к отоплению, сам нагреватель к инвертору. Обратите внимание, перед тестированием нужно убедиться, что внутри устройства есть вода. Если включить его без воды, оно очень быстро перегреется и расплавится.

Второй
Относительно первого варианта, этот намного проще, но требует дополнительных затрат. В качестве основы берется длинная труба. Примерно на метр с ее поверхности необходимо снять краску. Когда краска будет снята, очищенный участок нужно покрыть тканью электротехнической в 3-4 слоя. Следом, поверх ткани, наматывается проволока из меди, образуя катушку.

Собранный прибор изолируется, остается только подключить его к инвертору.

Обязательная техника безопасности
Любые работы, производимые с электричеством, в особенности если работы тем или иным образом подразумевают участие/использование в процессе воды, требуют полного соблюдения требований безопасности.

Техника безопасности должна соблюдаться абсолютно всегда, с особой тщательностью в тех случаях, когда осуществляется самостоятельная сборка прибора, с использованием самостоятельно приобретенных навыков и знаний.

Кроме этого, перед началом любых работ первоначально необходимо досконально изучить теоретическую часть. Это позволит более детально разобраться в предстоящей работе, исключить возможные ошибки и недопонимания.

В рамках этой статьи мы рассмотрели несколько способов изготовления нагревательного прибора своими руками. Фото индукционного нагревателя, инструкцию и рекомендации по использованию можно найти в интернете.

Обратите внимание, в случае с самодельными индукционными нагревателями, их нельзя устанавливать в жилых помещениях. Это обусловлено электромагнитным излучением, которое исходит изнутри и снаружи от катушки. Фактически, оно будет нагревать не только сердечник, но и металлические предметы, приборы, которые попадают под воздействие магнитного поля.

Рекомендуется применять только с оцинкованным экраном, чтобы исключить такую вероятность.
Автосервисы предлагают широкий набор услуг для ремонта и поддержания автомобиля в исправном состоянии. Для осуществления некоторых работ в автосервисе для качества и скорости исполнения целесообразно купить индукционный нагреватель.
Бесплатная доставка до транспортной компании.
В исключительных случаях готовы рассмотреть доставку в регион заказчика за наш счет. Подробности уточняйте у менеджеров по телефону Звоните сейчас.
В решении каких задач будет полезен нагреватель металла?
- при ликвидации наклеек, эмблем логотипов, размещенных на корпусе автомобиля и нежелательных для его владельца;
- при раскручивании старых, заржавевших болтов, свечей зажигания, инжекторов, намертво приставших винтов;
- для удаления вмятин;
- удаление результатов воздействия коррозии;
- для другого использования, связанного с равномерным нагревом поверхностей деталей.
В магазине для автосервиса Areon мы предлагаем приобрести итальянские индукционные нагреватели Albatros, запчасти к ним и расходные материалы.
Индукционные нагреватели для грузового автосервиса
Грузовой автотранспорт несет повышенную нагрузку, что приводит к периодическим обращениям на станции технического обслуживания. Ряд работ по исправлению кузова и ремонту узлов и деталей поможет осуществить нагреватель. Безопасность использования установки достигается отсутствием открытого пламени, поэтому имеет смысл купить индукционный нагреватель металла в свой автосервис.
| Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м, ALBATROS (Италия)Индукционный: Грузовой Установка для индукционного нагрева металла, 16 кВт, 380 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €7 890
Купить в наличии
Стоимость: €6 700
Купить в наличии
Стоимость: €3 850
Купить в наличии
Характеристики и особенности
С его помощью можно нагревать любые металлические детали. Под воздействием индукции деталь нагревается локально. Рядом расположенные участки не подвергаются серьезному температурному воздействию. Поэтому индукционный нагреватель для болтов имеет преимущество перед приборами, которые часто используются автовладельцами для аналогичных целей, в частности паяльной лампой, газовой горелкой. Помимо этого, вышеперечисленные приборы являются источником открытого пламени, а значит, создают угрозу возникновения пожара, также как и болгарка, если вдруг придется резать болт – в процессе образуются искры. Ударные инструменты, типа гайковерта, могут повредить метиз механически. Использование индукционного нагревателя гораздо выгоднее, безопаснее и проще с этой точки зрения.
Преимущества бытовых приборов:
- компактный;
- универсальный;
- безопасный;
- отсутствует открытый огонь;
- удобно пользоваться;
- подходит для использования в труднодоступных местах;
- сокращает временные и финансовые затраты.
Индукционные нагреватели для легкового автосервиса
Легковой автосервис отличается от грузового прежде всего габаритами автомобилей и деталей, но по сути проблемы, решаемые с помощью индукционного нагревателя те же. Разогрев металла достигается путем образования магнитного поля и точно в месте контакта поверхности с наконечником нагревателя. Отличный вариант для автосервиса, так как экономит время, затрачиваемое на обслуживание одного автомобиля. Покупка индукционного нагревателя оправдает себя в короткие сроки.
| Установка T-4000 для индукционного нагрева металла, 3,7 кВт, 230 В, кабель 4 м, ALBATROS (Италия)Индукционный: Легковой Установка T-4000 для индукционного нагрева металла, 3,7 кВт, 230 В, кабель 4 м, ALBATROS (Италия) |
Стоимость: €3 195
Купить в наличии
Стоимость: €2 080
Купить в наличии
Стоимость: €1 129
Купить в наличии
Исследования оборудования и технологии пайки трубопроводов с использованием индукционного нагрева
Проблемы энергосбережения в технологии пайки заставляют вновь обратиться к процессам высокочастотного электромагнитного нагрева, обеспечивающим высокую скорость локального нагрева проводящих материалов в любой среде. Для формирования качественных паяных соединений в изделиях необходим соответствующий выбор частоты нагрева, конструкции индукторного устройства и оптимизация режимов процесса [1].
В связи с этим данное исследование направлено на изучение существующих конструкций индуктора и технологий пайки с целью их совершенствования.
Особенности высокочастотного нагрева
Воздействие энергии высокочастотных (ВЧ) электромагнитных колебаний позволяет осуществлять высокопроизводительный бесконтактный нагрев в различных процессах обработки проводящих материалов: термообработке, плавке, упрочнении, сварке, пайке, выращивании кристаллов и т. д. Наиболее важными преимуществами ВЧ-нагрева являются следующие:
– энергия нагрева создается вихревыми токами непосредственно в изделии;
– возможны высокая плотность энергии и короткое время нагрева;
– локализация нагрева в пределах обрабатываемой зоны;
– возможность нагрева в любой среде, включая вакуум или инертный газ;
– высокая экологическая чистота нагрева;
– возможность использования электродинамических сил для улучшения растекания припоя, перемешивания расплава металла и т. д.
Индукционный нагрев основан на использовании трех известных физических явлений: электромагнитной индукции, открытой Фарадеем, эффекте Джоуля и поверхностном эффекте.
В индукционной нагревательной системе существуют два типа напряжения и вихревых токов. Первый тип вызван изменяющимся во времени магнитным потоком, который создается индуктором и проходит через неподвижное тело. Второй тип индуцированного напряжения связан со скоростью перемещения проводящего тела в неоднородном магнитном поле, при этом величина тока зависит от скорости перемещения тела. Исследования показали, что такой вариант индукционного нагрева используется сравнительно редко, что возможно определить после изучения конструкций нагревательных устройств.
Принцип конструкции индукционных нагревательных устройств
Существуют разнообразные конструкции индукционных нагревательных устройств. Для сквозного нагрева проводящих тел круглого, квадратного и прямоугольного сечения применяют индукторы соленоидального типа (рис. 1), плоских тел — индукторы с магнитопроводом (рис.3) или в виде плоской спирали (рис.2).

Рис. 1. Схема индукционной системы нагрева
Рис. 2. Индуктор в виде плоской спирали: 1- спиральный индуктор, 2- нагреваемое тело

Рис. 3. Концентрация магнитного поля с помощью магнитопровода: 1- магнитопровод, 2 индуктор, 3- нагреваемое тело
Индукционным нагревательным системам свойственны такие эффекты, как близости, кольцевой и концентрации магнитного поля. Первый эффект показывает, что вихревые токи создаются в непосредственной близости от индукционного витка. Чем выше частота тока и чем меньше зазор между витком и поверхностью тела, тем больше эффект близости (рис. 4).
Рис. 4. Схема действия эффектов близости в индукционной система нагрева
Таким образом можно сделать вывод, что за основу технологического оборудования ТВЧ пайка целесообразно взять конструкцию соленоидного типа. Для разработки технологии пайки необходимо произвести изучения параметров СВЧ нагрева.
Параметры ВЧ-нагрева при пайке
Параметры ВЧ-нагрева были рассмотрены на примере пайки электронных устройств.
Для пайки электронных устройств характерны невысокая удельная мощность нагрева, малые габариты изделий и их чувствительность к электромагнитным наводкам. Поэтому необходимо оптимизировать такие параметры ВЧ- нагрева, как эффективная мощность, выделяемая в зоне нагрева, и коэффициент полезного действия (КПД) нагрева.
Для соленоидального индуктора (рис. 1) увеличение зазора hот 1 до 10 мм на частотах от 400 до 2000 кГц вызывает снижение cosf для диамагнитных материалов почти в 10 раз, а для ферромагнетиков — в 3–4 раза. Поэтому для нагрева диамагнитных материалов необходимо максимально уменьшать величину зазора до значений, при которых возможно обеспечить нормальную работу индуктора.
В связи с этим было определено, что возможна и необходима оптимизация процесса пайки.
Оптимизация параметров ВЧ-нагрева позволит обеспечить высокую скорость нагрева в локальных зонах формирования паяных соединений и улучшить их качество за счет совместного действия поверхностного эффекта и пондеромоторных сил.
Можно сделать вывод, что предпочтительно применение индукторов с магнитопроводами, так как у них более высокий КПД за счет снижения излучения в окружающее пространство.
Исследовав принцип работы, методы и параметры управления ВЧ пайки дальнейшая работа была направлена на подробное исследование материалов. Конструкции, способов охлаждения и методов защиты от пробоя индуктора.
Конструкции индукторов, их охлаждение и защита от пробоя
Основным оборудованием при высокочастотной пайке являются высокочастотные генераторы и индукторы. Индукторами называются устройства, применяемые при высокочастотном нагреве для передачи энергии высокой частоты от источника питания в нагреваемое изделие. В зависимости от конфигурации нагреваемой поверхности в технике применяется много типов индукторов различной формы и размеров. Для пайки применяются относительно несложные одно и двухвитковые индукторы, реже — многовитковые.
Индукторы изготовляются из медных трубок с наружным диаметром 8–12 мм и толщиной стенки 1–2 мм. Индукторы изготовлять из трубок прямоугольного сечения 10х10 мм или эллиптического сечения, так как последние понижают потери в индукторе примерно на 10 %. Трубки при изготовлении индукторов применяют с целью создания возможности их охлаждения проточной водой в процессе работы.
При выборе индуктора необходимо стремиться правильно определить форму и размеры индуктора, которые соответствовали бы паяемому шву, так как от формы и размера индуктора зависит рациональность использования установки и качество пайки.
Размеры зазоров между паяемым изделием и индуктором колеблются от 2 до 20 мм; они зависят от размера, конфигурации изделий и характера нагрева. При пайке тонкостенных изделий зазоры невелики, а при пайке толстостенных изделий они увеличиваются. Увеличение зазоров ведет к снижению коэффициента полезного действия индуктора и его производительности. Однако при сложных конфигурациях деталей приходится идти на увеличение зазора с целью получения равномерного прогрева изделия за счет использования его теплопроводности. Для предохранения деталей от прожогов при малых зазорах и замыканиях витков индуктора между собою рекомендуется изолировать витки асбестовым шнуром, пропитанным в жидком стекле, или покрыть их эмалью.
Результаты проведенных исследований
Исследования показали, что в индукционной нагревательной системе наиболее применим тип напряжения и вихревых токов. изменяющийся во времени магнитным потоком, который создается индуктором и проходит через неподвижное тело.
За основу технологического оборудования ТВЧ сварки целесообразно брать конструкцию соленоидного типа.
Также в ходе исследований было принято решение, что предпочтительно использовать индукторы с магнитопроводами, так как у них более высокий КПД за счет снижения излучения в окружающее пространство.
Было определено, что индукторы целесообразно изготавливать из медных труб практически любого сечения.
В качестве охлаждающей жидкости более рационально использовать проточную воду.
Для предохранения деталей от прожогов и замыканиях витков индуктора между собою рекомендуется изолировать асбестовым шнуром, пропитанных в жидком стекле, или покрытые эмалью.
Индукционные нагреватели для кузовного ремонта
Для выполнения работ по восстановлению бамперов и корпуса автомобиля с успехом применяют специальные установки фирмы Albatros. Установка значительно упрощает процесс работы и отодвигает в прошлое прежние методы исправления вмятин. Easy fix так же применим для пластиковых поверхностей, таких как крыло, фара, молдинг.

Читайте также: