Крепление шпинделя своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 09.09.2024
Насколько сложным окажется его ремонт, зависит от типа конструкции и нюансов самого станка.
Самодельные против заводских
Неоднократно можно наблюдать, как используется фрезерный станок с наклонным шпинделем, где шпиндель выполнен своими руками.
Самодельный элемент дает следующие преимущества:
- Вы без лишних затрат можете оснастить многошпиндельный или двухшпиндельный станок необходимыми устройствами;
- Чертеж для изготовления широко доступен в сети. Отыскать чертеж не составит труда. Другой вопрос, сумеете ли вы повторить чертеж и перенести его на самодельный шпиндель для работы по металлу, дереву, камню или стали;
- Конструкция довольно простая, что не вызывает серьезных опасений относительно возможности сделать его самостоятельно;
- Оснастить многошпиндельный или двухшпиндельный узел можно элементами, идеально подходящими под его технические параметры. Не всегда удается подобрать оптимальный заводской вариант.
Имея чертеж, собрать элемент под привод и свой двухшпиндельный, многошпиндельный станок с ЧПУ, под агрегат с вертикальным или горизонтальным шпинделем удается не всем. Потому чтобы не рисковать, применяя самодельный узел, рекомендуется выбрать заводские изделия. Они имеют ряд положительных качеств:
- Высокие показатели эффективности на станках с вертикальным и горизонтальным приводом. КПД может достигать 95 процентов;
- Отличные параметры надежности, устойчивости к повреждениям. Поскольку узел выполнен грамотно, опираясь на специальный чертеж, головка выдерживает сильные нагрузки, эффективно работает по металлу, дереву, камню;
- Профессиональные шпиндели предусматривают, что головка выполнена из бронзы. Выточенная из этого материала головка практически никогда не ломается. Это обеспечивает ваш двухшпиндельный или многошпиндельный станок с ЧПУ длительным периодом работы без замены устройств;
- Надежная конструкция гарантирует продолжительный эксплуатационный период, в течение которого не потребуется ремонт.
Система охлаждения
Чтобы избежать ремонт, станок с ЧПУ должен не только иметь надежный привод и качественно изготовленный шпиндель. Конструкция обязательно предполагает, что многошпиндельный или двухшпиндельный узел с вертикальным или горизонтальным шпинделем включает систему охлаждения. Дабы убедиться в этом, взгляните на чертеж.
Самодельный шпиндель может не выдержать повышенные нагрузки, а имеющаяся система охлаждения эффективно выполнять свою работу не всегда способна. Потому при оснащении фрезерных станков с ЧПУ, рекомендуется использовать заводское устройство.
Система охлаждения, устанавливаемая на фрезерный станок с наклонным шпинделем и другие разновидности агрегатов, бывает:
- Воздушная;
- Водяная.
- Водяное охлаждение. Здесь в корпусе предусмотрены выемки, через которые проходит вода. Она принимает на себя тепло, исходящее от металла, после чего переливается в емкость. Но выполняя на станке с ЧПУ ремонт или проводя какие-то работы, наличие бачка с водой около агрегата часто доставляет оператору дискомфорт. Потому большинство фрезерных станков с ЧПУ привод и металл охлаждают вторым способом.
- Воздушное охлаждение. Тут также имеются выемки, через которые прогоняется воздух. Специальные воздухозаборники обеспечивают эффективное обдувание нагреваемых элементов воздухом. При этом устройство имеет определенный недостаток. С течением времени в фильтрах накапливается грязь, поскольку станок предполагает наличие большого количества пыли при работе. Чтобы избежать ненужный ремонт, достаточно вовремя очищать фильтры. Так головка шпинделя, сам шпиндель, его привод и остальные элементы узла прослужат намного дольше.
Читать также: Хобби токарка по дереву ру
Изготовление
Чтобы самостоятельно изготовить устройство для фрезерного станка с ЧПУ по дереву необходимо учесть, что конструкция должна воспринимать не одни осевые, но и боковые нагрузки. Зачастую приобретают для этих целей коллекторные двигатели, они дешевые по цене и функционируют на больших скоростях, но переключив их на низкие скорости, они теряют параметры мощности. Чтобы не возникало подобных проблем, на самодельных шпинделях, устанавливается бесколлекторный движок.
В качестве основы предлагается взять дешевый фрезерный станок с числовым программным управлением.
Для конструирования устройства шпинделя потребуется:
- электродвигатель (можно применить марку NTM серия 50-50, 5800 об/мин и мощностью 2 кВт);
- конусообразный вал;
- контроллер для электродвигателя;
- 2 подшипника;
- зажим в виде цанги;
- прибор для определения работоспособности, в том числе вычисления скоростных характеристик при вращении, углов наклона, шагов. Это устройство называется сервотестер.
Что использовать для настольных станков
Если вам необходимо оснастить настольный станок с ЧПУ подходящим шпинделем, сейчас доступно несколько довольно привлекательных вариантов. Выбирать устройство вам.
- Ручные граверы. Стоит такое устройство от 500 рублей. Особых сильных качеств не имеет, но если вам предстоит выполнить ремонт или фрезеровку мягких материалов с небольшими фрезами, то этот агрегат вполне подойдет для оснащения станка с вертикальным шпинделем. Недостатки — это небольшая скорость вращения и незначительная мощность.
- Бормашины. Работают очень тихо, оснащаются надежным фиксатором для патрона. При малых оборотах двигателя крутящий момент почти не меняется. Это обеспечивает серьезное превосходство устройства перед гравером.
- Шпиндель от двигателей DC. При мощности 0,4 кВт обеспечивают крутящий момент в 12000 оборотов за минуту. Выполнять различный ремонт, фрезерные работы с таким шпинделем удобно, поскольку обеспечивается слабое биение, работает агрегат тихо. Плюс цанга выполнена по широко используемому стандарту. Но есть недостатки — незначительные показатели мощности, сильный нагрев, который вынуждает искать эффективное охлаждение. Для работы устройство потребует отдельный источник питания, к чему также важно быть готовым.
Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент.



О достоинствах шпинделей
Самодельная конструкция предполагает применение станка с наклонным шпинделем.
- Оснащение станка недорогостоящими зажимными устройствами.
- Схемы изготовления несложно найти в интернет – ресурсах.
- Простота конструкторского решения.
- Дополнительное оснащение любыми элементами соответствующих параметров.
Если нет уверенности, что выполненный своими руками шпиндель по металлу для ЧПУ или по дереву не будет работать эффективно, то чтобы избежать риска, можно приобрести изделие заводского производства.
Самодельный фрезерный станок по дереву: составные части устройства, примерный процесс изготовления
Фрезерование древесины представляет собой технологичный процесс обработки посредством вращающихся резцов, которые позволяют отделять часть стружки. При этом данная операция может быть применена как к профильным, так и плоским поверхностям различных деталей. На концах элементов можно формировать всевозможные соединительные отверстия и гнезда.

На фото представлено устройство, сделанное самостоятельно.
Конструкция фрезерного станка по дереву
Для фрезерования деревянных заготовок обычно применяется ручной инструмент. В некоторых случаях это не дает высокого качества обработки, так как велика вероятность погрешности и появления брака. Для минимизации этих явлений рекомендуется сделать самодельный фрезерный станок по дереву своими руками.
Работу следует начать с изучения аналогичной заводской конструкции. Затем определяется степень обработки материалов, необходимая точность характеристики заготовки. К ним относятся габаритные размеры, порода древесины. На основе этих данных составляется оптимальная схема изготовления.
В стандартную конструкцию фрезерного станка по дереву, который можно сделать своими руками, должны входить следующие компоненты:
- станина. Это опорная часть, на которую будет крепиться столешница и двигатель для вращения фрезы;
- столешница. Основной характеристикой этого компонента является площадь. Также на ее поверхности необходимо предусмотреть крепления для фиксации заготовки и измерительные линейки;
- фреза. Можно использовать ручную модель. В некоторых случаях целесообразно установить самодельную конструкцию, состоящую из шпинделя и двигателя.
Подобное оборудование по дереву можно условно разделить на два типа: с горизонтальной и вертикальной обработкой. Разница определяется направлением фрезы относительно заготовки. Некоторые умельцы делают конструкции с возможностью изменения положения режущей части по трем осям координат.
Помимо станка необходимо подобрать правильный набор фрез. С их помощью можно делать черновую и чистовую обработку деревянных деталей.
Классификация
Технические характеристики, схемы и эксплуатация фрезерного станка 6р12
При разнообразии фрезерных станков и шпинделей к ним проще их классифицировать по техническим характеристикам:
- Фрезерный шпиндель поворотного типа. Часто изготавливается самостоятельно.
- Вертикально-поворотные механизмы.
- Оборудование с двумя шпинделями.
- Механизмы, применяемые при работе с торцевыми частями.
- Вертикально-поворотные конструкции для ручной обработки.
Если говорить о применении шпинделей в домашних условиях, можно выделить граверы. Их часто устанавливают на самодельных фрезеровочных станках. Однако, эти машинки имеют серьёзный недостаток. Из-за слабого крутящего момента, металл обрабатывается с большим трудом. Чаще всего таким оборудованием обрабатывают древесину или пластик.
Бормашинка
Часто эти приспособления сравниваются с граверами. Главное отличие — сохранение крутящего момента независимо от изменения оборотов. Также бормашинки комплектуются патронным зажимом и работают они тише, чем граверы.
Dc мотор
Специальный механизм, который комплектуется ЧПУ. Работает тихо и не создаёт вибраций. Благодаря наличию ЧПУ, появляется возможность изменять мощность при работе. Ключевой недостаток dc мотора — это плохая система охлаждения, и как следствие быстрый перегрев при работе с твёрдыми материалами. Чтобы не повредить металлические заготовки и не вывести двигатель из строя, требуется дополнительное охлаждение.

DC мотор
Прямошлифовальная машина
Часто это оборудование используют в качестве фрезеровочного шпинделя. С его помощью можно обрабатывать как дерево, так и металл. В комплекте отсутствует устройство для регулировки мощности, что снижает функционал прямошлифовальной машины. Также при работе с металлом она издаёт громкие звуки.
Фрезер sparky
Используется в качестве поворотного фрезерного шпинделя. Достоинствами этого оборудования является большая мощность, высокая производительность и возможность регулировать обороты. Также на фрезерах Sparky хорошее охлаждение, которое не позволяет обрабатываемым материалам перегреваться. Используются для работы с деревом и металлом.
Фрезер kress
Отличное соотношение цена/качество. Могут комплектоваться системами ЧПУ. Высокая производительность, возможность регулировать обороты. Возможно работать с различными материалами.
Профессиональный шпиндель
Это механизм, который был разработан специально для фрезерных станков. На нём устанавливается водное охлаждение, что позволяет работать длительное время без риска испортить заготовку. Характерные особенности этого оборудования — высокая точность и надёжность. Тихий при эксплуатации. Главный недостаток — высокая стоимость.
Начальная информация о процессе
Прежде чем сооружать самодельные фрезерные станки по дереву, рекомендуется ознакомиться с данным способом обработки более подробно. В качестве основного элемента в данном случае выступает специальная насадка с большим количеством зубчиков.
В зависимости от ее типа можно произвести тот либо иной способ фрезерования:
- Концевая обработка направлена в первую очередь на то, чтобы сделать в детали канавку или паз определенного размера.
- Фасонная технология подразумевает проведение работ с профильными элементами вроде багетов, шестерней, а также оконных рам.
- Торцевая методика фрезерования, как правило, применима к максимально большим поверхностям.

Наглядно демонстрируется схема торцевого фрезерования.
Дополнение! Достаточно часто используются специализированные фрезы, позволяющие делать фигурный срез. При таком варианте можно легко осуществить раскрой материала с дополнительной обработкой крайней части.
Теория вопроса
Шпиндель — это вал, являющийся посредником между обрабатывающим станком и заготовкой при обработке металлов. Режущий элемент крепится в нем посредством конуса Морзе. У расточных, сверлильных станков и фрезеров вал имеет регулируемую длину, а в движение приводится вручную или автоматически.
Условно шпиндели делят на две группы в зависимости от их мощности:
К первым относятся небольшие бормашины, дрели, перфораторы. Конструкция их проста, срок службы относительно недолог, управление не вызывает сложностей. Для работы на домашних настольных станках используют именно их.
Промышленные шпиндели необходимы для длительной эксплуатации, рассчитаны на внушительные нагрузки. Они снащены системами охлаждения и подачи смазки на участки с высоким уровнем трения или нагревания.
Для производственных агрегатов категорически не подходят маломощные бытовые шпиндели. Причина в том, что они рассчитаны лишь на растяжение и сжатие, но не на боковую нагрузку. При увеличении скорости вращения шпинделя обмотки двигателя нагреваются, что вызывает снижение мощности. В результате элемент перегорает, требуя скорой замены.
Материалы и комплектующие для станка
Самый простой вариант конструкции — установка на имеющийся рабочий стол готового аппарата. При этом следует выполнить определенную модернизацию столешницы. Но лучше всего сделать фрезерный самодельный станок своими руками полностью.
На первом этапе необходимо определиться с расположением фрезы. Для обработки торцевых поверхностей лучше всего выбрать горизонтальный монтаж режущего инструмента. Это позволит оптимизировать работу и быстро выполнить ремонтные и профилактические работы.
Рекомендации по выбору материалов для фрезеровального станка по дереву своими руками:
- рама. Для большей устойчивости она должна изготавливаться из стальных труб круглого или квадратного сечения. Если планируется установка двигателя – в нижней части конструкции предусматривают нишу;
- рабочий стол. Его поверхность должна быть гладкой и при этом не разрушаться под воздействием внешнего давления. Для этого лучше всего подойдет панель ДСП;
- фиксаторы и ограничители. Они предназначены для направления движения детали относительно фрезы. Могут быть как деревянные, так и стальные. Обязательно необходимо предусмотреть блоки их крепления к столешнице.
После выбора комплектующих и их подготовки можно приступать к сборке фрезерного самодельного станка по дереву своими руками.
Для крепления ограничителей можно использовать компоненты струбцины или на основе этой конструкции сделать узел самому.
Шпиндель для станка с ЧПУ своими руками
Между тем применять такие устройства в качестве шпинделя фрезерного станка не совсем правильно, так как они очень быстро приходят в негодность. Все дело в том, что в их конструкции предусмотрен только один упорный подшипник, что не дает им возможности длительное время воспринимать боковые нагрузки, характерные для фрезерной обработки.
Практически любая технологическая операция по фрезерованию древесины и металла выполняется с боковыми нагрузками на режущий инструмент и, соответственно, на конструкцию шпинделя.
Очень часто для самодельных фрезерных станков приобретают шпиндели, в которых установлены коллекторные двигатели. Такие устройства стоят недорого и хорошо работают на высоких оборотах, а на низких значительно теряют свою мощность. Этих проблем можно избежать, если установить на свой станок шпиндель с бесколлекторным двигателем.
Изготовление фрезерного станка по дереву
Производство оборудования должно выполняться строго по заранее составленной схеме. На ней указывается месторасположение каждого компонента, способ его крепления и размеры.
На первом этапе изготовления необходимо собрать опорную раму для станка. Для этого заранее подготовленные заготовки труб следует соединить между собой. Затем с помощью сварки выполняется их фиксация. После этого сверяются размеры верней части и приступают к производству столешницы.
- На панели ДВП наносят разметку, согласно которой вырезается контур столешницы.
- При вертикальном расположении фрезы в панели делают отверстие.
- Установка электродвигателя и шпинделя. Последний не должен выступать над плоскостью столешницы.
- Монтаж ограничительной планки.
После этого можно проводить первые испытания конструкции. Важно, чтобы во время работы не возникало сильных вибраций. Для их компенсации можно установить дополнительные ребра жесткости.

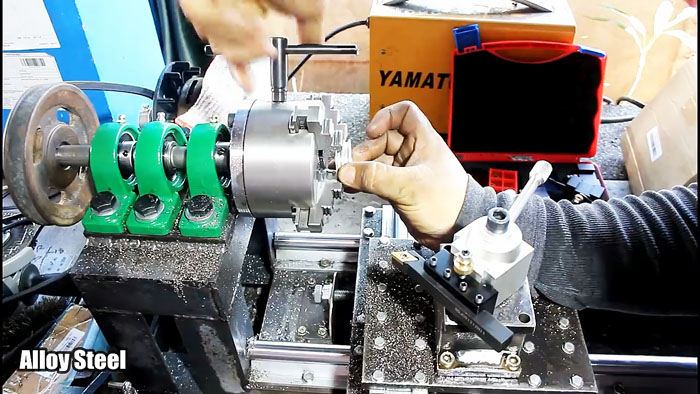
Всем здравствуйте . У меня небольшое производство дверей и половина станков самодельные т.к. операции на них выполняемые довольно специфические .
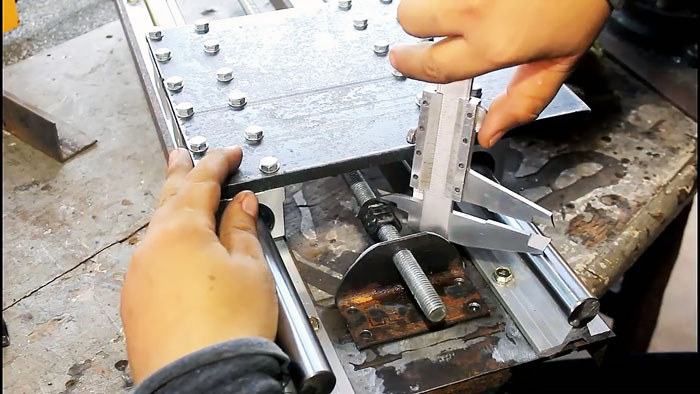
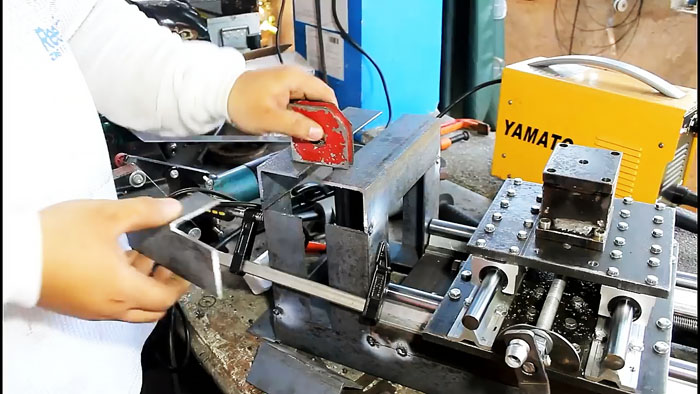
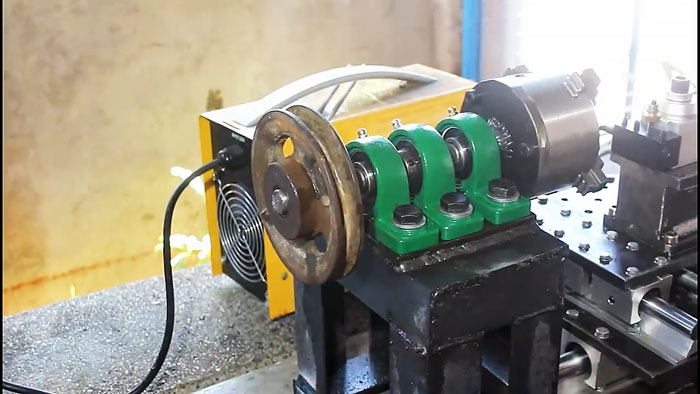
Сейчас взялся за сверлильную головку . Она должна сверлить сразу два отверстия диаметром 16 мм с межцентровым расстоянием 76 мм
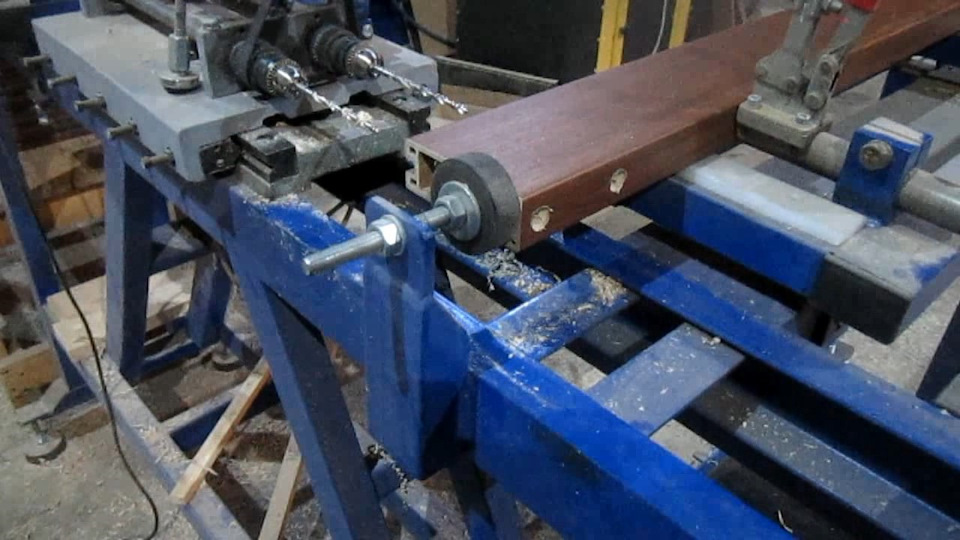
На фото их видно, на коричневой детали
Самая большая проблема при изготовлении самодельных станков это шпинделя . С металообработкой под заказ становится все хуже и хуже . Да оно и понятно . Крупным производствам такие как я мелочевщики не нужны, а мелких нет т.к у них нет рынка . С токаркой еще более менее, с фрезеровкой вообще никак .
Поэтому сочинил шпиндель из стандартных комплектующих
Основа — опорный модуль для для цилиндрических направляющих диаметром 25 мм, применяется при изготовлении 3д станков невысокой точности .

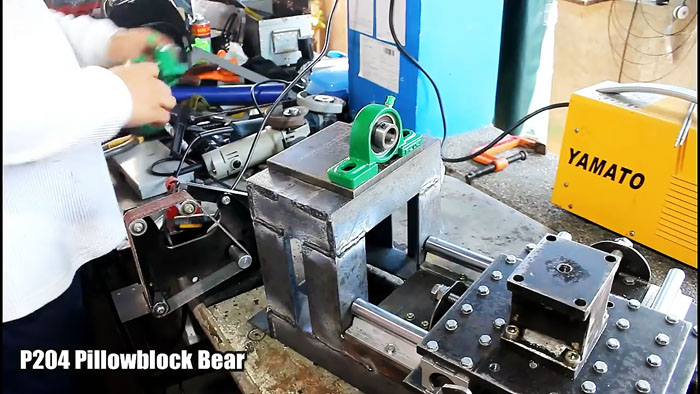
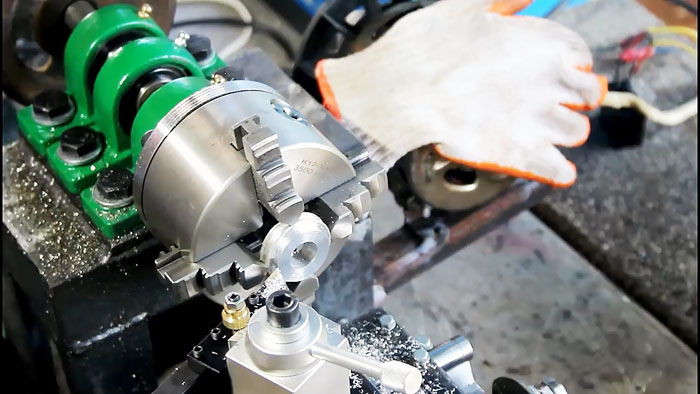
Разбираем, выкидываем линейные подшипники

в отверстие очень хорошо встают радиальные

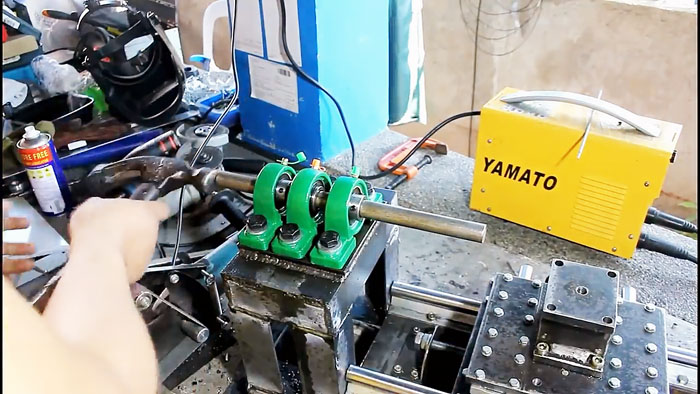
Конструкция шпинделя вырисовывается такая — слева цанга с инструментом, вал на 4-х подшипниках, справа шкив

Вал очень несложный, заказал


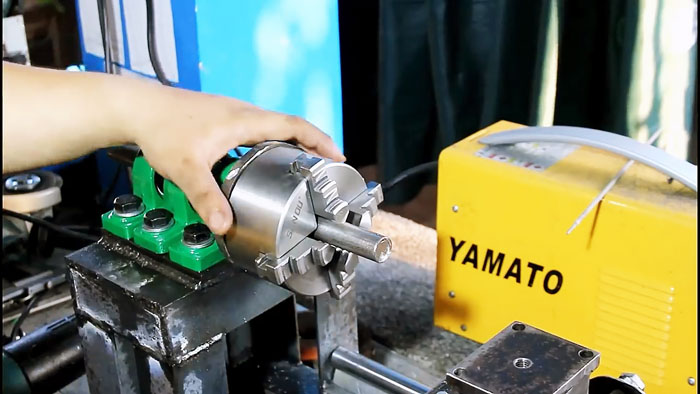
Получилось точно, красиво и бюджетно, поэтому и делюсь . Наверняка кому-нибудь пригодится . На этом шпинделе можно соорудить сверлильный, заменив цангу на патрон, небольшую пилу, торцовку, отрезной по металлу или заднюю бабку для токарного по дереву . И конечно всякие присадочные станки для мебельшиков где надо много и точно сверлить на определенном растоянии .
видео

Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф - станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу "Фрезерный станок с ЧПУ". После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
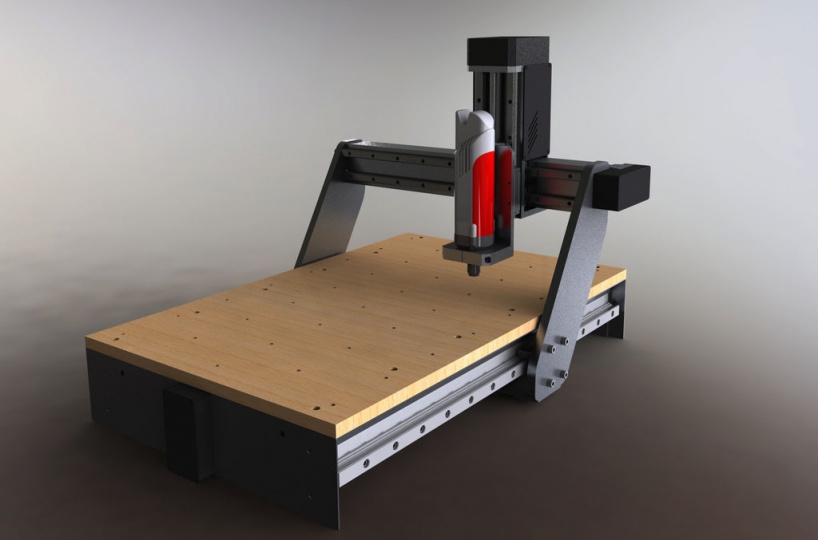
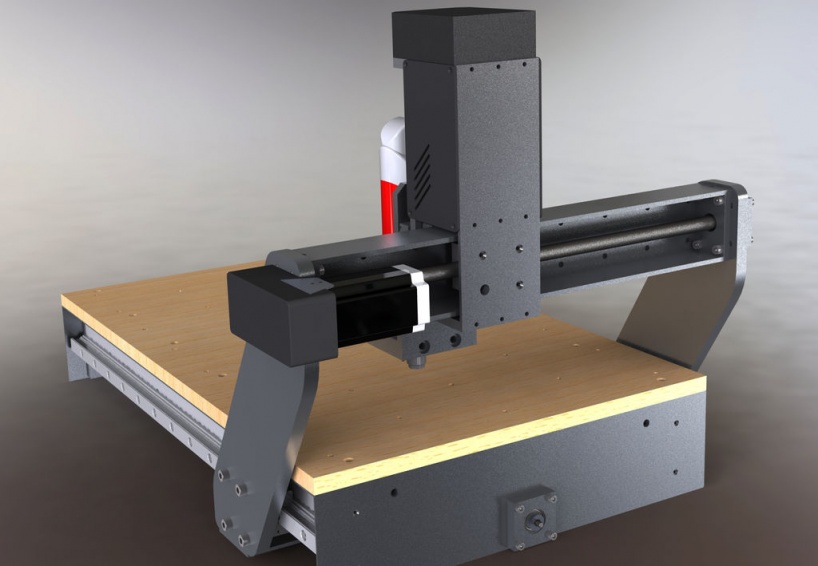
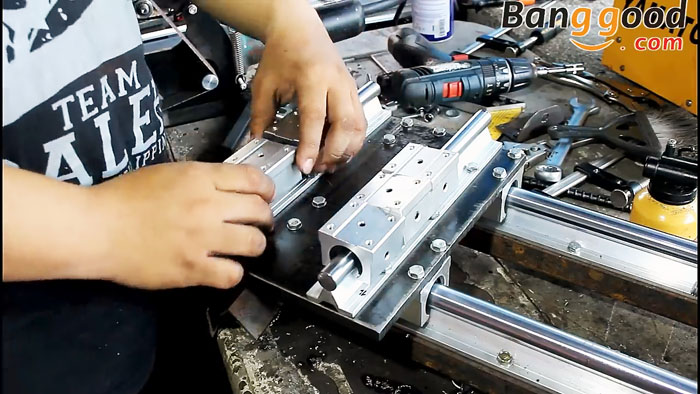
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
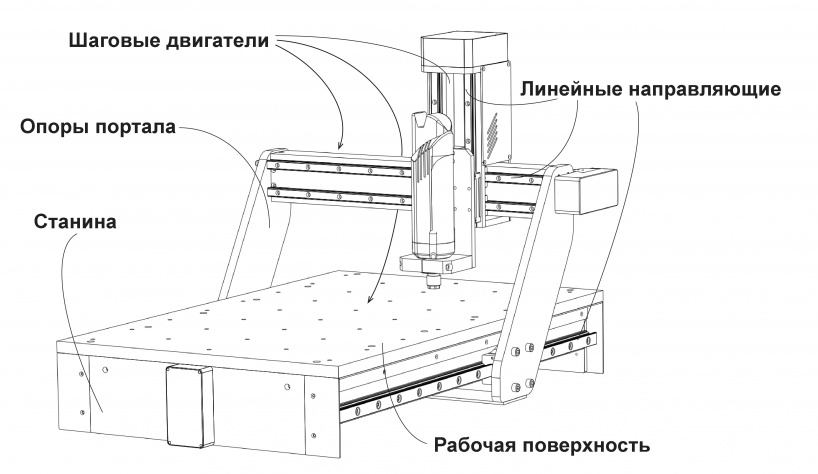
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
Даже сильно подержанный токарный станок не по карману большинству любителей, которым он нужен только для обработки небольших заготовок. При необходимости выполнения незначительных объемов работ станок можно изготовить своими руками из металлопроката и нескольких заводских деталей.

Основные материалы:
- стальной уголок 20х20 мм;
- вал на алюминиевой опоре SBR20;
- каретки на линейных подшипниках под вал SBR20 – 12 шт.;
- стальной лист 10 мм;
- уголок 30х30 мм;
- длинная шпилька М10;
- стальной лист 3 мм;
- уголок 40х40 мм;
- токарный четырехкулачковый патрон;
- подшипники в корпусе с лапками –3 шт.;
- вал под подшипники с лапками;
- шкив на вал;
- электродвигатель со шкивом;
- приводной ремень;
- резцедержатель и резцы
- болты М8.
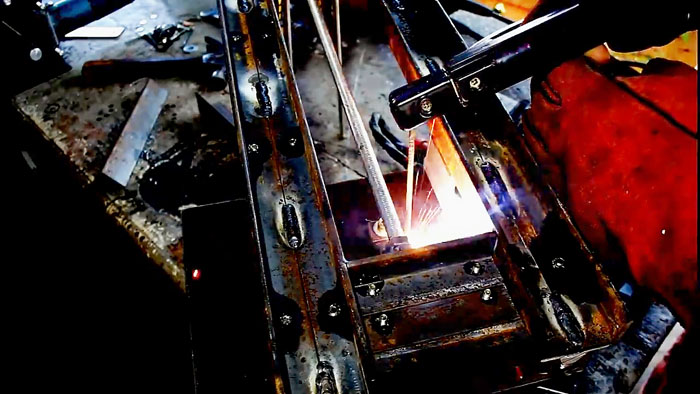
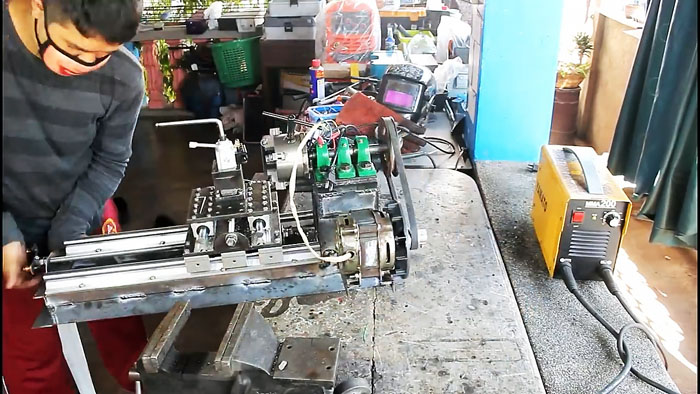
Изготовление токарного станка
Из уголка 20х20 мм сваривается рама станка, как на фото. Верхнюю плоскость готовой детали нужно отшлифовать, чтобы иметь возможность ровного прикрепления остальной оснастки.

Вдоль рамы прикручивается 2 продольные салазки, изготовленные из вала на алюминиевой опоре SBR20. На них устанавливается по 3 каретки на линейных подшипниках.

Из листовой стали 10мм вырезается опорная плита, которая будет закрепляться на каретах. Она прикручивается с помощью 24 болтов по 4 на каждую каретку.


Далее необходимо закрепить вал подачи, который будет перемещать платформу вдоль станка. Для этого используется длинная шпилька диаметром 10 мм. Она закрепляется на торцах станка на прикрученные опоры из обточенного уголка 30х 30 мм.
Чтобы присоединить платформу на каретах к валу, необходимо сделать на обратной стороне ее плиты выступ. Для этого выгибается скоба из полосы стали 3 мм. Ее нужно прикрутить к плите как на фото.


Далее сделанная скоба приваривается к 3-м гайка М10 накрученным на валу подачи из шпильки. Теперь при вращении вала платформа двигается вдоль станка.

На готовую платформу закрепляются 2 поперечные салазки из того же вала на алюминиевой опоре SBR20. На каждую салазку устанавливается по 3 каретки.


Для поперечного движения платформы тоже требуется установка вала подачи. Он изготавливается из той же шпильки М10 по аналогичному принципу, что и механизм нижней платформы. Для этого делается 2 опоры из обточенного уголка 30х30 мм и скоба из полосы 3 мм, которая приваривается к 3-м гайкам М10 на валу.


Далее необходимо сделать платформу куб под резцедержатель. Ее верхнюю и нижнюю часть можно изготовить из листовой стали 10 мм, а боковые стороны из листа 3 мм. Поскольку на этот узел оказывается нагрузка, то следует его укрепить еще одной боковой вставкой из листовой стали 3 мм. В верхней части полученного кубика делается центральное отверстие, в котором нарезается резьба. Оно используется для прикрепления заводского резцедержателя.



По периметру основания станка из уголка 20х20 мм приваривается уголок 40х40 мм. Продольные детали нового уголка делаются длиннее, чтобы слева получить основание для закрепления шпинделя.
На полученное основание наваривается уголок 40х40 мм, как на фото. Полученная конструкция укрепляется вставками, поскольку на нее будет оказываться сильная деформационная нагрузка.
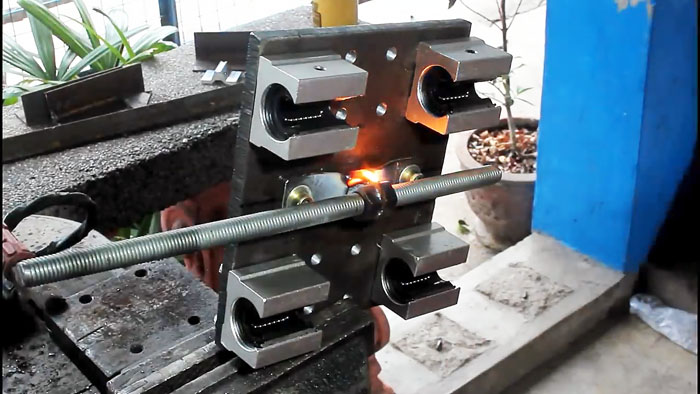
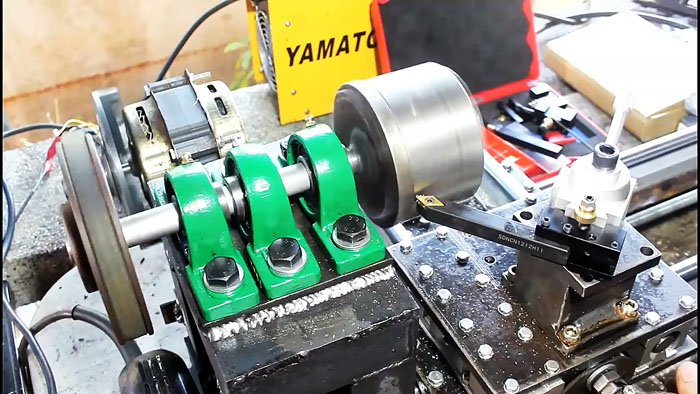
Сверху на полученный каркас наваривается платформа из листовой стали 10 мм. К ней прикрепляется 3 подшипника в корпусе с лапками. В подшипники вставляется стальной вал.
Из листовой стали 10 мм вырезается круг соответствующий диаметру заводского четырехкулачкового патрона. В его центре делается большое отверстие соответствующее диаметру вала. Изготовленная деталь насаживается на вал, закрепленный на подшипниках
Установив и зажав на валу четырехкулачковый шпиндель необходимо прижать к нему вырезанный круг и стянуть его с патроном с помощью 3-х болтов. Это позволяет сбалансировать круг, перед тем как приварить его к валу.

Далее нужно снять четырехкулачковый шпиндель и срезать лишнюю часть вала по линии приваренного круга. Токарный патрон устанавливается обратно на свое посадочное место и зажимается с помощью 3-х болтов.
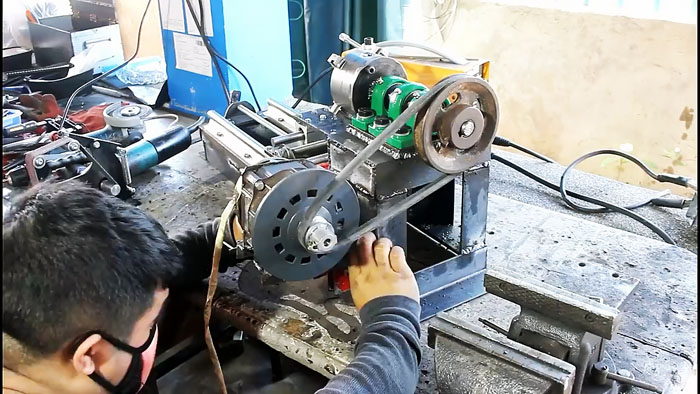
На обратной стороне вала закрепляется шкив.
Для имеющегося электродвигателя варится рамка из уголка 20х20 мм. На мотор устанавливается малый шкив.

После этого натянув ремень между шкивами необходимо приставить двигатель к основанию платформы подшипников вала шпинделя. Каркас электродвигателя нужно изготовить таким образом, чтобы иметь возможность после его приваривания регулировать натяжение ремня.
Закрепив резец в резцедержателе станка уже можно использовать его по предназначению. Данная конструкция позволяет подобраться резцом к кругу, на котором крепится шпиндель, чтобы его обточить, сделав более аккуратным.
Полученный станок имеет возможность модернизации, к примеру, установки задней бабки, что позволит выполнять более серьезные задачи. Это довольно дорогой проект, но он обойдется дешевле заводского токарного станка.




Смотрите видео
Приспособления и оснастка являются наиважнейшим компонентом успешной работы на ЧПУ станках.
Оснастка — это общий термин для любого устройства, которое используется для надежной фиксации заготовки во время обработки.
Удержание рабочего места состоит из двух компонентов:
- Собственно зажимное приспособление, такое как фрезерные тиски.
- Метод размещения и закрепления этого зажимного приспособления на вашем станке. Это включает в себя вездесущие Т-образные пазы, модульные крепежные пластины, решения для 4-й оси и многое другое.
Мы рассмотрим различные методы определения местоположения удерживающих устройств, а затем дадим описание выбора для удерживающих устройств.
Но сначала давайте поговорим о том, почему так важны оснастка и приспособления, и как узнать, когда вам нужно сделать специальный крепеж.
Оснастка и приспособления: типы и виды

Т-образные пазы
Т-образные пазы — это наиболее распространенный метод позиционирования и удержания вашего рабочего крепления. Они просты, надежны и работают. Чтобы прикрепить что-либо к столу с Т-образным пазом, используйте гайки с Т-образным пазом и подходящие шпильки или другие крепежные детали, подходящие к гайкам.
Хотя они распространены, у них есть некоторые недостатки по сравнению с другими решениями. Помимо того факта, что Т-образные пазы могут собирать стружку и другой мусор, их самым большим недостатком является то, что вам трудно вернуть ваши тиски или другое приспособление для крепления на стол в точно таком же месте и в той же ориентации. Это может привести к дополнительной работе каждый раз, когда машина должна быть настроена с новой рабочей оснасткой для новой работы. Со временем цена такой неэффективности может быть довольно высокой.
Только представьте, что, если бы вместо устройства смены инструмента и таблицы инструментов вам приходилось набирать каждый инструмент каждый раз, когда он использовался? Разве это не было бы огромным препятствием для повышения производительности вашего рабочего процесса обработки? Что ж, время настройки также может быть большим препятствием для производительности, и Т-образные пазы здесь не помогают.
Есть несколько решений, которые пытались сделать их немного лучше:
Исправление пазов
Мы можем проверить Т-образные пазы станка, чтобы убедиться, что они параллельны движению оси. Проверить их можно индикатором тестирования набора (DTI). Многие люди ненавидят идею намеренного фрезерования своего стола, но если Т-образные пазы не параллельны то они вам нужны. Но есть выбор, использовать чего-то другого, кроме Т-образных пазов.
Тиски и приспособления с ключом
Если ваши Т-образные пазы соответствуют требованиям, вы можете установить ключи на дно тисков или крепежных пластин, которые совпадают с Т-образными пазами. Вы также можете установить ключи в Т-образные пазы, которые совпадают с краем пластины или основания тисков. Это может сэкономить вам довольно много времени на вытаскивание тисков и тому подобное, и это несложно, так что об этом определенно стоит подумать.
Проблема в том, что такие решения помогут с одним измерением (обычно короткий размер стола — это ось Y и она перпендикулярна прорезям), но у нас все еще есть проблема с позиционированием вдоль оси Т-образного паза. .
К счастью, есть лучший способ — это вспомогательные пластины для крепления (также называемые пластинами для крепления).
Монтажные плиты, инструментальные плиты и модульное крепление
Вспомогательные пластины для приспособлений (также называемые пластинами для приспособлений или инструментальными пластинами) — это пластины, которые устанавливаются поверх стола с Т-образными пазами, чтобы обеспечить новый способ позиционирования и закрепления оснастки. Типичная пластина для инструментов выглядит так:

Типичная крепежная пластина
В инструментальных пластинах обычно используется сетка отверстий, которые чередуются между отверстиями для точных установочных штифтов и отверстиями с резьбой для крепежных деталей. Если эта сетка позиционируется точно (или даже если это не так и положения точно известны), у вас есть очень повторяемый способ установки оснастки на пластину. Установочные штифты обеспечивают точное позиционирование с точностью до 0,01. Представьте себе возможность установить тиски, на отдельную крепежную пластину с установочными штифтами и отверстиями для крепежа, повторяемость это операции будет около 0,01. Если все ваши приспособления могут встать на пластину для инструментов, вы действительно можете очень быстро переключить станок на новую конфигурацию оснастки. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Тиски можно установить на одну из этих пластин в течение одной или двух минут. Станок с ЧПУ можно перенастроить за 5 или 10 минут для совершенно другой работы. К тому же навыки, требуемые от операторов станков, а также вероятность ошибок значительно снижаются, если не нужно каждый раз тщательно настраивать приспособления. Есть преимущества и для создания модульного G-кода, потому что он может полагаться на сетку позиционирования.
Инструментальные пластины обычно изготавливаются из чугуна или алюминия, хотя есть и стальные. Их можно купить или изготовить с нуля. Чтобы получить полное руководство, обязательно посетите нашу страницу о крепжных пластинах.
Модульное крепление
Еще одна вещь, которую помогают облегчить жизнь — это модульное крепление. Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем купить готовые компоненты крепления, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу.
Шаровые замки и другие решения для быстрой смены инструментальных пластин
Сейчас я надеюсь, что вы видите, сколько времени на настройку можно сэкономить, используя инструментальные пластины. Что может быть лучше? Есть как минимум два разных способа еще упростить установку приспособлений и оснастки: быстросменные пластины для инструментов и поддоны.
Благодаря системе Quick Change время, необходимое для работы с установочными штифтами и крепежными деталями, сокращается за счет какого-то интегрированного решения, которое позволяет точно позиционировать и очень быстро фиксировать. Одна из них — система шарового замка:

Система шарового замка
Шаровые замки — это система быстрого извлечение и установки инструментальных пластин. Эта система обеспечивает точное позиционирование и надежное удержание с помощью 4-х шаровых замков. Просто совместите пластину с дополнительной пластиной (которая имеет втулки приемника и установлена на столе), опустите хвостовики шарового фиксатора в отверстие, закрутите болт наверху хвостовика шарового фиксатора, и все готово. Закрутить четыре болта и не возиться с установочными штифтами или дополнительными креплениями действительно быстро и легко. Речь идет о 30-секундном времени смены приспособлений, что действительно очень быстро.
Поддоны
Следующий шаг — поддоны. Это как автоматические инструментальные плиты, в то время как все остальное, было ручным. Типичная машина с поддонами позволяет вам настраивать его, пока машина работает над другим. Смена поддона происходит за счет снятия старого поддона за пределами зоны фрезерования станка и установки нового. Это сводит к минимуму время, в течение которого станок должен находиться в простое, и позволяет выполнять настройку параллельно с обработкой.
Поддоны обычно можно увидеть только на горизонтальных обрабатывающих центрах и некоторых высокопроизводительных вертикальных обрабатывающих центрах. Это полноценная производственная функция, которая довольно дорога, поэтому стоимость должна быть оправдана.
4-я ось, цапфы и инструментальные колонны
Иногда полезно иметь возможность применить к нашему мышлению другое измерение — в данном случае 4-ю Ось. В ЧПУ 4-я ось обычно представляет собой ось вращения. Она выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных станках 4-я ось часто параллельна X или Y и проложена вниз. На горизонтальных 4-я ось также параллельна X или Y, но она стоит вертикально.
С точки зрения рабочего места, 4-я ось может использоваться для введения новых ориентаций для двух целей:
1. Она обеспечивает доступ к большему количеству сторон детали, поэтому обработка может продолжаться без необходимости переворачивать детали вручную.
2. Это позволяет получить доступ к большему количеству частей, которые могут быть расположены вокруг 4-й оси.
Приспособления и оснастка. Рабочие решения
Разобравшись, как мы собираемся разместить и прикрепить нашу оснастку для крепления к фрезерному станку, давайте посмотрим, какие типы крепления есть впринципе.
Фрезерные тиски

Пара фрезерных тисковOLYMPUS DIGITAL CAMERA
На сегодняшний день, самым популярным решением для фиксации заготовок являются тиски. Существует множество производителей таких тисков, ярким примером является Курт , выпустивший первые тиски в 1950-х годах.
Более подробное описание тисков машиниста можно найти в нашем Полном руководстве по тискам. Там полно нужной информации.
Зажимы, оснастка и приспособления для пластин
Какими бы полезными ни были тиски, у них есть свой недостаток. Им сложно работать с действительно большими пластинами, хотя, как уже упоминалось, вы можете переместить губки в крайнее положение для пластин среднего размера. И они также могут быть неоптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в массиве, но это часто не удобно.
Когда приходит время обрабатывать большие листы или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать зажимы .
Ступенчатые зажимы
Наиболее распространенный тип зажимов называется ступенчатыми зажимами, потому что на них выточены маленькие ступеньки. Они обычно используются с Т-образными пазами, хотя вы также можете крепить их болтами в инструментальной пластине. Вот несколько типичных ступенчатых зажимов:

Прижимная пластина ступенчатого зажима, конец зажима, поддерживающий ступенчатый блок, и болт проходят через гайку с Т-образным пазом

Набор ступенчатых зажимов
На фото показан типичный набор ступенчатых зажимов. Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Устанавливая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Может быть полезно наклонить зажим на детали, подняв его на шаг или два от уровня. Еще можете поместить прокладку из мягкого материала между зажимом и заготовкой, чтобы заготовка не повредилась.
Зажимные блоки
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать захваченную область. Зажимы с носком захватывают боковую часть заготовки, обеспечивая полный доступ к верхней части заготовки. Доступно множество различных типов:

Этот зажим с носком перемещает зажим вниз по пандусу, когда он затягивается, чтобы прижать к заготовке

Эти зажимы Mitee Bite Edge имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке, когда вы ее затягиваете.
Двусторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые заготовки очень трудно удерживать, потому что они тонкие или из-за их формы. Как правило, их просто невозможно зажать. Решения для таких ситуаций — это двусторонняя лента, клей, воск и сплавы с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выделяется при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь отводить их с помощью хорошей вентиляции. Двусторонний скотч отлично подойдет, особенно для очень тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута). Их можно использовать для нарашивания заготовки и создания зоны захвата. Когда обработка закончена, воск или сплав можно расплавить и сохранить для повторного использования.
Вакуумные приспособления
Нужно приложить равномерное давление, чтобы удерживать деталь? Он может создать значительную удерживающую силу при наличии достаточной площади поверхности. И она не зависит от формы или от того, насколько тонкий материал. У нас есть хорошая статья о том, как создать свои собственные вакуумные приспособления.
Возможно, самым большим недостатком вакуумных приспособлений является то, что его сила прижима ограничена площадью поверхности. Из-за этого небольшие детали могут относительно легко отрываться. Когда силы резания превышают силу прижима, которую может дать вакуумный стол, деталь выскакивает и портится. Это обычная проблема для пользователей вакуумных столов. Особенно актуально для небольших деталей, не имеющих большой площади поверхности.
Патроны и цанги: для круглых деталей
Обычно круглые детали обрабатываются на токарных станках, хотя во многих случаях может потребоваться и фрезерование. Если у вас есть токарно-фрезерный станок, возможно, нет необходимости ставить его на фрезерный станок. Но если вам просто нужно поработать на фрезере с некоторыми круглыми деталями, вы можете использовать тот же крепеж что и для токарных станков . Просто прикрутите их болтами или прижмите к столу мельницы. Например, используйте трехкулачковый патрон или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглой заготовки.
Время от времени мы ставим на стол круглые детали, потому что это намного быстрее. Рассмотрим эту установку для обработки круглых деталей:

4-осевая установка
Я никогда бы не подумал, но многие специалисты говорит, что эта 4-осевая установка очень эффективна. Она была способна обрабатывать алюминиевые прутки до нужной длины, обеспечивать квадратные грани, а также просверливать и нарезать отверстия быстрее, чем токарный станок.
Расширительные оправки, оправки и шпильки
Мы можем использовать расширительные оправки, оправки или шпильки. Суть в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки. Это позволит зафиксировать заготовку на месте. Так, вы можете получить доступ к заготовке со всех сторон, кроме нижней части. При этом, вы не столкнетесь с обрабатываемой опорой (нужно помнить, где находятся оправки, чтобы у вас не было одной в середине кармана!).
Вот приспособление, использующее расширяющиеся шпильки :

Поворот болта раздвигает шпильку, чтобы можно было зажать заготовку
Существует множество подобных приспособлений, подходящих для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в работе, если найдете способ закрепить его на столе.
Приспособления для 5-осевого зажима
Пятиосевая фиксация, как и большинство других пятиосевых станков, — это совершенно другой мир. Я не буду здесь вдаваться в подробности, кроме как сказать, что вам нужны различные виды фиксации, когда вы можете получить доступ к детали практически с любого направления. При таком способе фиксации заготовки становится все труднее, не мешать фрезерованию детали.

Читайте также: