Как скрафтить карбон
Качество деталей из карбона в первую очередь зависит от правильного выбора и качества смолы и углеродного полотна. При ошибках в выборе плотности полотна карбона и смолы для карбона вы не сможете аккуратно выложить заготовку в форме, плотно прижать и полностью удалить пузырьки воздуха.
Метод аппликации (ручная оклейка)
- Тщательная подготовка оклеиваемой поверхности: зашкуривание, обезжиривание, скругление углов.
- Нанесение адгезива.
- Приклеивание углеткани с пропитыванием эпоксидной смолой с отвердителем.
- Сушка.
- Покрытие защитным лаком или краской.
Наполнители для смолы используют как для придания декоративности, так и для предотвращения стекания смолы с вертикальных поверхностей.
- Адгезив для фиксации углеткани на поверхности.
- Ткань из углеволокна, которую укладывают на смолу послойно, с прикатыванием твердым валиком.
- Эпоксидная смола средней вязкости с отвердителем (иногда она используется в качестве адгезива).
- Защитный лак. Лучше всего для защиты от царапин подходит полиуретановый. Нужно выбирать водостойкий и светостойкий. Он не помутнеет. Для высокого блеска в качестве финишного покрытия можно использовать акриловый лак.
Смолу наносят 2-3 раза с промежуточной сушкой и шлифовкой.

Этот метод отличается от традиционного изготовления карбоновых изделий по моделям нанесением адгезива, а не разделителя для легкого съема получившегося полуфабриката.
Компания 3М предлагает даже самоклеющееся углеполотно, но работа с ним требует хороших навыков.
И карбон остается на оклеиваемой детали, упрочняя ее. Такое производство карбона чаще всего используется для оклеивания бампера, приборной панели и пр.
Характеристики карбона
Углепластик обладает рядом выдающихся качеств, таких как очень высокая прочность при малом весе. Зачастую детали из карбона прочнее даже, чем стальные аналоги, а весят при этом гораздо меньше. Благодаря таким характеристикам, детали из этого материала находят широкое применение во многих сферах промышленности. В основном это ракетостроение, самолётостроение и судостроение, так как в этих областях такие параметры материалов нужны больше всего. При этом производство углепластика связано с рядом технических сложностей, таких как необходимость постоянного контроля условий изготовления с применением очень дорогостоящих и энергозатратных методов. Если же отказаться от подобного контроля, то существует огромный риск того, что характеристики материала получатся гораздо хуже ожидаемых. Причиной этому может послужить малейшее отклонение от рекомендуемых параметров производства. Также настоящий материал плохо выдерживает удары, в результате чего даже незначительная деформация может повредить деталь из углепластика.
Эти же характеристики стали причиной того, что детали из карбона стали широко применяться при подготовке гоночных автомобилей, а благодаря их своеобразному внешнему виду, этот материал стал пользоваться немалой популярностью среди обычных автолюбителей. Поэтому изготовление деталей из карбона является очень распространённой задачей многих водителей, которые мечтают добавить изюминку во внешность своей машины.

Изготовление карбона в домашних условиях
Автомобиль сегодня становится чем-то большим, чем просто средством передвижения. Владельцы машин любят их, пытаются выделить из толпы, добавив что-то особенное внешнему виду. Такой вид модернизации называется стайлинг и включает огромное количество различных способов добавления красоты. Это и бампера, и обвесы, и фары замысловатых форм, и тонировка, и различные способы покраски деталей. Очень распространёнными среди автолюбителей являются детали из карбона (или углепластика), которые пользуются огромной популярностью, причём, скорее, из-за необычного внешнего вида, а не из-за своих аэродинамических свойств. В этой статье мы расскажем, как сделать углепластик своими руками.

Изготовление деталей из карбона методом препрегов
Промышленный процесс формования изделия из препрега (заготовок для формования) в автоклаве представляет собой одновременное протекание сложных процессов:
- полимеризацию компаунда,
- вакуумное удаление воздуха и излишков смолы,
- высокое давление ( до 20 атм) прижимает все слои к матрице, уплотняя и выравнивая их.
Это дорогостоящий процесс, поэтому для мелкосерийного тюнинга в домашних условиях малопригодный.
Но разделение этих процессов удешевляет и удлиняет всю процедуру самостоятельного получения карбона. Изменения при этом вносятся в технологию подготовки препрега, поэтому всегда нужно обращать внимание, для какой технологии предназначена заготовка.

В этом случае препрег готовится в виде сэндвича. После нанесения смолы заготовка с обеих сторон покрывается полиэтиленовой пленкой и пропускается между двух валов. При этом лишняя смола и нежелательный воздух удаляются.
Препрег вдавливается в матрицу пуансоном, и вся конструкция помещается в термошкаф. То есть в данном случае препрег представляет полностью готовую к формованию заготовку, с обжатыми слоями и удаленным воздухом.
Этот метод чаще всего и используют автомастерские, покупая заготовки карбона, а матрицы изготавливаются из алебастра или гипса, иногда вытачиваются из металла или в качестве модели используется сама деталь. которую вы хотите повторить из карбона. Иногда модели вырезаются из пенопласта и остаются внутри готовой детали.
Углепластик своими руками проще всего сделать методом «обтяжки» или аппликации углеполотна на заготовку.
Основные методы изготовления деталей из карбона
К основным методам изготовления можно отнести:
- формование из препрегов, то есть полуфабрикатов,
- метод аппликации,
- формование непосредственно в форме с вакуумом,
- формование давлением (ручная прикатка).
Изготовление карбона дома не требует сложного оборудования, и при определенных навыках можно получить детали достойного качества. Поэтому сделать углепластик удовлетворительного качества самому вполне реально.
Метод формования карбона в форме с вакуумом
Для этого метода требуется специальное оборудование и хорошие навыки.
- Нанесение разделительного состава на поверхность модели. Для матовых и полуглянцевых поверхностей обычно применяется разделительный воск, а для глянцевых поверхностей(пластик и металл) — разделитель типа WOLO и растворы для грунтования, которые используются при мелкосерийном призводстве.
- Выкладывание углеткани в матрицу, без морщин и пузырей.
- Пропитка углеткани смолой.
- Слоев может быть несколько. В некоторых случаях углеткань можно чередовать со стеклотканью.
- Наложение перфорированной пленки для отжима излишков смолы и выхода воздуха. Желательно укладывать внахлест.
- Прокладка впитывающего слоя.
- Установка вакуумной трубки и порта для подключения вакуумного насоса.
- Помещение всей конструкции в прочную вакуумную пленку, приклеивание герметизирующим жгутом к оснастке.
Вся процедура напоминает помещение какого-либо предмета в вакуумный пакет, которые продаются в магазинах для хранения вещей, с последующей откачкой из него воздуха. Можно поэкспериментировать с такими вакуумными пакетами. Они очень прочные и продаются разных размеров. А вакуумный насос для домашнего использования обойдется в среднем в 150-200$.
Метод формования карбона с помощью давления (ручная прикатка)

Применяется для самостоятельного изготовления деталей из карбона и аналогичен методу формования вакуумом, но без использования дорогостоящей оснастки. Наборы включают кисти для нанесения смолы и валики для выдавливания воздуха и прикатки слоев.
Для простого тюнинга автомобиля понадобятся:
- углеполотно плотностью 200-300 г/м,
- эпоксидная смола,
- отвердитель,
- жесткий валик и кисть.
В общих чертах процесс изготовления углепластика своими руками выглядит так:
- На поверхность формы наносится разделительный воск, гелькоат для формирования защитно-декоративного слоя на поверхности готового изделия.
- После его высыхания наносится тонкий слой смолы, на который прикатывается или прижимается углеткань, для выхода пузырьков воздуха.
- Затем наносится еще один слой смолы для пропитки. Можно нанести несколько слоев ткани и смолы, в зависимости от требуемых параметров изделия.
- Смола может полимеризироваться на воздухе. Это происходит обычно в течение 5 дней. Можно поместить заготовку в термошкаф, нагретый до температуры 140 – 180 oС, что значительно ускорит процесс полимеризации.
Затем изделие извлекаем из формы, шлифуем, полируем, покрываем лаком, гелькоутом или красим.
Каждый слой прокатывается валиком для удаления пузырьков воздуха и получения максимального сцепления.
При таком методе получается высокий расход смолы (в три раза выше плотности углеполотна), но зато именно таким способом можно изготовить любую деталь из карбона своими руками.
Карбон для автотюнинга
А вот для изготовления некоторых облегченных элементов, где требуется высокая прочность, например, для бамперов, капотов, мелких деталей кузова, может использоваться дорогостоящий настоящий карбон. Можно попробовать даже сделать обтяжку карбоном своими руками некрупных элементов.Но необходимо помнить, что этот материал очень чувствителен к точечным ударам и есть риск повреждения мелкими камнями и щебнем из-под колес.
Как я делал первые шаги в создании детали из карбона
Меня зовут Павел.
Я занимаюсь изготовлением углепластика или, как его называют, карбон, и с удовольствием делюсь опытом.
Первые попытки освоить технологию сделал где-то полтора года назад. С тех прошло много времени и тем более приятно вспомнить первые шаги. В этом посте расскажу о своем первом учебном самостоятельном проекте детали из композита эпоксидной смолы и базальтового волокна.
Сама идея заняться карбоном возникла еще раньше, года три назад. Долго ее вынашивал и в какой-то момент решился. Первый месяц самостоятельных попыток и просмотра роликов на ютубе привел к куче израсходованного материала, смолы, тканей, жгутов и т.д. Оказалось, что даже пластину из карбона методом вакуумной инфузии не так-то просто сходу сделать. Немного помучавшись, понял, неплохо бы найти профессионалов для перенятия опыта. Нашел подходящих ребят, познакомились и ушел с головой в процесс обучения.
Такого кайфа от учебы в универе точно не получал. Прошло два месяца, азбука выучена, лекции записаны, лабораторки выполнены и я отправился в самостоятельное плавание. К тому моменту уже нашел первого заказчика. И до этого всё было в розовых тонах. Дальше начался бой и об этом речь пойдет ниже.
Мой первый проект - продолжение учебы, но в полевых условиях. Я договорился сделать из композита деталь, дабы уменьшить её вес. Деталь шла к мобильному лазерному станку. Станок представлял собой чемодан на колесах и предполагал постоянную перевозку между участками работы. К слову, он для лазерной наплавки пресс-форм; износилась кромка стальной матрицы - привезли лазер, выставили, настроились и наплавили специальной проволокой изношенный участок.

Вернемся к процессу.
Деталь это плита со сложными пазами и выборками, в которые укладывается оптика лазерного станка.
Чтобы что-то сделать из карбона, нужно сначала сделать матрицу - обратную к исходной поверхности деталь. А уже на матрицу выкладывать углеткань и пропитывать смолой.
Опишу создание матрицы коротко и скажу лишь, что работа шла три этапа: мастер-модель из пенопласта -> черновая матрица -> черновая деталь -> рабочая матрица.
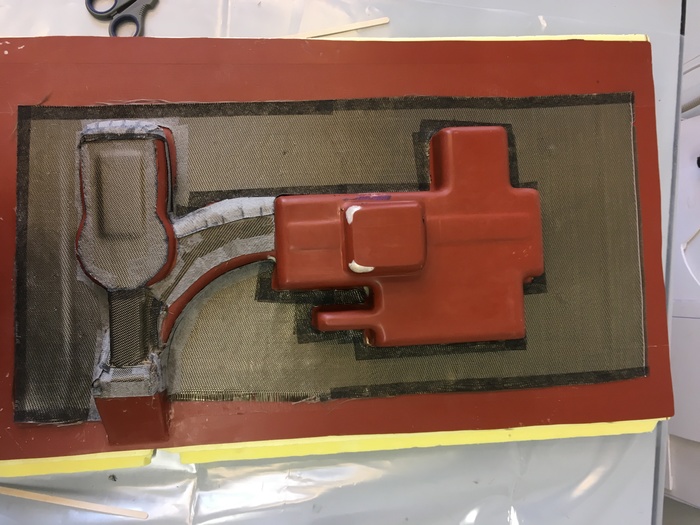
Вот как выглядела рабочая матрица.

Это стеклопластиковая матрица с толщиной фланца 5-6 мм и шлифованным слоем гелькоута с наружной стороны.
Чтобы по этой матрице сделать деталь, нужно сначала подготовить выкройки. Такая сложная форма не позволяет положить углеткань одним куском. Для качественного соответствия геометрии, нужно подготовить большое количество маленьких кусочков ткани - выкройки. Всего я сделал около 300 выкроек - это примерно 60 штук на слой, а слоев было 5. Кстати, для первого раза я использовал не углеткань, а базальтовую ткань. Она попроще, а сама деталь была под покраску, поэтому изящество рисунка карбона было ни к чему.
Так выглядела базальтовая ткань со слоем клеями и размеченными выкройками.

Да, их было много, а работы еще больше.
Когда все 300 выкроек были подготовлены, вырезаны и подогнаны, настало время укладки и приклеивания на матрицу. Но сначала матрицу нужно очистить загрязнений, жирных пятен и прочего.

Затем, очищенная матрица покрывается специальным разделительным составом - воском. Это нужно, чтобы деталь намертво не приклеилась к матрице, а аккуратно без повреждений извлекалась из неё. Я использовал жидкий воск на основе ПВА. Воск наносится слоями от 3 до 5 в зависимости от марки и типа.

Затем приступил к расположению выкроек. Слой за слоем, в определенном порядке приклеивал маленькие кусочки ткани к матрице, пока она вся не обросла базальтовым панцирем.
Кстати, клей тоже специальный аэрозольный для инфузии.

Хотя выкройки делались по шаблону, всё равно каждый слой пришлось проверять и немного подгонять по месту.

На предыдущем фото видно, как отходят выкройки. Сколько клея не нанести, пока уложишь последний слой, обязательно сколько-то выкроек уйдет. А это напрямую влияет на качество получаемой детали. Чтобы этого не произошло, во время пропитки вокруг детали собирается вакуумный мешок - хитрая слоистая конструкция для подачи и распределения эпоксидной смолы, откачки воздуха, создания надежного прижима.
Мешок собирается из нескольких слоев: жертвенная ткань, служащая буфером смолы и регулятором скорости пропитки; перфорированная пленка для быстрого разделения технических слоев от тела детали; проводящая сетка - быстрая доставка смолы по поверхности; магистральные и спиральные трубки для подачи смолы извне и откачки воздуха из мешка. Весь этот пирог накрывается вакуумной пленкой, которая крепится и уплотняется герметизирующим жгутом по фланцу матрицы.

Перед сборкой мешка нужно хорошенько продумать схему подачи и откачки смолы: сколько точек подачи, как провести линии подачи, где сделать быстрый ход смолы, а где нужно ее затормозить для гарантированной пропитки. Процесс до жути увлекательный, как само планирование, так и наблюдение за ходом смолы. Я пустил смолу с верхних точек детали, а магистрали откачки расположил с фланцев матрицы.
Когда мешок собран, его нужно откачать и проверить на герметичность. Собрать с первой попытки герметичный мешок не всегда удается. В этот раз мне пришлось даже переделывать мешок, так как первый мешок прорвался острой стеклопластиковой иголкой с обратной стороны матрицы. Так выглядит собранный и откачанный мешок, готовый к пропитке эпоксидной смолой.

А вот так во время подачи смолы.

Процесс пропитки может идти от десятка минут до нескольких часов. Я пропитывал параллельно две детали и на инфузию ушло чуть больше часа.
За процессом нужно следить - когда ускорить подачу смолы, когда замедлить, а когда и вовсе перекрыть для добавления новой порции смолы в систему.

До последнего держит в тебя напряжении, потому как наперед не знаешь, успеет ли пропитаться вся деталь до момента загустения смолы.

Всё это выглядит как пляски с бубном (маркером). Но вот все светлые участки потемнели, смола показалась в трубках на пути к насосу, а значит, можно выдохнуть и перекрыть подачу смолы. После этого оставляем деталь сохнуть минимум на сутки и уходим с приятным ощущением и предвкушением.
Через пару дней разбираю мешок и достаю деталь. Для первой разборки я потратил огромное количество времени - наверное, целый день отборной ругани и суеты. Деталь такой сложный формы у меня получилось достать с большим трудом, но когда достал, улыбался до ушей.
Так она выглядела после разборки и первой примерки с узлами лазера.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.

Потом была фрезеровка пазов, отверстий под кнопки и магниты, обрезка контура. Это отдельная история с фрезерной оснасткой, базированием и позиционированием по детали.
Пристрелка по весу:

Окончательно склеенная деталь перед покраской в сборе с лазером выглядела так.

Ну и финальная версия после покраски.

В итоге, учебный проект занял около 8 месяцев, приличное количество денег на материалы, инструменты, оборудование и мою работу. Я сразу относился к нему, как к вложению и не переживал лишнего. Вес удалось сэкономить с 10 кг до 1,2 кг. Очевидно, что делать подобную деталь из композитов методом вакуумной инфузии абсолютно нецелесообразно по трудоемкости и стоимости. Опыт - бесценный. С первого раза сделать деталь такой сложности - большая удача и не менее большая работа. С тех пор за такие масштабные штуки не берусь, но опыт этих месяцев использую каждый день.
Как говорится, если ты готов делать что-то бесплатно и ночами, возможно это то самое.
Recipe



It's black. Cool. Expensive. And futuristic. And maybe even more HAYO then I am, but hey, I can live with it.
BECAUSE IT'S NANOTECHNOLOGY!
To craft it, however, you will need tons of advanced resources. like. COAL!
Yes, coal! Everyone knows the future is called "Carbon Fibers"! And thus fibers can only be crafted by using extensive amounts of Coal and Gibbl.
First of all, form up some Coal Dusts to craft it into some unfinished carbon fibers.
Combine some Carbon Fibers and you get something special. CARBON NET!
Without these nets, you can't produce Carbon Plates!
Put a Carbon Net into the Freakin Compress-O-Matic C77, to turn into highly advanced Carbon Plates.
Theses plates , which are the most essential Resource for Nano Suit , Nano Leggings , Nano Boots and Nano Helmet ,
Способы изготовления карбона
Для того чтобы изготовить деталь автомобиля из углепластика, совсем необязательно идти в специализированный автосервис, ведь запросто можно сделать карбон своими руками. Есть несколько способов изготовления карбона. Ниже мы разберём только те способы, которые подойдут для применения в домашних условиях.
Изготовление деталей с помощью ручного давления
Этот способ отлично подойдёт для самостоятельного изготовления деталей из углепластика. Отличается он тем, что для его реализации не потребуется дорогостоящее оборудование, а значит, вы сможете изготовить себе карбоновые детали без ощутимых затрат.
Для проведения работ вам потребуется ряд инструментов: карбоновый лист, отвердитель, эпоксидная смола, валик для выдавливания пузырей и кисть для нанесения смолы.
Также вам потребуется форма, по которой вы будете изготавливать деталь. В первую очередь необходимо нанести на форму разделительный воск и дождаться его высыхания. После этого следует нанести эпоксидную смолу, на которой начать формировать слой углепластика. Следите за тем, чтобы под слоями карбона не оставалось пузырей, а его сцепление с формой было максимальным. Для этого следует воспользоваться валиком.
После того как заготовка полностью высохнет, можно достать деталь, почистить её и покрыть лаком для обеспечения защиты покрытия.
Изготовление формы с использованием вакуума
Первые шаги в изготовлении этим способом похожи на предыдущий. Изменения присутствуют в самой форме и в порядке действий, после того как все слои углепластика выложены на форму. После этого необходимо поместить всю конструкцию в вакуумную плёнку и подключить к ней вакуумный насос. Насос откачает весь воздух и создаст давление для лучшего приставания детали к форме.
Этот способ очень хорош и позволит получать качественные детали. Однако обойдётся он довольно дорого, особенно по сравнению со способом ручного формирования: вакуумный насос стоит порядка 200 долларов.
Способ обклейки
Заключается этот способ в том, чтобы готовые детали автомобиля обклеить карбоновым материалом, а не изготавливать новые. Это не облегчит конструкцию автомобиля, зато позволит повысить прочность деталей. Например, можно обклеить капот автомобиля, бампера или приборную панель.
Порядок действий для этого способа следующий:
- Сначала необходимо подготовить ту поверхность, которую вы собираетесь обклеивать. Для этого необходимо её тщательно очистить, избавиться от резких углов и обезжирить. Далее, следует нанести клей на поверхность, а материал пропитать эпоксидной смолой и отвердителем. Карбоновые листы нужно приклеить к поверхности, избегая образования пузырей, после чего высушить её и покрыть лаком.
- Не путайте обклейку углепластиком и обклейку карбоновой плёнкой. В этом случае карбоновая плёнка представляет собой обычный автовинил с рисунком, похожим на покрытие из углепластика. Он применяется исключительно в декоративных целях и не несёт цели сделать детали прочнее или легче. Тем не менее, если вам важна только внешность, этот способ может вам подойти — осуществить его легче и дешевле всего. Однако делать этого мы не советуем, так как такие плёнки окажут не самое лучшее влияние на покрытие кузова вашего автомобиля.

Таким образом, вы теперь знаете, как сделать карбон самостоятельно. Для этого потребуется лишь наличие материала, умение обращаться с инструментами и некоторое терпение. Если эта статья оказалась для вас полезной, напишите нам.
Carbon Plate
Carbon Plates are a material that is used to craft several advanced items and machines, namely the Advanced Machine Block , the Nanosuit and the Nano Saber.

Читайте также: