Как сделать шестигранник на токарном станке с чпу
На форумах мне попадались целые ветки на тему изготовления внутренних шестигранников. Обычно их делают с использованием вырубок/прошивок и токарного станка. Если станок не совсем уж слонообразный — ему при этом приходится довольно туго. Требуются усилия в центнерах и тоннах. Я предлагаю использовать тиски, которым эта работа не вредит и которые есть почти у всех. У меня самого слесарные поворотные тиски 80 мм (Глазов) — их усилия хватает с лихвой для получения шестигранников 5 мм в Ст. 45.
На первом фото — ряд прошивок для шестигранников 2.5, 3, 4 и 5 мм.
Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
П Понадобится
В предстоящей работе нам помогут следующие инструменты и приспособления:
- сверлильный станок или электродрель;
- сверла нужного диаметра;
- электромеханический наждачный круг;
- слесарные тиски;
- ножовка по металлу или болгарка;
- набор проставок (отрезки толстостенных труб различной длины);
- удлинитель для ворота тисков (кусок подходящей трубы).
Чтобы изготовить требуемый инструмент, своего рода, протяжку используем рабочую часть шестигранного ключа (ключа Аллена, имбусового ключа) с рабочим участком подходящего поперечного сечения. Он предназначен для закручивания и откручивания винтов, имеющих цилиндрическую головку и шестигранное углубление.
Обработка металлов сверлением: основные сведения
Сверлильная обработка производится на специальных сверлильных станках, где заготовка жестко закреплена, а режущий инструмент вращается и одновременно движется поступательно вдоль оси отверстия, высверливаемого в обрабатываемой детали (это движение называется подачей). Различают вертикальносверлильные и радиально-сверлильные станки. Первые используются для сверления отверстий в небольших заготовках, которые в процессе настройки перемещают по столу с тем расчетом, чтобы ось сверла и ось будущего отверстия совпали. Для работы с тяжелыми и крупногабаритными заготовками используют радиально-сверлильные станки. На них обрабатываемая деталь сразу жестко фиксируется на столе, а шпиндель станка устанавливается в нужном положении.
Работы, выполняемые на сверлильных станках:
- сверление;
- развертывание;
- зенкерование;
- нарезание резьбы.
Режущие инструменты, используемые для обработки деталей на сверлильных станках:
- сверла;
- развертки;
- зенкеры;
- метчики (для нарезания резьбы).
Основным режущим инструментом при сверлении деталей является сверло. Обычно для этой цели используются спиральные сверла, состоящие из рабочей части, шейки и хвостовика. Рабочая часть, в свою очередь, состоит из двух частей — режущей и центрирующей. У режущей части две режущие рабочие кромки, соединенные между собой перемычкой. Центрирующая часть имеет пару винтовых ленточек, выполняющих функцию направляющих в процессе сверления металла, а также две спиральных канавки, по которым подводится смазочно-охлаждающая жидкость и отводится стружка. Хвостовик может иметь коническую либо цилиндрическую форму. Первый вариант предназначен для крепления сверла в шпинделе посредством переходных втулок, второй вариант — для крепления в патроне. Шейка сверла несет на себе маскировку, где в числе прочих параметров указывается диаметр сверла и материал его режущей кромки.
: Создание инструмента
Это ключ к созданию шестигранного отверстия. Вам нужно получить ключ Аллена с нужным вам размером. Вы тогда сокращаете это приблизительно до 2-3 дюймов. Затем вам нужно положить конус на один конец. Вы делаете это с помощью настольной мясорубки. Затем вам нужно добавить кольца вокруг всего инструмента. Вы можете сделать это, используя сторону шлифовального круга.
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом — сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс — развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).



При обработке чугуна образуется мелкая стружка, которая при жидкостном охлаждении забивает каналы для её отвода. Поэтому примененять эмульсию в таких случаях нельзя.
Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
История другого китайца (Сверлилка из ковырялки)
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Процесс формирования шестигранного отверстия
Эту работу выполняем в следующей последовательности:Dвсп.отв. = Dшстгр. x 1,020, где Dвсп.отв. – диаметр вспомогательного отверстия, Dшстгр. – толщина (размер) шестигранника.








Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.
Основы токарной обработки
1. Схема резания и режимы резания
При токарной обработке, как и во всех случаях обработки резанием, имеет место относительное перемещение заготовки и инструмента. В относительном перемещении заготовки и инструмента различают главное движение, обеспечивающее образование стружки, и вспомогательное движение (движение подачи), которое делает процесс стружкообразования непрерывным.
При точении главным движением является вращательное движение заготовки, а вспомогательное движение — подача — обеспечивает перемещение резца вдоль обрабатываемой поверхности. Подача может осуществляться по прямой, параллельной оси вращения заготовки — продольная подача, перпендикулярной оси вращения — поперечная подача, используется также косая подача (при обработке конических поверхностей) и подача по криволинейной траектории (при обработке фасонных поверхностей).
Введение в индивидуальные циклы сверления глубоких отверстий
К сожалению, стандартные циклы сверления часто имеют ограничения, когда дело доходит до сверления очень глубоких отверстий. Часто необходимо иметь, индивидуальный цикл сверления глубоких отверстий.
Чем индивидуальный цикл отличается от обычного стандартного цикла сверления?
Во-вторых, наши подачи и скорости. По мере того, как отверстие становится глубже, мы получаем преимущество за счет уменьшения скорости подачи и частоты вращения шпинделя. Нет необходимости делать это, пока отверстие не достигнет пороговой глубины, но когда мы находимся на этой глубине, это очень помогает.
Наконец, пока мы программируем индивидуальный цикл, мы хотим решить, использовать ли быстрые скорости или скорости подачи для клевки и отвода из отверстия. Это обратное движение, которое ничего не режет, и у нас есть потенциал для экономии времени по сравнению с постоянными циклами сверления, которые поддерживают все движения на скорости подачи.
Используя специальный g-код для реализации всех этих соображений, мы тратим как можно меньше времени на заглубление, гарантируя, что, когда дела станут тяжелыми, мы делаем достаточно, чтобы наш инструмент оставался целым. Хотя стандартные циклы различаются от контроллера к контроллеру, очень немногие из них предлагают гибкость для управления всеми этими переменными.
Как сделать привязку на фрезерном станке. Соединение систем координат фрезы, детали и станка. 9 способов выставления ноля детали и привязки инструмента.
- Когда это надо
- Различные варианты
- 1. Торцевание
- 2. Касание
- 3. Контактный способ
- 4. Концевые меры
- 5. Датчики типа Renishaw
- 6. Индикатор часового типа
- 7. Штангенрейсмус
- 8. Лист А4
- 9. На глаз
- Опыт
Вам интересно как сделать привязку инструмента на станке с ЧПУ? Попробуем разобрать этот вопрос подробно и разложить все по полочкам.
На токарном станке и на фрезерном станке после закрепления обрабатываемой заготовки необходимо выставить ноль. И неважно, с числовым программным управлением он или нет.
Привязка — ответственная операция. При ошибочном, неаккуратном выполнении процесса возможны серьезные повреждения оборудования. Что уж говорить о поломанных фрезах и не соответствующих размерам деталях.
Когда это надо
Понятие о привязке содержит в себе две части. Первая связана с системой координат детали. Вторая с системой координат станка.
Если у вас простой ЧПУ, в котором смена оснастки происходит вручную, а оправка только одна, то выставлять ноль придется каждый раз при смене фрезы или сверла.
Но когда у вас несколько оправок или даже есть возможность автоматической смены инструмента, то удобнее будет перед обработкой ввести все данные о коррекции.
Так фрезерная обработка не будет прерываться. Информацию о размерах инструмента и его вылете надо установить один раз. После этого надо будет связывать положение новых заготовок только с одним из инструментов.

Различные варианты
1. Торцевание
Здесь все просто. Выставляем ноль заведомо глубже самой детали на небольшом расстоянии. И снимаем материал. Получившаяся плоскость соответствует нулевому положению.
Недостатки: не каждая деталь подходит, иногда необходимо торцевую грань оставить не тронутой.
2. Касание
Переводим подачу в ручной режим, для подведения инструментов близко к детали. Переключаем подачу на минимум и медленно приближаемся. Услышав шорканье или увидев, что фреза начинает снимать стружку — останавливаемся и обнуляемся. Инструмент на станке привязан.
Это из быстрых, но не идеальных способов. Подходит только для заготовок, в которых эту грань необходимо будет стачивать.
3. Контактный способ
Если обрабатываемый материал токопроводящий, то можно установить систему управления, которая при коротком замыкании, вызванным касанием фрезы детали, выставляет ноль.
Любые контактные способы не подойдут при обработке дерева, камня и пластика.
4. Концевые меры
Оставляем некоторое расстояние между фрезой и деталью. Такое, чтобы концевая мера не проходила между ними. Постепенно увеличивая расстояние, пробуем вставить меру. Когда это получилось — обнуляем, добавив в коррекцию величину концевой меры.
Так выставлять ноль удобно. Не портятся грани заготовки. Но тратится много времени.
5. Датчики типа Renishaw
Современные токарные и фрезерные станки поставляются с таким датчиком в комплекте. Он может работать как автоматически, так и в ручном режиме. В первом случае необходимо подвести фрезу поближе к датчику наладки и программные функции за вас все сделают. А затем можно будет выставить ноль заготовки специальным датчиком для установки детали. Самый быстрый и удобный способ.

6. Индикатор часового типа
Очень похоже на предыдущий способ, только никакой автоматики. Зажали индикатор, подвели инструмент. Потом проделали то же с заготовкой. Так привязывал еще мой дед.
7. Штангенрейсмус
Если стоит система автоматической смены инструментов, привязать все лучше заранее. Для этого используется штангенрейсмус. Вставляем фрезу в оправку и измеряем. Значения вводим в настройки коррекции на инструмент. Это не простой метод, но если осилить такую привязку, то дело пойдет быстрее.
8. Лист А4
Вы никогда не слышали о фануке (fanuc)? У вас простой фрезерный станок для обработки дерева? Тогда можно использовать неточный, но не требующий дополнительной возни и затрат способ. Постепенно опускаем фрезу к материалу, просунув между ними обычный лист бумаги. В процессе передвигаем листок из стороны в сторону. Как только его зажало — выставляем ноль. Это относится не только к фрезерному станку, в простых токарных — по той же системе.

9. На глаз
Для некоторых операций, таких как сверление или контурная обработка, высокая точность привязки инструмента вообще не нужна. Достаточно придвинуть инструмент к заготовке как можно ближе, оставив видимый глазу просвет.
Самым тревожным является первый запуск токарного станка. То же касается и фрезерных станков. Даже страшно нажимать кнопку Cycle Start. Оборудование, у которого числовое программное управление, стоит немалых денег. С опытом это проходит. Но не стоит забывать, что большинство аварий происходит именно из-за ошибок, связанных с привязкой. Берегите свои станки.
Как научиться работать на станке с ЧПУ?
Умение работать на станке открывает перед человеком большие возможности. В этой статье Вы найдете краткую базовую информацию о том, что необходимо знать при работе на станке, с какими трудностями может столкнуться оператор станка и как лучше построить свое обучение.
Для начала работы придется освоить управление станком. Сейчас существует множество различных систем числового программного управления (Mach3, Linux CNC, USB CNC, Rich Auto, Fanuc, OSAI, Sinumerik, OSP, Heidenhain и многие другие). Все они отличаются внешне, имеют определенные различия в функционале, обладают своими преимуществами, недостатками, нюансами, но, в то же время, все они работают по одному и тому же принципу. Достаточно изучить одну систему ЧПУ, чтобы понимать принцип работы всех остальных.




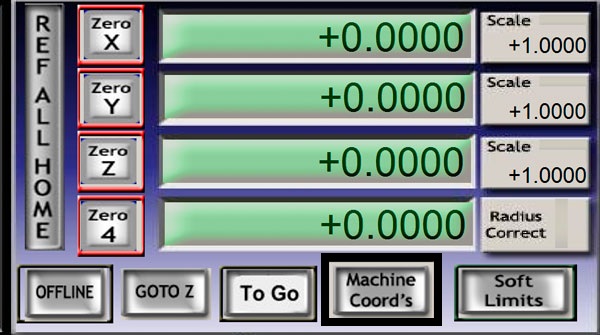
ПЕРЕКЛЮЧЕНИЕ РЕЖИМА ОТОБРАЖЕНИЯ КООРДИНАТ В MACH3
Такая система нулевых точек очень удобна при выполнении управляющих программ на станке с ЧПУ. В ходе выполнения программы всегда возникает необходимость делать вспомогательные перемещения (точка смены инструмента, точка "парковки" инструмента). Сделать это в нулевой точке, настроенной оператором, проблематично, так как ее мы настраиваем индивидуально для каждой обработки в зависимости от расположения заготовки на столе. Это означает, что нам при каждом изменении нулевой точки пришлось бы заново отмерять координаты до всех вспомогательных позиций и вручную прописывать их в программе. Чтобы этого избежать, все подобные вспомогательные перемещения осуществляются в машинной системе координат, так как она неизменна и координаты любой точки в ней всегда одни и те же. Обработка же самой детали происходит относительно нулевой точки настроенной оператором в зависимости от расположения заготовки. Для переключения между системами координат (нулевыми точками) во время выполнения управляющих программ используются специальные команды, которые закладываются в постпроцессор при его настройке.
Любая система ЧПУ имеет три основных режима работы:
1. Ручной режим управления ( Manual ). Когда оператор управляет станком с пульта или с клавиатуры.
2. Режим ручного ввода данных ( Manual Data Input ). Когда оператор управляет станком путем покадрового ввода команд в консоль и их выполнения. Например, включить шпиндель со скоростью вращения 15000 об/мин (S15000 M3), переместиться в определенную координату с подачей 5000 мм/мин (G1 X50 Y50 F5000) и т.д.
3. Автоматический режим управления ( Auto ) – это основной режим работы станка с ЧПУ в котором происходит автоматическое выполнение управляющих программ. Оператор всегда имеет возможность прервать выполнение программы, возобновить ее выполнение, начать выполнение с заданного кадра, внести в программу корректировки и т.д.
Для комфортной и уверенной работы на станке оператору предстоит освоиться с этими режимами работы, научиться настраивать нулевые точки, измерять инструмент, производить его смену, быстро совершать аварийный останов станка при необходимости, возобновлять работу станка после аварийных остановов и внезапного отключения электричества и т.п.

Помимо этого обязательно следует освоить коды управляющих программ. Знание G-кодов и M-кодов, умение читать программу позволяют не только самостоятельно вносить правки в управляющий код не отходя от станка, но и помогают избежать десятков вопросов в ходе работы. Если же этих знаний не будет, то любая ошибка может оказаться для оператора непонятной, и, чаще всего, он не сможет решить проблему самостоятельно.
Для изучения всех этих вопросов существуют специальные мануалы (инструкции). Если речь идет о работе с системой ЧПУ станка, то для каждой системы ЧПУ существует свое "Руководство по эксплуатации", которое всегда можно найти в свободном доступе. Если речь идет об изучении программирования (G-коды, M-коды), то и по этой тематике есть огромное количество книг, инструкций, статей в интернете и изучить этот вопрос при желании не составит труда. G-код основан на едином стандарте, поэтому он одинаков для всех систем ЧПУ (если не считать систему Heidenhain), однако отличия и нюансы все равно существуют. Чтобы учесть такие особенности, можно обратиться к "Руководству по программированию", идущему к конкретной системе ЧПУ.
В качестве примера приведу мануал по системе Mach3 (прямая ссылка на скачивание документа с официального сайта разработчиков Mach3), который включает в себя как вопросы, связанные с эксплуатацией этой системы управления, так и информацию по программированию с помощью G-кодов и M-кодов, применительно к этой системе управления.
С наилучшими пожеланиями!
Автор: Дмитрий Головин Наверх
как сделать внутренний шестигранник на токарном станке.

04:24

03:31

05:41

05:02

02:29
![Oliver Tree & Little Big - The Internet [Music Video]](https://i.ytimg.com/vi/5Og1N-BVSwg/0.jpg)
03:36

04:43

Читайте также: