Как сделать экструдированный пенополистирол
Добавил пользователь Morpheus Обновлено: 08.09.2024
Линии по производству блочного (листового) пенопласта.
Сырье для изготовления пенопласта
Для получения пенопласта в производстве используется гранулированный стиропор. Его получают в результате двух процессов:
- Полимеризация стирола.
- Добавление до полученной субстанции специализированного вещества (стиропор), которое предназначено для получения пористой конфигурации материала.
Производство
Для производства пенопласта используется специальное оборудование, настройка и монтаж которого производится индивидуально. Весь процесс подразделяется на несколько этапов, каждый из которого требует наличия специфического оборудования. Есть специально оборудование для жидкого пенопласта.
Хотелось бы отметить, что процесс производства пенопласта является практически безотходным. Бракованные изделия используются для вторичной переработки.
Техническое оснащение цеха по выпуску пенопласта

Производственная линия по изготовлению пенопласта
После того как продуманы все нюансы технологии и рецептуры, предстоит проанализировать рынок технического оснащения, чтобы купить оборудование для производства пенопласта. Выбор здесь большой, и комплектация линии будет зависеть от запланированных объемов выпуска продукции и имеющихся в наличии финансов.
Стандартная линия по производству пенопласта оснащена следующими машинами и аппаратами:
- Дозатор.
- Предвспениватель.
- Сушильный аппарат с вентиляторами.
- Блок-формы.
- Резательный станок.
Это основное оборудование. Для оптимизации процесса эксперты советуют приобрести еще дробилку для измельчения брака и упаковочный автомат. Обозначить точную стоимость всего комплекта оборудования довольно сложно – большое влияние на цену оказывает мощность линии. К примеру, чтобы оснастить цех станками производительностью до 20 м3/см, потребуется как минимум 500000 руб. А вот более мощное оборудование (до 40 м3/см) обойдется предпринимателю не менее чем в 800000 руб. Высокопроизводительная линия (мощностью до 100 м3/см) стоит не менее 1400000 руб. Но цена станков не должна становиться основополагающим фактором при выборе технического оснащения. Тут гораздо важнее марка оборудования и те условия, что предлагает поставщик – гарантийное обслуживание, срок гарантии.
Способов сэкономить на оснащении цеха не много – либо привезти оборудование для изготовления пенопласта из Китая, либо купить б/у линию. И первый вариант, конечно, лучше, поскольку азиатские станки, несмотря на свою невысокую стоимость, характеризуются неплохими показателями качества.
Оборудование для производства пенопласта
Профессиональные линии цеха для производства пенопласта.
Всем известно, что небольшое предприятие запустить легче, чем крупный бизнес в силу меньшего стартового вложения финансов и прочих факторов. По этой причине рекомендуется начать с открытия мини-завода по изготовлению пенопласта. Для этого в бизнес-плане должно быть просчитано приобретение наиболее необходимого оборудования, требуемого при запуске процесса производства. К примеру, для производственной мощности бизнеса в 50 кв. метров за 1 рабочий день требуется следующий перечень оборудования:
- Предварительный вспениватель, автоматическая подача и дозировка сырья в него;
- Приемный бункер с трубой;
- Блок-формы;
- Столы для резки пенопласта;
- Дробилка отходов;
- Парогенераторы;
- Пульт управления;
- Пневмотраспорт;
- Дополнительные детали для монтажа оборудования.
Производство пенополистирола и штукатурки по утепленному фасаду – прибыльный бизнес, обладающий средним порогом вхождения. Пенополистирол широко используется в самых разных сферах – в строительстве, в пищевой промышленности, в автомобилестроении.

Выдержка блоков пенополистирола
В данной статье будут детально рассмотрены как агрегаты для изготовления обычного пенополистирола, так и оборудование для производства экструдированного пенополистирола, вы узнаете, из каких элементов состоит производственная линия, и основные аспекты технологии изготовления данного материала.
- Технология производства пенополистирола довольно незатейлива, и может быть реализована даже при наличии необходимого минимума производственного оборудования.
- Однако важным фактором является сильная зависимость качества итоговой продукции от выполнения всех требований технологии, поскольку даже малейшее пересушивание пенополистирола, либо, наоборот, попытка резки недостаточно просушенного, сырого, материала, могут стать причиной отбраковки всей партии продукции (пускай это даже фасадная штукатурка по пенопласту).
- В целом, технология изготовления пенополистирола состоит из нескольких последовательных этапов.
- На первом этапе сырье, из которого производится пенополистирол (полистирольный пенопласт) – гранулы вспенивающегося полистирола (ПСВ), своими руками, либо с помощью автоматизированного оборудования, загружаются в контейнер предвспенивателя.
- В предвспениватели происходит прогрев гранул, в результате чего они надуваются, увеличиваются в объемах, и превращаются в наполненные воздухом пустотелые шарики.
Вспенивание может выполняться как один раз, так и несколько. При повторном вспенивании процесс полностью повторяется – сырье своими руками (или автоматизированно) заново погружается в предвспениватель, прогревается, и увеличивается. Повторное вспенивание применяется, когда необходимо получить пенополистирол, обладающий минимальной плотностью.
Цех по производству пенополистирола
От плотности пенополистирола зависят его прочностные характеристики и вес. В некоторых случаях – для утепления фасадов, и тому подобных нагружаемых конструкций, требуется высокоплотный пенополистирол, однако, как правило, ввиду меньшей стоимости, низкоплотный пенополистирол пользуется большим спросом.
Показатель плотности материала измеряется в килограммах на кубометр. Иногда прочность называют фактическим весом. К примеру, пенополистирол, обладающий фактическим весом 25 килограмм, имеет плотность 25 кг/м?. Это намного лучше, чем при утеплении фасадов минватой.
Полистирольное сырье, вспенивание которого выполняется один раз, гарантирует итоговую плотность пенополистирола в районе 12 кг/м?. Чем больше процессов вспенивания было выполнено – тем меньшим будет фактический вес изделия.
Как правило, максимальное количество процессов вспенивания на одну партию сырья – 2, так как многократное вследствие многократного вспенивания сильно ухудшается прочность итогового продукта.
На втором производственном этапе, вспененный полистирол попадает в камеру выдержки, где на протяжении суток вылеживается. Данный процесс необходим для того, чтобы стабилизировалось давление внутри наполненных воздухом гранул.
При каждом повторном процессе вспенивания процесс вылеживания должен повторяться. Для создания пенополистирола плотностью до 12 кг/м?, сырье подлежит нескольким повторным циклам вспенивания и вылеживания.
После формирования блока, пенопласт повторно выдерживается в течение суток – это необходимо для того, чтобы из пенопласта ушла влага, так как при нарезке сырого блока кромки изделия будут рваными и неровными, после чего попадает на линию нарезки, где блоки раскраиваются на плиты требуемых размеров и толщины.
Подлежащие вспениванию гранулы полистирола
Производственная линия по изготовлению пенополистирола включает следующие элементы:
- Участок хранения и проверки сырья;
- Агрегат вспенивания;
- Контейнер для вылеживания;
- Агрегат для формирования блоков;
- Агрегат для нарезки пенопласта на утепление фундамента пенополистиролом;
- Участок для хранения готового изделия;
- Агрегат для переработки отходов.

Важно, чтобы полистирольное сырье, использующееся для производства пенополистирола, отвечало всем стандартам качества, так как от него сильно зависят характеристики готового пенополистирола.
Как правило, основные отечественные и зарубежные производители для изготовления пенополистирола используют сырье от следующих компаний:
- Xingda (Китай);
- Loyal Chemical Corporation (Китай);
- BASF (Германия).
Технологические требования допускают повторного использования отходов (переработанных пенополистирольных плит). Количество вторично используемых материалов не должно превышать 10% от веса итогового изделия.
Структура пенополистирола под микроскопом
Разгружаются мешки с полистиролом электрокаром, либо, в случае небольшой фасовки, своими руками. Сырье не должно храниться свыше трех месяцев, после даты его производства. Температурный режим хранения пенопласта на утепление фасадов квартир – от 10 до 15 градусов.
- Данная производственная линия состоит из предвспенивателя (как правило, циклического типа), блока для сушки вспененных гранул полистирола, пневматического конвейера, и управляющего элемента.
- Полистирол из мешков своими руками выгружается в предвспениватель, в который под давлением подается горячий пар (температурой около 95-100 градусов), под воздействием которого происходит первичное вспенивание сырья.
- Процесс контролируется компьютерным оборудованием, которое по достижению полистиролом заданного объема прекращает подачу пара, после чего полуфабрикат попадает в блок для сушки.
Гранулы, из которых забрана лишняя влага, транспортируются в контейнер для вылеживания. В контейнере посредством кондиционирования постоянно поддерживается заданная влажность и температура и влажность воздуха.
При температуре в пределах от 16 до 25 градусов гранулы выдерживаются около 12 часов. На протяжении этого времени пустотелые вспененные гранулы наполняются воздухом.
Технология повторного вылеживания, которое выполняется в случае вторичного вспенивания, аналогична вышеописанному методу, и осуществляется с помощью одного и того же оборудования.
Схема производственной линии по изготовлению пенополистирола
Именно объем контейнера в большей степени задает номинальную продуктивность производственной линии, поэтому количество и размер бункеров необходимо тщательно рассчитывать, исходя из желаемого объема производства экструдированного пенополистирола.
Из контейнера для вылеживания гранулы вспененного полистирола с помощью пневмотранспорта подаются в промежуточную камеру, которая оборудована датчиком наполнения.
При поступлении требуемого количества гранул, сырье транспортируется в формирующий блок. Блок-форма – это герметический контейнер, который, после наполнения гранулами, закрывается. Через клапан подачи, в блок-форму подается горячий пар.
В процессе тепловой обработки под давлением происходит вторичное вспенивание гранул, которые расширяются, и при достижении заданной температуры спекаются в монолитный блок пенополистирола.
Охлаждение сформированного пенополистирола происходит в этом же агрегате, посредством откачки воздуха из камеры вакуумным насосом. Для стабилизации внутреннего давления воздуха в гранулах пенополистирола блок выдерживается при комнатной температуре на протяжении суток.
По истечению требуемого времени пенополистирольный блок попадает на нарезающий агрегат. Линия резки представляет собою комплексное оборудование, которое способно выполнять резку, как в горизонтальной, так и в вертикальной плоскости.
Агрегат для формирования блоков пенополистирола
Данное оборудование имеет два режима работы – автоматический режим реализации заданной программы, и режим с управлением своими руками. Как правило, весь процесс происходит в автоматическом режиме.
Система электронного управления установкой дает возможность своими руками настроить температуру накала струн, скорость их движения, и размер итогового изделия.
Поврежденные в процессе производства пенополистирольные материалы не утилизируются, а подлежат повторной переработки. Переработка пенополистирола выполняется в агрегате, внутри которого вращаются дробильные молотки, которые крошат плиты пенопласта на отдельные гранулы.
Полученное в процессе переработки сырье посредством пневмотранспорта подается в накопительный бункер, из которого гранулы попадают в блок-форму в количестве, не превышающим 10% от веса первичного сырья, используемого для производства.
Дробилка для отходов пенопласта
Отличие в производственное линии по изготовлению экструдированного пенополистирола, в сравнении с вышеописанной технологией изготовление обычного пенополистирола, заключается в наличии экструдера.
Экструдер – оборудование для производства экструдированного пенополистирола, обладающее формирующими фильерами, сквозь которые проталкивается полистирольный расплав.




Технология производства пенополистирола
Данная технология состоит из нескольких этапов, ознакомимся с каждым из них.
Этап первый. Заготовка сырья
Обратите внимание! Если пенопласт, который вы планируете продавать, будет использоваться в строительных работах, то в производстве следует обязательно добавлять антипирен (это вещество, которое препятствует воспламенению).

Сам процесс изготовления должен начинаться с образования водяного пара, температура которого составит 115-170 градусов, а давление – от 0,8 до 6 атмосфер. Для этого используется такое оборудование для производства пенопласта, как парогенератор. К слову, сам парогенератор по типу используемых энергоресурсов может быть:
А для того, чтобы был использован максимальный объем образованного пара, необходимо использовать паронакопитель.
Этап второй. Вспениваем гранулы
Сырье подается во вспениватель в том количестве, которое необходимо для создания материала той или иной марки, после чего подается пар. Гранулы, будучи под воздействием этого пара, начинают вспениваться, что сопровождается их увеличением в объеме приблизительно в 25-50 раз. Как правило, чтобы получить 1 кубометр сырья, уже прошедшего вспенивание, требуется порядка 15-ти килограммов исходного сырья.

Сама процедура вспенивания длится не более семи минут. По окончании данной процедуры гранулы подаются в специальную сушильную установку, в которой избавляются от излишков влаги, образовавшихся при воздействии пара.

Этап третий. Высушивание
Дальше гранулы, как мы только отметили, подаются в сушильный аппарат, в котором обрабатываются подогретым воздухом и лишаются избытков влаги, но первоначальный объем при этом остается прежним. Что характерно, воздух попадает снизу, перманентно перемешивая частички.
Обратите внимание! В процессе сушки влажные гранулы поднимаются, в то время как осушенные, напротив, поднимаются и передаются в бункер вылеживания посредством пневмотранспортного трубопровода.

Сама процедура высушивания занимает не более пяти-десяти минут.
Этап четвертый. Вылеживание
В таких бункерах гранулы окончательно стабилизируются. Длительность данного процесса зависит преимущественно от окружающих условий. Число самих бункеров зависит от уровня производительности системы, а их габариты и объем определяются высотой потолка в цеху.
Стоит заметить, что пенопласт разных марок зачастую хранится в отдельных бункерах. Материал может вылеживаться от 5 до 12 часов, после этого уже стабилизировавшиеся гранулы спекаются.
Этап пятый. Спекание пенопласта
Посредством специального загрузочного отверстия происходит заполнение блок-формы подготовленными гранулами, причем они подаются сюда под действием воздуха, который нагнетается компрессором. Далее гранулы спекаются под действием того же пара, поступающего из паронакопителя. Отметим, что качество выпекания гранул зависит от трех факторов, таких как:
- время подачи пара;
- его (пара) давление;
- температура.

После этого пенополистирол охлаждается (для этого используется такое оборудование для производства пенопласта, как вакуумная установка) и обретает требуемую форму. Длительность процедуры зависит от марки, хотя в среднем это не более 10-12 минут.
Этап шестой. Резка
Завершающим этапом производства является резка. По окончании выпекания дверка агрегата открывается, а пенополистирольный блок выталкивается на специальный стол под действием пневмотолкателя. Плиты выкладываются вертикально, после чего их нужно на несколько дней оставить. Это необходимо для того, чтобы они окончательно избавились от излишков влаги и прошли стабилизацию.

После этого блоки режутся специальным станком на листы требуемых габаритов и толщины. При необходимости проделываются выступы и пазы (отходы, как уже отмечалось выше, будут подвержены еще одной переработке).
Плиты упаковываются и продаются. Как видим, в действительности здесь нет ничего сложного, в чем вы можете убедиться при просмотре тематического видеоматериала.
Использование вспененных полимеров — это реалии сегодняшней жизни. Пенопласт и экструдированный пенополистирол доказали свою эффективность в качестве теплоизоляторов, поэтому современное строительство вряд ли откажется от его использования в ближайшие десятилетия. Сегодня практически нет материала, равноценного экструдированным вспененным полистиролам по техническим характеристикам и стоимости производства.

Схема производства экструдированных пенополистиролов
Уже из одного названия становится ясно, что полистирол экструдированный является формой более глубокой переработки вспененного полимера, полученного конденсацией стирола под действием катализаторов в органическом растворителе.
Описание процесса экструзионного производства во многом объясняет преимущества и недостатки экструдированного пенополистирола, сокращенно ЭППС:
- Исходное сырье — мельчайшие гранулы помещаются в реактор, где при высокой температуре и давлении они насыщаются газообразующим агентом;
- При сбрасывании давления масса резко начинает расширяться, подобно пене, и одновременно охлаждаться, приобретая свойства твердого тела;
- Горячую и вязкую массу продавливают через экструдеры, в результате чего пенополистирол уплотняется и одновременно становится более похожим на слоистый пластик.
В результате получается экструдированный материал, в объемной структуре которого полистирол занимает 1-2%, остальное — это воздух, очищенный от водяных паров, а значит, обладающий минимальной теплопроводностью. У ЭППС он всего лишь на несколько долей процента выше, чем у пенопласта.


К сведению! Если сравнить поверхность экструдированного пенополистирола и его ближайшего родственника – пенопласта, то становится очевидным, что при наличии сплошной заплавленной поверхности ЭППС не может пропускать не то что воду, но даже водяные пары.


Среди особенностей экструдированного пенополистирола можно отметить нулевое пропускание влаги и газов. ЭППС, в отличие от минеральной ваты, не пропускает водяной пар, не обводняется и не теряет теплоизоляционных свойств, даже в случаях, когда из-за неграмотного проектирования теплоизоляции точка росы и выпадения конденсата приходится на поверхность утеплителя. Для минеральной ваты дождь или выпавший внутри волоконного мата конденсат практически означает выход утепления из строя.
По сути, ЭППС нельзя называть экструдированным пенопластом из-за разницы в удельном весе и механической прочности материала. Плотность экструдированного вспененного полистирола достигает 45-50 кг/м3, тогда как для пенопластов удельный вес находится в интервале 10-35 кг/м3.
Недостатки экструдированного пенополистирола
Принято считать, что экструдированный пенополистирол и пенопласт при нагреве способны разлагаться с выделением большого количества ядовитых и токсичных газов. В реальности вспененные полимеры могут разлагаться с выделением газов только в случае скрытого тления, когда к поверхности полимера при высокой температуре идет небольшой приток воздуха. Этого объема не хватает для горения, но достаточно для саморазогрева пенополистирола с выделением полупродуктов термолиза.


Точно так же ведут себя при пожаре древесина, полихлорвинилы, лакокрасочные покрытия, если в состав пластика не добавлены специальные соли или добавки, препятствующие горению. Сегодня, после многочисленных случаев возгорания утеплителей из ЭППС и пенопласта, все сертифицированные облицовочные марки экструдированных пенополистиролов и пенопластов выпускаются с антипиреновыми добавками.
Важно! Единственное ограничение использования экструдированного материала, на котором настаивают специалисты, заключается в неприменении пенополистирола в качестве утеплителя деревянных полов на цокольных и первых этажах, без выполнения бетонной стяжки поверх утеплителя.
Существует более серьезная угроза, чем пожар. Это загрязненность исходного сырья для ЭППС остатками непрореагировавшего стирола и толуола. Практически все производители пенопластов и экструдированных пенополистиролов знают об этом, но очистить полимер, особенно китайского производства, очень дорого и сложно. Следует признать, что в этом отношении экструдированный пенополистирол намного безопаснее пенопластов.
Справочные данные на экструдированный пенополистирол говорят, что ЭППС под большой нагрузкой способен поглотить до 0,4% воды, при паропроницаемости в 15 г на метр квадратный в час. Более пористый пенопласт способен поглотить почти на порядок больше, для отдельных марок водопоглощение достигает 3-4%, при паропроницаемости до 28 г на квадрат.
Если пенопласт или экструдированный пенополистирол будет долго находиться в воде или влажной среде, то влага, как более плотное вещество, будет просачиваться по порам и выдавливать все остатки химических веществ, застрявших во вспененной массе. Если для плиты из ЭППС толщиной в 50мм и площадью в 1 м2 максимальное выделение остатков растворителей и газообразующих агентов составит всего 4-7 г, то для пенопласта 40-70 г. На одну комнату в 20 м2 выделения из пенополистирола и обычного пенопласта могут составить соответственно 80 г и 800 г.
Сфера применения экструдированного пенополистирола
Несмотря на запрещение в США и отдельных странах Европы использования пенополистирола, объемы производства и потребления ЭППС растут с каждым годом на 3-4%. Запрет в большей части касался производства ЭППС, а не его использования, и прежде всего из-за применения фреонов. Сегодня фреон и углекислый газ используют в производстве экструдированных материалов только Китай и Россия.


Экструдированный пенополистирол является материалом номер один для утепления построек малой и средней этажности и практически всех коммуникаций и подземных строений.
Причины массового использования ЭППС связаны с его техническими и эксплуатационными характеристиками:
Важно! Единственное, чего боится любой пенополистирол, – это воздействия ультрафиолетового излучения и органических полярных растворителей — спирта, ацетона, дихлорэтана, а также жидких непредельных и ароматических углеводородов.


Использование экструдированного ППС в домашнем и промышленном строительстве
Прежде всего, стоит отметить, что с появлением ЭППС в строительной сфере была кардинально решена проблема утепления фундаментов, цокольных этажей и оснований дорожного полотна. Использование керамзитовой отсыпки, гранулированной глины, пеностекла не позволяло достичь нужного эффекта. Кроме того, благодаря высокой контактной прочности экструдированный материал выдерживал самые экстремальные формы пучения грунта и осадки зданий. Сегодня практически все подземные и цокольные сооружения изолируются экструдированным пенополистиролом.


Но по-настоящему качества экструдированного полистирола проявились при утеплении стен и коммуникаций. Традиционные стекловата и минеральные волокна всегда страдали одним существенным изъяном. При использовании слабых пароизоляционных мембран волоконные маты быстро поглощали дождевую влагу и конденсат, вес базальтового волокна из-за поглощенной воды мог увеличиться почти вдвое, что нередко приводило к обрыву утеплителя.
Даже большинство индивидуальных застройщиков давно сообразили, что проще обклеить стены дома листами легкого экструдированного пенополистирола и закрыть слой утеплителя цементной штукатуркой, чем морочить голову с капризной и непредсказуемой базальтовой ватой.
Заключение
Более чем двадцатилетняя практика практического применения экструдированных пенополистиролов показала, что большинство проблем и претензий к ЭППС легко устраняются укладкой защитного слоя, можно использовать бетонные стяжки, цементные и гипсовые штукатурки, облицовку из листового материала. Стоимость утепления пенополистиролом все равно будет меньше, при более высокой эффективности и надежности.
Экструдированный пенополистирол получил торговое название "пеноплекс". Он нашёл широкое применение в строительстве новых зданий, при проведении ремонтов. Можно с уверенностью сказать, что сегодня утеплитель пеноплекс является самым популярным и востребованным теплоизоляционным материалом для пола, потолка, кровли, стен.
Краткий экскурс в историю
Экструзивная технология производства разработана в пятидесятых годах в США. Было создано и специальное оборудование для производства пеноплекса мощностью до 100 000 м 3 в год. Для вспенивания в то время применялась смесь фреонов или углекислый газ.
Большинство стран в настоящее время ввело запрет на использование в производстве фреоносодержащих материалов. Теперь плиты "Пеноплекс" изготавливают только на вспенивателе, содержащем в своем составе CO2. Таким образом, предприятия производят выпуск абсолютно безопасной и экологически чистой продукции.
Принцип действия разработки
Современная технология производства пеноплекса представляет собой непрерывный процесс смешивания гранулированного полистирола, происходящий при повышенной температуре, с выдавливанием из экструдера и впрыскиванием бесфреоновой смеси на основе СО2.
В результате получается материал с мелкоячеистой структурой. Затем, после выдавливания из экструдера, очень быстро происходит замещение воздухом остатков бесфреоновой смеси. Успешному внедрению этой технологии в жизнь способствовало оборудование для производства пеноплекса.
Аппаратная линия предназначена для изготовления листа из вспененного полистирола. В качестве сырья можно использовать только вторичный материал, что в значительной мере снижает себестоимость и без того недорогого производства. Окупается оборудование достаточно быстро.
Технологический конвейер

Оборудование для производства пеноплекса представляет собой замкнутую автоматическую линию. Весь комплекс делится на основные участки (технологические узлы):
- Система подготовки: в смеситель загружается полистирол с добавками, который через бункер-загрузчик подаётся в экструдер.
- Экструзивный комплекс состоит из двух экструдеров. Первый служит для плавления состава и равномерного его перемешивания со вспенивателем. Этот экструдер оснащён высокоточной системой дозирования вспенивающих добавок, гидравлическим устройством замены фильтров. Второй обеспечивает полное перемешивание (статический миксер) и более мелкодисперсную структуру ВПС. Он оснащён щелевой головкой (фильерой, обеспечивающей форму получаемой продукции), через которую непосредственно и происходит выдавливание листа.
- Участок калибровки с тянущим устройством служит для формирования выдавленного листа по заданным параметрам. Это могут быть валки или пластины с низким коэффициентом трения. Вытягивание готового листа в момент охлаждения позволяет устранить возможные прогибы.
- Участок обрезки завершает подготовку листа: несколько продольных фрез формируют ровное полотно с постоянными размерами, а поперечные ножи распускают его на мерные листы. Фотодатчики обеспечивают точные размеры.
- На участке переработки отходов обрезки собираются, измельчаются, подвергаются грануляции для возможности вторичной переработки.
- Завершающий участок – здесь происходит упаковка готовой продукции в плёнку.

Монтаж утеплителя
При внутренних работах пеноплекс является неоценимым материалом, так как благодаря маленькому весу, небольшой толщине плит и простоте порезки с ним легко работать.
Этапы выполнения монтажных работ:
- подготовка, очищение и выравнивание стен;
- посадка на клеевую основу, а затем прибивание листов пеноплекса;
- укрепление армирующим слоем;
- выравнивание поверхности конструкции;
- финишная отделка.
Кроме прекрасных теплоизоляционных качеств, пеноплекс является отличным шумопоглотителем. Стена, обшитая им, станет надежным препятствием не только для холода, но и для посторонних звуков.
Достоинства
Революционная технология и передовое оборудование для производства пеноплекса позволяют создать поистине уникальный теплоизоляционный материал с неоспоримыми преимуществами:
- экологичность;
- низкая теплопроводность, высокое шумоподавление;
- пожаробезопасность (температура возгорания около 500 о С);
- долговечность, лёгкость в работе;
- невысокая стоимость.

Недостатки
Низкая способность к адгезии может стать препятствием на пути активного применения пеноплекса. Эту проблему можно устранить простой заменой: при выполнении наружных работ использовать родственный материал – пенопласт.
Технологии и оборудование всё время совершенствуются, современные реалии предъявляют повышенные требования не только к производству, но и к утепляющим материалам. Пеноплекс полностью соответствует всем этим требованиям. А значит, оборудование, на котором он был изготовлен, высокотехнологичное и конкурентоспособное.

Где применяется экструдированный пенополистирол XPS, его отличия от EPS. Эксплуатационные характеристики материала, описание производителей и пример расчета количества плит.
Что такое экструдированный пенополистирол XPS
Еще одно название экструдированного пенополистирола XPS (еXtruded PoliStyrene) – экструзионный. Подобный термин применяется к материалам, которые производятся методом экструзии – путем продавливания вязкого расплава через формующее отверстие. Сначала гранулы полистирола смешивают с пенообразователями (фреонами или составами на основе углекислого газа), затем перемешивают под большим давлением, а уже потом выдавливают из экструдера.
Экструдированный пенополистирол имеет мелкоячеистую структуру
По своей сути пенополистирол – это пластик с равномерно распределенными замкнутыми ячейками размером 0,1-0,2 мм. Внешне материал выглядит как гладкая плита – прозрачная или цветная. Мелкоячеистую структуру можно легко увидеть прямо на срезе. Края плит могут быть прямыми или в виде кромки L-образной формы, которая обеспечивает более надежное сцепление изделий при укладке. Различные виды экструдированного пенополистирола вы можете изучить, перейдя в каталог изделий.
Характеристики экструдированного пенополистирола
Интерес множества потребителей к экструдированному пенополистиролу был вызван его высокими эксплуатационными показателями. Убедиться в этом легко, рассмотрев основные характеристики материала:
- Коэффициент теплопроводности – l = 0,029 Вт/м·К. Самый низкий показатель среди всех существующих утеплителей, даже ниже, чем у самой мягкой минераловатной плиты.
- Плотность (удельный вес) – 25-45 кг/м3. Обеспечивает легкость плит, простоту их монтажа, а также невысокую стоимость грузопереработки и удобство хранения.
- Водопоглощение – 0,2% при полном погружении. Поскольку показатель очень низкий, иногда при расчетах им даже пренебрегают. Такое незначительное влагопоглощение обеспечено закрытой структурой ячеек. Вода не может проникнуть в них ни при каких обстоятельствах, только при нарушении целостности, когда плиту разрезают. Но и в таком случае поглощение воды ничтожно мало.
- Прочность на сжатие при деформации 10% – 15-100 т/м2 (150-1000кПа). По этому параметру XPS соответствует самым жестким требованиям, которые предъявляют к утеплителям.
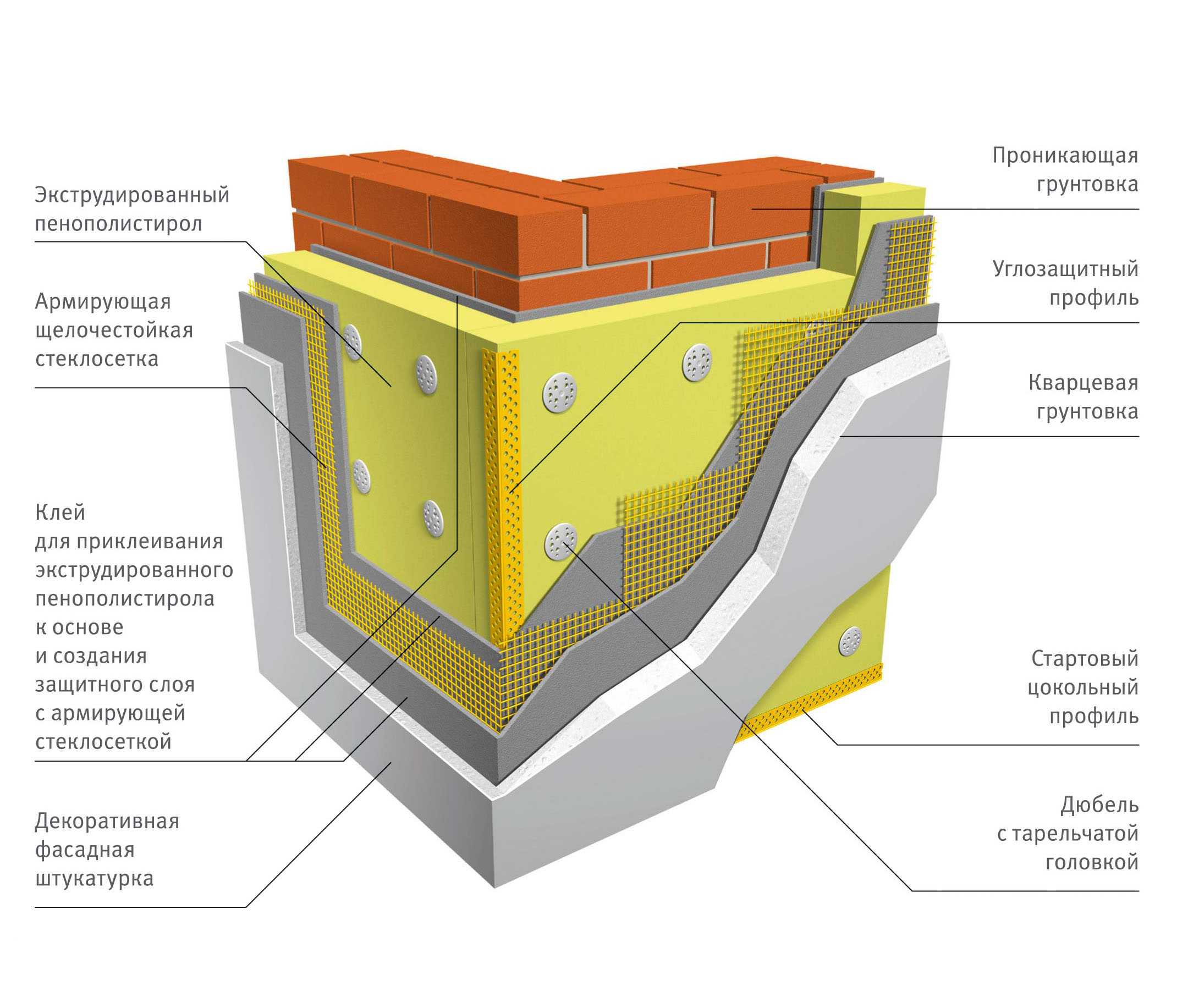
Пример утепления кирпичной стены с помощью экструдированного пенополистирола
Преимущества экструдированного пенополистирола
Плюсы пенополистирола XPS также вытекают из его уникальных характеристик, список которых дополняют:
- Высокая морозостойкость – без потери свойств выдерживает температуры до -70 °C. Позволяет использовать материал при экстремально низкой температуре даже в условиях Крайнего Севера.
- Высокая степень огнестойкости. Достигается за счет добавок – антипиренов, которые вводят в состав пенополистирола. Это делает материал самозатухающим, т. е. он будет гореть только при прямом контакте с источником огня.
- Химическая устойчивость. XPS не подвержен действию кислот, масел, щелочей, спирта, солевых растворов, красителей, аммиаку и многих других веществ.
- Безопасность для человека. Допускается использовать материал в детских и медицинских учреждениях.
- Биостойкость. Исключает возникновение на материале плесени и грибка, поскольку не является для них питательной средой.
- Долговечность. Срок службы XPS достигает 45 лет.
Недостатки пенополистирола XPS
- Недостаточная паропроницаемость – 0,007-0,008 мг/м·ч·Па.
- Горючесть. Даже несмотря на самозатухающие свойства, при контакте с огнем материал горит.
- Невысокая звукоизоляция. По сравнению с минеральной ватой и пенопластом пенополистирол хуже защищает от внешних шумов.
- Продуваемость швов. Возникает из-за жесткости материала, но эта проблема решаема с помощью укладки плит с перевязкой. К примеру, если по расчету требуются плиты толщиной 100 мм, то нужно купить плиты 50 мм, но в 2 раза больше.
Где применяют пенополистирол XPS
Из-за невысокой паропроницаемости XPS не рекомендован к применению во внутренних помещениях жилых и общественных зданий. В противном случае микроклимат внутри объекта будет не слишком благоприятным.
Использовать XPS для внутренних работ допускается только в зданиях, которые оборудованы надежной системой принудительной приточно-вытяжной вентиляции и кондиционирования. Это особенно актуально для многоэтажных домов, где нельзя произвести теплоизоляцию снаружи здания и приходится делать ее изнутри.
В остальных случаях пенополистирол XPS очень широко распространен, особенно на территории Росси, где много влажных и болотистых грунтов. Уникальные свойства материала позволяют использовать его для утепления:
- фундаментов,
- кровли,
- полов,
- фасадов.

Работы по утеплению здания экструдированным пенополистиролом
- туннелей;
- автомобильных дорог на вечномерзлых и пучинистых грунтах;
- аэропортов;
- стоянок;
- гаражей;
- взлетно-посадочных полос.
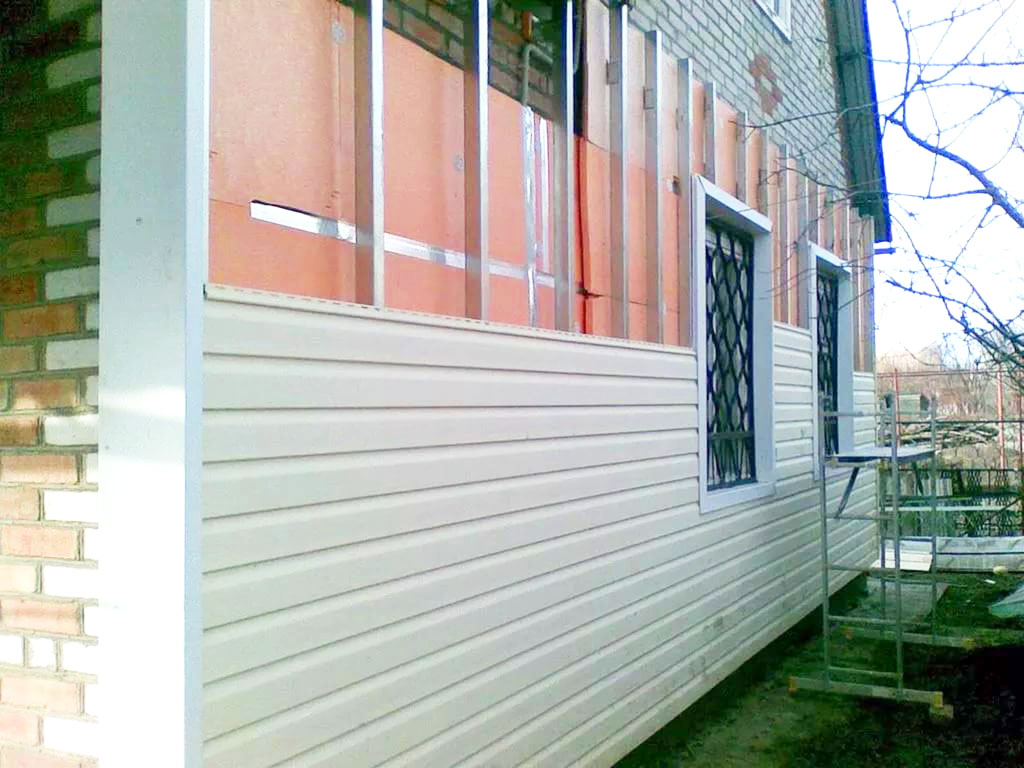
Применение экструдированного пенополистирола для утепления под сайдинг
Отличия пенополистирола XPS и EPS
Всего существует 2 типа пенополистирола: экструдированный (XPS, еXtruded PoliStyrene) и вспененный (EPS, Expanded PolyStyrene). По химическим показателям и теплопроводности материалы очень схожи между собой, но некоторые их свойства принципиально отличаются:
Она выше у XPS, но это важно не во всех случаях. Необходимую прочность определяют инженеры. Для большинства проектов хватает EPS, который позволяет сэкономить средства бюджета, но для работ с фундаментом рекомендуют все же XPS, поскольку здесь нужна теплоизоляция с высокими показателями.
Еще один аргумент в пользу применения XPS для утепления фундамента и грунта вокруг него (для исключения промерзания), поскольку этот материал не набирает воду. Использование EPS в таких случаях рекомендуют исключить. У него низкое водопоглощение (2%), но в случае утепления фундамента это может быть критично. Грунт при прямом контакте со временем может привести к разрушению EPS.
У EPS точно такая же паропроницаемость, как и у дерева, а именно деревянные дома считаются наиболее благоприятными в плане микроклимата. XPS не может похвастаться такими свойствами. При утеплении им стен в доме несколько увеличивается влажность и снижается воздухообмен. В связи с этим при проведении внутренних работ XPS наиболее популярен в случаях, когда нужно отвоевать квадратные метры, например, на лоджии. Здесь применение XPS исключит отсыревание стен и обеспечит нужную степень теплоизоляции без увеличения ее слоя.
Популярные производители экструдированного пенополистирола
Количество компаний, выпускающих пенополистирол XPS, неуклонно растет, но несколько производителей до сих пор остаются в лидерах. Среди них есть и отечественные, и зарубежные фирмы. Наиболее популярные из них представлены в таблице.

Читайте также: