Как сделать чтобы пилы крутились в гд медленно
Добавил пользователь Skiper Обновлено: 06.09.2024
Многие, даже новые бензопилы, пилят криво. Можно ли самостоятельно устранить этот недостаток и что для этого нужно предпринять? Чаще всего эта проблема связана с цепью, шиной или звездочкой. Но, прежде чем приниматься за них, не помешает пополнить свой багаж знаний о работе бензопилы.
Сначала теория
Первая причина связана с тем, что зубья цепи неравномерно изнашиваются из-за того, что под них попадают, например, гвозди.
Поэтому у пилы ухудшаются пильные качества и, чтобы их компенсировать, мы начинаем сильнее давить на шину.
Как на это реагирует пила? Своими острыми зубьями она продолжает запросто расправляться с древесиной, а затупившиеся зубья не режут древесину, а переваливаются как колесо автомашины через ухаб. Но колесу помогает амортизатор, а у пилы он отсутствует.
В результате цепь смещается в пазе и происходит быстрый износ того или другого ребра. Также неравномерно изнашиваются хвостовики цепи и паз, по которому они перемещаются.
Движение цепи по шине становится неравномерным. Если не обращать внимания на такое положение, то процесс износа будет только нарастать.
Вторая причина ускоренного износа связана с неправильной или несвоевременной натяжкой цепи, которая среди узлов бензопилы самая нагруженная. Рекомендуется ее натягивать до такой степени, чтобы при поднятии пальцами, была видна нижняя часть трех хвостовиков. Но этот способ определения натяжки является не совсем точным.
Цепь натягивают, когда пила холодная. Если это сделано правильно, то не видно провисания и цепь по шине перемещается легко. Есть в этом и свои тонкости. На работающей пиле вначале происходит нагрев цепи и наблюдается естественное ее провисание, т. к. металл при нагревании расширяется. Если этого не учитывать и подтянуть цепь, то можно усугубить ситуацию. При выключении пилы цепь, остывая, перетягивается.
При дальнейшем пилении с некоторым запозданием прогревается и увеличивается шина, что также вызывает перетяг цепи. А это ведет к дополнительной загрузке подшипников, звездочки, шины и быстрому растяжению цепи.
Если бензопила горячая, то легко удлиняется, наряду с перетянутой, и не наточенная цепь, что вместе сильнее способствует износу шины и цепи. Картина останется неизменной, если на изношенную шину установить цепь в масле. Пиление такой бензопилой останется кривым.
Теперь практика устранения кривого пиления
Как избавиться от этого дефекта? Первое, что необходимо сделать, так это подвергнуть цепь заточке, используя стационарный станок, а шину переставить другой стороной.
Если это делалось раньше, и шина отличается неравномерностью износа по двум сторонам, то ее придется ровнять. Для этого следует обзавестись:
- угольником;
- слесарными тисками;
- болгаркой;
- новым заточным кругом.
Тестовый распил показывает, что пилу по-прежнему уводит вбок.
Снимем и займемся шиной. Поставим ее на ровную поверхность и приставим угольник. Если между ними есть зазор, то износ имеется.
Для его исправления зажимаем болгарку с заточным диском в тисках.
С внешней стороны на уровне диска делаем жестко неподвижную плоскость.
Далее выставляем по угольнику диск и закрепляем болгарку.
Теперь кладем шину на горизонтальную плоскость и после включения болгарки протачиваем ребра с обеих сторон. Проверяем угольником проточку и убеждаемся, что оно выполнено качественно.
Далее контролируем, чтобы хвостовикам цепи хватало высоты паза шины. Если этого нет, то шина должна быть заменена новой.
Собираем пилу, натягиваем цепь и проверяем качество пиления. Пиление должно быть эффективным, а пилу не должно уводить в сторону.
Внимание – цепь!
Не лишне напомнить, что с ослабевшей цепью пилить нельзя. Ведь при попадании в зазор щепы или ветки, последствия могут быть непредсказуемыми. Когда пила не имеет цепеулавливателя, а шина является удлиненной, то цепью может быть нанесена серьезная травма ногам при намотке на них.
При соскакивании цепи с шины основная энергия удара гасится цепеулавливателем. Но при этом сильно страдает и звездочка.
Если это происходило несколько раз, звездочка покрывается глубокими бороздами и натяжка цепи превращается в проблему. При попадании в бороздку, она ослабляется, а при выходе из нее получает натяг.
В этом случае требуется срочная замена звездочки, чтобы не доводить дело до порыва цепи, рассыпания подшипников, поломки звездочки.
Возможен разрыв даже новой цепи, если неправильно установлены соединительные планки в месте склепки. Цепи поступают бухтами, поэтому их клепка и фасовка неизбежна.
Значит при покупке цепи необходимо много внимания уделять соединительному звену. Заклепки на них должна быть побольше или посветлее. Также надо проверять правильно ли установлены соединительные планки. Иногда направление указывается выбитой стрелкой. Когда стрелка отсутствует, правильная установка определяется передней опорой, которая чуть крупнее задней.
Если соединительную планку неверно установить, то она пойдет наперекос. Соединительному звену придется воспринимать повышенную нагрузку, что способствует срезу заклепки, а это приведет к разрыву цепи.
Постоянный уход за звездочкой, шиной и цепью непременно увеличит срок эксплуатации бензопилы.
Смотрите видео
Подскажите плиз, кто в курсе. Такая проблема - купил цепную пилу, обычная пила из Лидла за 50 евро. Попилил я ней совсем немного, один сезон в гартене и больше пила не пилит. Работать работает, всё крутится, всё функциклирует, а не пилит. В чём может быть проблема, кто сталкивался?

Я вот думаю может цепь расстянулась? Забыл сказать, цепь стоит на месте, проскальзывает. Просто пила практически новая, когда она, точнее когда цепь в ней могла успеть затупиться или расстянуться? Возможно ли такое, возможно ли починить заменой цепь или проще будет выкинуть и новую купить?


Herzog von Lettland (Diddly-Squat) 17.03.14 12:37

нда уж. пила работает а не пилит. )))) прикольно вы описали,а еше лучше советуют о тупой цепи и всякой извините херне! если на велике цепь слетела пидали крутят а велик не едит тож нада в магазин>)) пожет чисто слетела чтото на самой пиле цепь и стаит так как ее никто не крутит)) так трудно ,,ремонтом заниматса,, но вы хотябы обьяснили что полотно стоит фест цепь не маслает и т.д то. кстати даже тупарылая цепь будет ,,пилить,, вернее ,,грысть,, долго но перепилит ветку! а точить ет вам не казахстан когда бревна пилят купометрами))) тут веточки пабахнуть хватает на 2 3 сезона. пила то у вас кстати какая?
Не, цепь на месте. Снимал её, одевал обратно, натягивал на сколько возможно, смазывал, не пилит. Всё работает, мотор крутит, зубья на звёздочке на месте. Непонятно, что с ней произошло, вроде всё на месте, всё работает, а не пилит. Затупиться так быстро не могла, я склоняюсь к варианту - церь растянулась, но тоже мало вероятно, слишком мало я её использовал.
Пила самая простая, самая дешёвая, но не настолько, чтобы каждые 3 месяца покупать новую ))
Называется OREON Double Guard 91 (Chain Saw YT 4760)
BJ2009 - 1800W
AL 2E Po box 88245605 LV
Чел на твоем самом первом видио как настроить тригери ?
@Zafkiel Спс но я уже знаю
Цвета в каждом тригере меняешь просто
Блин, кто нибудь, объясните как увеличить объект больше, чем можно на телефоне
@ЕРЖАН Gamesскэйл хак в помощь
@Zafkiel а можно айди?
@???????? ну или же с помощью каких-то читов,но я лично скопировал)
@Zafkiel мм, понял
Это никак не сделать,максимум копировать из других уровней,т.к это взломанные объекты
Как сделать чтобы они крутились
А как заставить пилу крутится или другую штуку
Если хочешь,чтобы и внутрянка крутилась,то на помощь приходит триггер rotate
Так это изи, любой дурак сможет
Не смотри тогда такие видео,если считаешь себя умным)
короч роб топ рейтает всякую хрень например мой уровенья его на тяпляп сделал захожу через пол часа и лвл рейтнут
Факторы влияющие на скорость вращения кубика Рубика
- Сила затяжки пружин
- Пыль, грязь и жир на внутренних поверхностях кубика
- Отсутствие смазки, а также избыточное количество смазки
- Смазка низкого качества
А теперь по порядку по каждому пункту. Сила затяжки пружин влияет как на скорость вращения, так и на контроль во время сборки кубика. Чем слабее затяжка, тем выше скорость, но ослабевает контроль. И наоборот. Поэтому силу затяжки подбирайте опытным путем под себя.
Пыль и грязь. Но тут наверное не нужно объяснять, что все любят чистоту, в том числе и головоломки. Периодически разбирайте и чистите ваш кубик. После чистки не забывайте его смазывать.

Теперь о смазке. Не нужно изобретать велосипед и пытаться придумать новую смазку для кубика. Чем только оне пытаются смазывать свои головоломки самодеятели от спидкубинга. В ход идет все: подсолнечное масло, рыбий жир, масло для швейных машинок, ВД-40 и даже парафин от церковных свечей. Друзья мои, ученые уже придумали хорошую и эффективную смазку на основе силикона. Она идеально подходит для пластиковых головоломок. Так, что не тратьте свое время, деньги и нервы, а используйте только правильные смазки для кубиков.
Если вы до сих пор не знаете, где таковые приобрести, да чтоб недорого, то милости просим в наш магазин.
Устали от волны на доске? Мы расскажем как правильно разводить зубья ленточной пилы. Часть 2.
Любой лесопромышленник, собирающийся приобрести пилораму, естественно, надеется на получение прибыли. Но нужно помнить о том, что для стабильной работы лесопильного предприятия необходимо качественно подготавливать пилы. Причем делать это придется практически ежедневно. В предыдущих статьях мы рассказывали о наладке процесса пиления, о новом способе заточки ленточных пил, а также начали разговор об одном из самых сложных процессов при подготовке пил к работе - процессе разводки зубьев. В этой публикации мы подробнее поговорим об этом процессе.
II. Ручной усовершенствованный способ разводки зубьев (по типу пресса)
Станок, который одним нажатием последовательно сначала жестко зажимает тело пилы пластиной, а затем производит нажатие толкателем на зуб, изготовлен очень хорошо и со всеми необходимыми узлами, смогла сделать только фирма IRN. Мы одними из первых, лет десять назад, приобрели у них такой разводной. До сих пор на нем разводятся пилы, и мы им очень довольны.
Когда мы начали три года назад продавать наши заточные станки с профильным диском, то в комплект к нему всем рекомендовали разводной станок фирмы IRN. Но в последние год-полтора с этими разводными стали возникать проблемы. Цена на них увеличилась в два раза - с 12 тыс. до 25 тыс. рублей, а главное, качество изготовления ухудшилось. По крайней мере, многим из тех, кто брал этот разводной в комплект к нашему заточному, приходилось сначала привозить его к нам на доработку, после чего проблем с разводом ленточных пил у них уже не было.
Чтобы таких проблем у пользователей больше не возникало, нами был разработан и сейчас начинается серийно выпускаться разводной станок под индексом РС30/60.
III. Развод двух зубьев сразу
Станки, производящие развод двух зубьев сразу, изготавливаются следующих видов:
• вместе с заточным станком;
• отдельно только разводной станок, работающий от двигателя;
• отдельно только разводной станок с ручной подачей в виде колеса ( фото 1 ) или рычага.
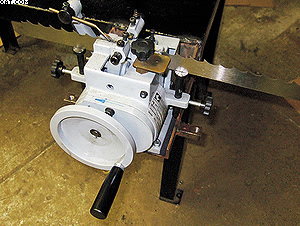
Фото 1. Разводной станок с ручной подачей в виде
колеса
Теперь вам должно быть понятно, что одним нажатием хорошо развести два зуба сразу просто невозможно. Но станки хорошо продаются, и некоторые даже довольны получаемым результатом. Разводя пилу на таком станке, всегда надо знать: вы никогда не получите гарантированно хороший развод ленточной пилы. Развод всегда будет непредсказуем. При небольших подачах каретки, случайно попавшейся партии пил с более менее одинаково отпружинивающими зубьями, новым чистым механизмом иногда удается пилить нормально. Но проблемы обязательно возникают потом. А вот искать причину этих проблем начинают где угодно, только не в разводном, считая, что он очень хороший. Почти на всех таких разводных производители даже индикаторы не ставят. Объясняя это тем, что вы один раз все установите, а дальше только разводите: молоточки бьют всегда одинаково и чего тут проверять. А вы проверьте и убедитесь сами, какой большой разброс в значениях развода на самом деле.
К тому же на точность получаемого развода в этих станках сильно влияют те же причины, что и в классических: попадание грязи в механизм, риски на упоре толкателя и опорных пластинах. Особенно сильно сказывается высота разводимой части зуба.
IV. Автоматический
Единственный действительно автоматический разводной станок изготавливается фирмой Wood-Mizer. Развод каждого зуба производится с одной стороны пилы пневмотолкателем несколькими регулируемыми по силе ударами с постоянным контролем по электронному микрометру реально получаемого развода. Следующий зуб для развода толкателем автоматически будет подан только после того, как индикатор покажет заданное значение. После окончания развода одной стороны станок останавливается. Затем пила снимается со станка, выворачивается, снова устанавливается на станок, и производится развод с другой стороны.
Станок был бы очень хорош, если бы не его цена. Она на сегодняшний день составляет примерно 350 тыс. рублей, что неоправданно даже для сервисных центров, не говоря уже о простой пилораме. И хотя представители фирмы Wood-Mizer утверждают, что они продают эти разводные станки, я лично их ни разу в работе не встречал и видел только на выставках.
Рекомендации по подготовке разводного станка к работе
Индикатор
• Перед разводом необходимо обязательно деревянным бруском снять заусенцы, образовавшиеся после заточки, иначе индикатор будет давать неверные показания.
• Если у вас индикатор ведет измерения в дюймах, лучше сразу заменить его на индикатор, измеряющий в миллиметрах, так как одно деление индикатора в дюймах соответствует приблизительно двум с половиной делениям индикатора в миллиметрах. Таким образом, когда заточник делает допуск в два деления в дюймах, это соответствует пяти делениям в миллиметрах, что очень много, и наоборот допуск в два деления в миллиметрах соответствует всего половине деления в дюймах. Разводка, когда индикатор отградуирован в миллиметрах, становится более точной. Пила пилит равномерно, без рывков.
• Головка индикатора должна ходить мягко, без заеданий и не застревая.
• Для того чтобы острие зуба обязательно упиралось в плоскость торца индикатора, он должен иметь диаметр 7 - 10 мм.
• Каждый день или хотя бы раз в неделю обязательно надо проверять ноль индикатора. Для этого берется стеклянная (ее проще сделать) или металлическая пластина толщиной не менее 2 мм, длиной 100 - 150 мм (так чтобы она становилась на опорные точки) и шириной 40 - 50 мм. Пластина ставится на место пилы, фиксируется подпружиненными упорами или упорной пластиной, которые должны прижимать тело пилы к неподвижной пластине, и выставляется ноль.
Поскольку стекло практически идеально ровное, ноль выставляется очень точно, главное здесь не передавить, иначе стекло просто расколется.

Рис. 1. Виды торца толкателя
Многие пытаются делать это по телу ленточной пилы. Но тело очень тонкое и легко изгибается на 0,1 - 0,2 мм, что глазом практически не видно, а ошибка индикатора при такой установке нуля в большую или меньшую сторону может достигать 10 и более делений, что недопустимо, особенно если реальный развод выходит за допустимые пределы. При реальном малом разводе (меньше 0,45 мм) пилу начнет зажимать в пропиле, она теряет устойчивость с образованием волны. При слишком большом реальном разводе (больше 0,75 мм) зубья будут слишком глубоко зацепляться за древесину, и при резком изменении плотности на сучках пила начнет быстрее волнить, так как уже при небольшом затуплении ее будет уводить в сторону.
• Настройка вертикального угла индикатора производится при помощи той же пластины. После зажима пластины упорами торец индикатора должен плотно, без зазора прилегать к пластине (рис. 1).
Неподвижная и подвижная пластины
• Плоскости пластин должны быть прямоугольными, без изгибов, выработки и грязи. Торец неподвижной пластины, к которому прижимается зуб, должен быть прямым, без выработки.
• Перед каждой разводкой пластину обязательно надо почистить, иначе прилипшая на нее грязь обязательно собьет разводку и сделает ее неравномерной.
Опорные точки
• По мере работы опорные точки изнашиваются, в них появляются углубления, в которые может время от времени попадать спинка ленточной пилы, и зубья будут разводиться на разной высоте. Пила будет пилить рывками. Изношенные опоры необходимо заменять.
Постарайтесь заставить заточника делать допуск при разводе не более двух-трех делений. Тогда пила будет пилить долго и качественно. Но, как показывает практика, обычно делается допуск пять-десять делений.
В этом случае даже самая лучшая ленточная пила может заволнить уже после первого бревна.
Для проверки разводки отдельно продаются недорогие индикаторы. Если вы хотите, чтобы заточник более ответственно относился к разводке, купите этот прибор и хотя бы иногда им пользуйтесь.
Очень важно устанавливать начальное положение пилы в разводном устройстве (рис. 2). Многие ставят нижний уровень по впадине зуба. Это неправильно. Развод зуба получается дугой от корня. Это очень большой рычаг, поэтому уже при небольшом затуплении, а на сучках, скорее всего, сразу пила будет волнить. Нижнюю границу необходимо устанавливать в зависимости от типа пилы, учитывая, что чем она меньше, тем устойчивее будет пила в пропиле. Но при этом надо всегда помнить: чем сильнее зафиксирован каленый зуб в теле пилы, тем расстояние должно быть больше. Иначе при разводе вы просто будете ломать зубья.
• Constant hardness - 3 мм.
• Flex back - Hard Edge, Hard Back при слабой фиксации зуба - 3,5 мм.
• Flex back - Hard Edge, Hard Back при средней и сильной фиксации зуба - 4 мм.
Но даже при правильной установке высоты при смятой опорной плоскости неподвижной пластины вы все равно получите радиус (рис. 2а) и соответствующее качество пиления. Необходимо, чтобы плоскости неподвижной пластины были ровными, тогда конец зуба будет отгибаться по ломаной и тем самым приобретет максимальную устойчивость к нагрузкам (рис. 2б).
Толкатель зуба
Упор толкателя должен приходиться приблизительно на 2 мм ниже вершины зуба, тогда развод будет проводиться нормально.
Внимание. Зубья надо разводить не одним сильным нажатием, а двумя-тремя не очень сильными. Тогда вы всегда правильно разведете зубья и ни один не сломаете.
Если вы перегнули каленый зуб, отгибая его назад, нужно браться, чтобы он не сломался, не за режущую кромку, а чуть ниже, за спинку.
Даже хороший заточник в силу описанных выше причин никогда не знает, правильно ли он развел ленточную пилу. Необходимо, чтобы заточник обязательно, после того как был проведен развод в одну сторону, снова быстро просмотрел развод 7 - 15 зубьев. Если развод соответствует тем значениям, которые должны быть, тогда все в порядке и можно работать дальше. Если же он увидит другие цифры, необходимо срочно приводить станок в порядок, иначе получится заколдованный круг. Пила плохо пилит, волнит, испытывает сильные напряжения, быстро возвращается к заточнику, у него растет объем работ. Вместо трех-пяти ленточных пил в день, ему надо делать 10 - 15. Пилы мало пилят и быстро рвутся. В итоге из-за одной неверной операции в убытке все: хозяин теряет деньги на пилах, заточник не справляется с объемом работ, рамщик не может нормально работать.
Теперь вы знаете, как правильно подготовить ленточную пилу к работе. Важно помнить, что пилорама приобретается для получения прибыли. Поэтому на любую пилораму необходимо ежедневно качественно готовить пилы. Распиливание пиловочника ленточными пилами действительно может дать очень хороший доход, если все делать грамотно. Следующие статьи будут посвящены настройкам самой пилорамы и тому, как привить своим рабочим навык выпускать только качественный пиломатериал с максимальным выходом продукции.

Читайте также: