Холодная сварка из инвертора своими руками
Добавил пользователь Дмитрий К. Обновлено: 01.09.2024
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.

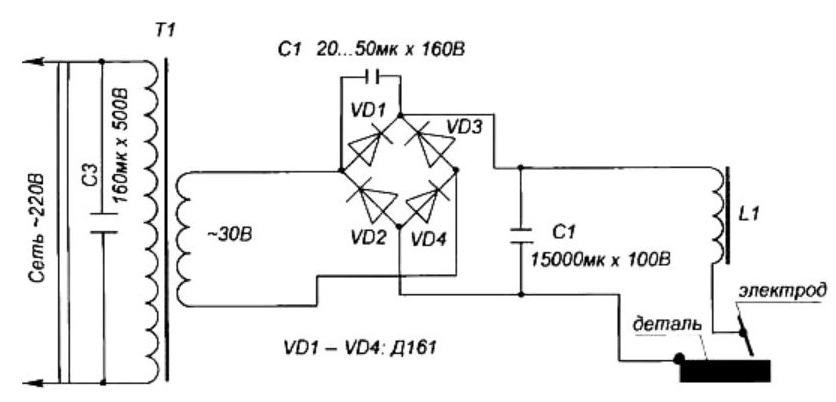
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:

Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.

Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.

- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.

Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм?. Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см?. Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм?, если делать с запасом — можно взять провод 6–7 мм?. Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм?. Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм?, потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
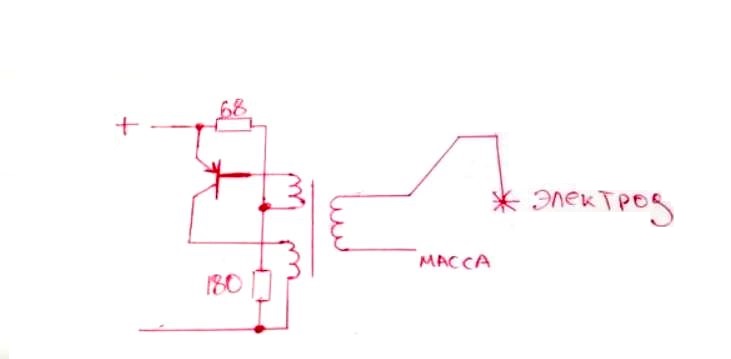
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Где купить
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
В арсенале домашнего мастера бывает много инструментов на все случаи жизни.

Сварочный аппарат является незаменимым устройством для настоящих умельцев. Его можно купить в магазинах. Однако куда интереснее и дешевле собрать своими руками.
У некоторых имеется и сварочный аппарат, о котором мечтает каждый умелец.
Его сегодня можно приобрести в специализированных магазинах. Моделей существует множество. Продаются различные аксессуары к прибору и расходные материалы. А можно ли сделать сварочный аппарат своими руками? Ответ прост: можно и даже нужно!
Типы сварочных аппаратов
Все аппараты для сварочных работ делятся на газовые и электрические. Газовые установки не совсем подходят для использования в быту. Они требуют к себе особого отношения, так как комплектуются взрывоопасными баллонами с газом. Поэтому речь следует вести только об аппаратах электрических. Они тоже бывают разные:

Сварочный инвентор является экономичным и идеально походит для домашнего пользования.
- Генераторы. Эти установки имеют свой генератор тока. Отличаются очень большим весом и громоздкими размерами. Для домашней сборки и применения не подходят.
- Трансформаторы. Такие аппараты могут питаться от сети 220 или 380 вольт. Пользуются большой популярностью, особенно полуавтоматы.
- Инверторы. Очень экономные приспособления, идеально подходящие для дома. Отличаются малым весом, но довольно сложной электронной схемой.
- Выпрямители. Просты в изготовлении и использовании. Даже начинающие сварщики могут делать качественные швы. Идеальны для сборки своими руками.





Режимы точечных сварочных работ
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
С чего начать сборку инверторного аппарата?
Для сборки инвертора нужно выбрать схему, которая обеспечит необходимые параметры работы аппарата. Рекомендуется использовать детали советского производства. Особенно это касается диодов, конденсаторов, транзисторов, резисторов, дросселей, тиристоров и готовых трансформаторов. Аппаратура, собранная на этих деталях, не требует сложной регулировки. Все детали очень компактно располагаются на плате. Для изготовления аппарата своими руками можно выбрать следующие параметры:
- Сварочный аппарат должен работать с электродами диаметром до 4-5 мм.
- Величина рабочего тока не более 250 А.
- Источник питания — бытовая сеть напряжением 220 В.
- Регулировка сварочного тока в пределах 30-220 А.
Сварочный аппарат состоит из нескольких блоков: блока питания, выпрямителя и инвертора. Начать делать своими руками сварочный аппарат инверторного типа можно с намотки трансформатора в таком порядке:

Для сборки инвентора потребуется ферритовый сердечник.
- Нужно взять ферритовый сердечник Ш8х8. Можно использовать Ш7х7.
- Первичная обмотка № 1 состоит из 100 витков, намотанных проводом марки ПЭВ 0,3.
- Вторичная обмотка № 2 мотается проводом сечением 1 мм. Количество витков — 15.
- Обмотка № 3 — 15 витков провода ПЭВ 0,2 мм.
- Обмотки № 4 и № 5 состоят из 20 витков провода сечением 0,35 мм.
- Для охлаждения трансформатора можно использовать вентилятор на 220 В, 0,13 А. Этим параметрам соответствует вентилятор от компьютера Pentium 4.
Чтобы бесперебойно работали транзисторные ключи, на них нужно подать напряжение после выпрямителя и сглаживающих конденсаторов. Собирается блок выпрямителя по простой схеме на плате. Все узлы сварочного аппарата закрепляются в корпусе. Хорошо, если в хозяйстве мастера окажется подходящий корпус от радиоприбора, тогда не придется его делать из подручных материалов.

Схема сборки блока выпрямителя.
На лицевой стороне корпуса размещают светодиодный индикатор, который своим свечением оповещает о включении аппарата в сеть. Тут же можно установить дополнительный выключатель любого типа и защитный предохранитель. Предохранитель можно установить на задней стенке, а также в самом корпусе. Зависит это от его конструкции и габаритов. Переменное сопротивление, с помощью которого будет производиться регулировка рабочего тока, размещается тоже на лицевой стороне корпуса.
Если электрические схемы собраны правильно, все проверено с помощью тестера или иного прибора, можно проводить испытания аппарата.











Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.

Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них – нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше – за счет этого увеличится и время остывания жидкого ядра.











Как собрать трансформаторный аппарат?
Процесс сборки трансформаторного аппарата для сварки несколько отличается от предыдущего варианта. Работает он на переменном токе. Для сварки постоянным током к нему собирается простейшая приставка. Для сборки аппарата своими руками нужно раздобыть трансформаторное железо для сердечника и несколько десятков метров толстой медной шины или просто толстого провода. Можно поискать эти вещи в пунктах приема цветного и черного металла, у друзей и знакомых. Рекомендуется сердечник делать П-образным, но можно и круглый, тороидальный. Некоторые умельцы с успехом используют в качестве сердечника статор сгоревшего электромотора. Для П-образного сердечника порядок сборки может быть таким:

Для выполнения первичной обмотки потребуется обмоточный провод.
Основные этапы процесса импульсной сварки

Сравнение различных видов сварки.
В основе рассматриваемой технологии лежит импульсный перенос металла. Использование данной методики позволяет достигать максимально высоких параметров сварки. Метод сочетает в себе лучшие параметры прочих существующих методов переноса и практически полностью лишен недостатков других методов. При использовании импульсной сварки отсутствуют брызги и не образуется несплавлений.
Импульсные аппараты позволяют варить в любых пространственных положениях. Обеспечивается максимально рациональный и эффективный расход проволоки. Метод характеризуется сравнительно низким тепловложением и позволяет варить изделия из множества различных металлов.
Именно за счет уменьшения тепловложения достигается максимально высокое качество соединения тонких материалов без риска коробления и прожогов.
Сварка может выполняться с более медленной подачей проволоки.

Принцип работы сварочного инвертора.
При соединении изделий по импульсной технологии осуществляется бесконтактный перенос металла электрода в сварочную ванну. Таким образом, непосредственный контакт электрода с ванной полностью исключается. Это становится возможным благодаря наличию функции высокоскоростного управления сварочным током.
При сбросе капли металла ток поднимается до максимального значения, после чего уменьшается до базового уровня, благодаря чему общее тепловложение снижается. Перенос контролируется путем задания амплитуды и продолжительности пиковой характеристики сварочного тока.
Импульсная сварка в защитной газовой среде является одной из самых эффективных технологий. Она подходит для соединения металлов самых разных типов и толщины. Современные импульсные агрегаты очень удобны в работе. Задача сварщика сводится к установке переключателя в соответствии с обрабатываемым материалом. За счет органов управления источника можно осуществлять тонкую подстройку процесса. Применяемое программное обеспечение способствует максимальной оптимизации эпюры сварочного тока и избавляет сварщика от необходимости полной самостоятельной настройки.
Среди основных преимуществ метода можно выделить:
- Высочайшее качество сварных соединений.
- Эффективный контроль дуги.
- Низкие затраты на обработку.
Таким образом, несмотря на довольно высокую стоимость импульсного оборудования, такая сварка является очень популярной и часто применяется в качестве альтернативы классическим методам сварки металлов в защитной газовой среде. Чаще всего методика применяется для соединения изделий из высококачественных сталей и алюминия.
Работа выполняется с использованием минимального набора инструментов:
- Аппарата для импульсной сварки.
- Проволоки и электродов.
- Защитной экипировки сварщика.
Аппарат для сварки мелких деталей
Суперминиатюрный сварочный аппарат легко сделать своими руками за несколько часов. Для его изготовления понадобятся:

Для изготовления сварочного аппарата понадобится графитовый стержень.
- Вышедшая из строя батарейка.
- Нож.
- Пассатижи или бокорезы.
- Кусочек наждачной бумаги.
- Сухая тряпочка.
- Рабочие перчатки.
- Около 20 см медной или алюминиевой проволоки диаметром 5 мм.
- Около 6 см медной проволоки ПЭВ 0,5.
- Изолента.
- Многожильный провод.
- Металлический зажим любого типа.
- Трансформатор от блока питания радиоприемника, старого телевизора, микроволновки вместе с выпрямителем.
Для начала нужно аккуратно разобрать батарейку и вынуть из нее графитовый стержень. Конец стержня заострить шкуркой и протереть тряпкой. Затем кусок толстой проволоки очистить от изоляции на 4-5 см от ее конца и загнуть петлю бокорезами или пассатижами. В эту петлю будет вставляться угольный электрод. С трансформатора удаляется вторичная обмотка. На ее место наматывается 12-15 витков толстой проволоки. Остается все это сооружение вставить в подходящий корпус — сварочный аппарат в миниатюре готов.Теперь нужно подсоединить провода к выводам вторичной обмотки, вставить угольный стержень в петлю и хорошенько обжать его. Плюсовый вывод соединяется с держателем угольного электрода, минусовый — со скруткой свариваемых деталей. Можно приспособить ручку-держатель для электрода. Для этого используют ручку паяльника или что-то другое. Аппарат включается в сеть 220 В, касаются графитом свариваемых деталей. Вспыхивает пламя и на конце деталей образуется сварной шов в форме шарика.
Сварочный аппарат — отличное приобретение в арсенал инструментов домашнего мастера. Существует очень много моделей этих приборов. Многих начинающих и опытных сварщиков больше привлекают не заводские, а самодельные установки для сварки. Они конструируют все новые варианты устройств. Попробуйте и вы сделать сварочный аппарат своими руками.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).

Читайте также: