Фрезеровка гбц своими руками ручным фрезером
Добавил пользователь Евгений Кузнецов Обновлено: 03.10.2024
Как изготовить фрезы для распила каналов головок блоков своими руками из подручных материалов ,подробное описание .
Сегодня я покажу как дешево и качественно сделать шарошки для расточки ГБЦ. Диаметры моих шарошек: ВПУСК - 38мм .
В этом видео будет рассказано как сделать фрезы для портинга гбц из шаровых опор . приятного просмотра.
Тюнинг головки блока цилинров. Портинг каналов ГБЦ. Шаровые фрезы своими руками. Как я дорабатывал свою ГБЦ от .
Изготовил пару фрез на 28 мм и 30мм и расточил или выпускные каналы в головке блока ваз классика 2107 Music : Nancy .
Как сделать портинг гбц своими руками!! Как самостоятельно сделать распил гбц. Как сделать фрезы для распила гбц .
Сферическая фреза - устройство, которое активно используется для осуществления 3D-фрезеровки высокого качества.
В данном видео представлено как из подручных средств изготовить шары (шаровые фрезы) для разворачивания и .
музыка Nothing holding black BANANAFOX Flow Cosmouse нива, лада, lada, lada niva, niva, ваз, нива урбан, ваз 2121, новая .
Наш руки валааму это лишь. Потихоньку. Выходит уже. Появился. Есть не до конца. Вот он вышел. Сейчас буду пробовать .
ищется фрезерный станок для фрезерования ГБЦ. Как сделать выбор, по каким параметрам выбирать, какие марки станка предпочтительны?
а какие плюсы и минусы шлифования и фрезерования? Рассмотрю любую информанию и выслушаю советы. Какое оборудования нужно. Покупать хотели бу станок.
Не фреза есть фреза,просто чистовой потом надо проход и усе. на медленной подаче
А при выборе?да что то толковое новое стоит дорого,а китай быстро разлюфтиться
Плоскофрезеровальный нужен.
Да можно и самому сляпать,хочешь стол позиционный передвижной мути-что прощще,но лучше чтобы автопадача была,с возможностью выбора режима и быстрой подачей.
Желательно чтоб фреза одна по горизонтали вращалась,если многозубая,замучаешся подгонять зубы.
Главное чтоб люфтов не было и углы правильно выставлялись.
А шлифстан. тоже разные бывают,он так для доводки.
а после нормального фрезеровщика-доводить нефиг.
вы меня извините, но это хлам. на таких станках только испортите поверхность.
чем такое, то уж лучше ничего вообще !
на таких пазы фрезеровать хорошо, а с плоскостями плохо будет. та и фрезы искать где ? и ещё, вы же не сами за этот станок станете ?
ищите станок с таким принципом. там какая-то балда крутится, у нас в ростове, фрезеруют резцом, похожим на токарный. применяют несколько видов резцов. для черновых проходов, и для чистовых. вставляют один единственный резец, методом касания ловят "ноль", подбирают режмы резания.
сам станок работает ооочень тихо. плоскостность и шероховатость очень хорошая. я привалочной линейкой на просвет смотрел, почти идеально. неплоскостность на всю длину головки намного меньше 0.01мм
оказывается, прогресс ускакал далеко вперёд. здесь станки для обработки плоскостей. по большому, почти те же фрезерные, но специализированные.

Инструмент и техника

Фрезерование — обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза — имеет вращательное движение, а обрабатываемая заготовка — поступательное.
Применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубьев зубчатых и червячных колес и т. д.
Осуществляется на фрезерных станках.
Начнем с того, что ручные фрезеры бывают разные: кромочные, штанговые, бесштанговые и просто специализированные, например, для врезки дверных замков или ремонта оконных рам. Подробно остановимся на самых универсальных и, как следствие, самых популярных — штанговых.
Такой инструмент состоит из двух частей: верхней, куда входят мотор, рукоятки, цанговый зажим, фиксаторы вертикального положения, и нижней — со штангами, опорной подошвой и револьверным упором. Машины этой разновидности отличаются тем, что позволяют погружаться в обрабатываемый материал на требуемую (в пределах возможностей) глубину.
На примерах конкретных операций рассмотрим важные особенности конструкций современных устройств данного типа.
Готовимся к работе
Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ).
В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура.
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика.



Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.

Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.

Глубина фрезерования
Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь.
Фрезерование
Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины.
Надеемся, что читатель уже понял, что главное во фрезере — регулировки. Они обязаны обеспечить точность (это, к слову, во многом зависит от жесткости элементов конструкции) и удобство. Но если углубиться в тонкости выполнения операций, станет ясно, что не менее важно и другое — система.
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Параллельный упор
Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков. В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру.
В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными — на каждую штангу по две разнесенных. Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум — в четырех.
После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления. Выставив требуемое значение, дополнительный стопор фиксируют.
Далее при необходимости раздвигают или сближают накладки, тем самым расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава.

Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке.


Отпустив фиксатор механизма прецизионной регулировки, вращают котировочный винт, добиваясь точной установки упора.

После окончания настройки механизм фиксируют.

Направляющая шина
Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак — он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена).

В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине — стопор; остается только выбирать нужные позиции и засверливаться).
Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру.
Копировальное кольцо

В некоторых случаях копировальную втулку устанавливают одним движением, центровка в таком случае не требуется.
Есть и другие дополнительные приспособления, но о них позже. Сейчас же расскажем о копировальном кольце — одном из обязательных атрибутов ручного фрезера, почти всегда входящим в комплект поставки. Приспособление очень простое, но удобное в работе и полезное.
Как правило, это штампованная стальная пластина с выступающим кольцевым бортиком вокруг центрального отверстия, который и служит упором, отслеживающим копировальный шаблон. Втулку подбирают под конкретную фрезу. В идеале она должна проходить сквозь центральное отверстие с небольшим зазором. Иными словами, не стоит полагаться на то единственное кольцо, что прилагается к инструменту.
Чаще всего втулка нуждается в центрировании специальным конусом. Его вставляют в цангу (до упора в копировальное кольцо), тем самым выравнивая положение, и лишь затем окончательно затягивают крепежные винты. Иногда вместо последних используют быстрозажимные фиксаторы, тогда ничего центрировать не нужно.
Подобный метод удобен в серийном производстве (естественно, речь о бытовых масштабах) или когда заготовка достаточно ценная и ради ее обработки стоит изготовить шаблон.
Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.

Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.

Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают.

Для точного позиционирования втулки устанавливают центрирующий корпус. Его, как обычную фрезу, зажимают в цангу (с той лишь разницей, что опорная подошва при этом прижата к корпусу).

После установки конуса стопор механизма опускания освобождают, и подошва под действием подъемных пружин прижимает конус ко втулке, тем самым точно центрируя ее. Вновь зафиксировав стопор, винты крепления втулки надежно затягивают.

Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него.

Угловой упор
Получить точную (один в один) копию с оригинала реально, установив угловой упор со щупом (как и многие другие аксессуары, его докупают отдельно). В этом случае заготовку располагают не под, а над шаблоном. Для точной подгонки размеров может быть предусмотрена настройка положения щупа.
Кстати, если установить вместо кронштейна со щупом опорную плиту или регулируемый упор для работы в горизонтальном положении, получится инструмент для фрезерования кромочных накладок заподлицо.
Циркуль
Частный случай криволинейной резки — по радиусу. Отдельно докупаемая линейка-циркуль поможет выполнить ее без шаблонов, а значит, точнее и с меньшими усилиями.


Недостаток подобной конструкции — не каждая фреза пройдет сквозь предусмотренное в подложке отверстие.
Пылеотсос
Примеры использования
Что касается наиболее известной работы для фрезера — по кромке — здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических).
А что еще умеет фрезер?
Следующая группа типовых задач — врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Несложно получить соединения и под прямой шип — потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной — перьевой — фрезой).
Важно понимать, что этот инструмент, за редким исключением, — вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей.
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему.
Фрезы

Работая с упором или направляющей и используя специальную фрезу, делают пазы для установки мебельных петель. Для точного продольного позиционирования отверстий можно воспользоваться специальной шиной, позволяющей жестко фиксировать положение фрезера через стандартные промежутки длины.

Некоторые шипованные соединения получают при помощи одной фрезы (контрпрофиль не нужен).

Специальные фрезы, необходимые для изготовления переплета.

Специальные фрезы, необходимые для изготовления переплета.

Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки.

Шипорезное приспособление

В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной.
Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны.

На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон.
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.

Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров.
Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.

Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС.
В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка.
Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.

Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными.
После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.

Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.

После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.

Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Долгая и безотказная работа двигателя автомобиля полностью зависит от его технического состояния. К сожалению, вечных двигателей не бывает, и с течением времени неумолимо разрушаются движущиеся части. Одними из самых нагруженных деталей двигателя внутреннего сгорания являются клапаны в головке цилиндров. Они впускают внутрь цилиндра топливную смесь и одновременно, на время рабочего цикла, становятся частью стенок камеры сгорания, принимая на себя все разрушительное воздействие.

Современные двигатели оснащаются сложной системой клапанов. Кроме того, что конструкция непростая, она также высокоточная, но это никоим образом не защищает клапана от повреждений. К сожалению, прогоревшие клапана – это довольно распространенная проблема как для бензиновых, так и для дизельных силовых агрегатов.

Двигатель внутреннего сгорания состоит из нескольких частей. Одна их них – ГБЦ. Устанавливается на сам блок, который может быть чугунным либо алюминиевым. Но вне зависимости от материала изготовления между этими двумя составляющими устанавливается прокладка. Она не дает газам вырываться в соседние каналы, в том числе и в рубашку охлаждения. Но иногда бывает, что пробило прокладку ГБЦ. Это серьезная проблема.

Двигателю для надежной и слаженной работы нужна не только смазка, но и хорошее охлаждение. Поэтому в блоке и головке есть отдельные каналы. Одни предназначены для циркуляции масла, вторые – для тосола. Между собой они не пересекаются. Чтобы предотвратить смешивание этих двух жидкостей, в любом моторе используется прокладка. Двигатель в местах соединения блока с головкой должен быть герметичным.

Головка блока цилиндров – это важнейшая деталь для каждого современного двигателя. ГБЦ укомплектовываются абсолютно все силовые установки, будь это дизельный автомобиль или бензиновый. Конечно, различия между ними есть - степень сжатия и вид топлива, однако устройство и принцип работы головки блока от этого не изменяются. Поэтому сегодня мы разберем общую конструкцию данного элемента.
Итак, темой нашего сегодняшнего материала опять является ручной фрезер. Почему опять? Да потому что не так давно мы опубликовали первую статью на эту тему, адресуясь в основном к тем, кто пока лишь совершает первые шаги в работе с этим агрегатом. Сегодня в нашем повествовании мы пойдем дальше. И коснемся уже практических вопросов.

Как правильно выставить глубину фрезерования
Выставление глубины фрезерования производится в два этапа.
Выставление нулевой точки
Чтобы выставить глубину фрезерования, следует, прежде всего, выставить нулевую точку. А потом, отталкиваясь от нее, можно выставлять и необходимую глубину. Нулевой точкой мастера называют такое положение фрезы, когда ее конец касается поверхности обрабатываемой заготовки.
Ориентируясь лишь по шкале, такую точку задать невозможно. Это объясняется тем, что при установке фрезы мы никогда не знаем точно, на какую глубину мы ее вставили и какова точная длина этого инструмента.
Для определения нулевой точки фрезер следует опустить до момента касания и зафиксировать его в этом положении при помощи специального фиксатора, имеющегося на любом фрезере.

Для установки глубины погружения фрезера используется специальный упорный штифт. На него нанесена шкала грубой настройки. Через тело штифта проходит винт точной подстройки со шкалой, расположенной в верхней его части. Винт снабжен рукояткой, позволяющей вкручивать его или выкручивать. Причем нижняя его часть передвигается соответственно.
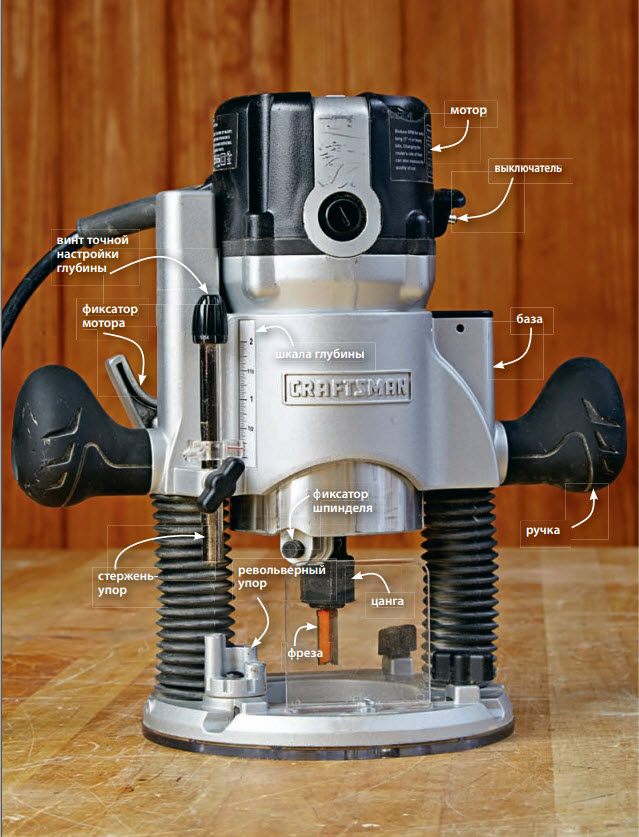
Винт снабжен резьбой М6 с шагом 1 мм. Это значит, что один оборот регулировочного винта добавляет или убавляет 1 мм глубины фрезерования. Поворачивая головку винта на доли полного оборота, можно с высокой точностью выставлять необходимую величину.
На корпусе шкалы имеются отметки в виде стрелочек. Желательно, чтобы они были совмещены с каким-то круглым делением. Для этого головку винта тонкой настройки нужно повернуть так, чтобы его нижняя часть уперлась в револьверный упор. При продолжении вращения головки винт начинает перемещать шкалу. Так и подбирается ее удобное положение. После этого шкалу необходимо зафиксировать.
В таком положении фрезер выставлен в ноль. В ноль также выставлена и его шкала.
Если расфиксировать фрезер и поднять его, а затем вновь опустить, то острие регулировочного винта не даст инструменту опуститься ниже ранее настроенного положения, которое мастера называют нулевым.
Настройка глубины фрезерования
Теперь можно выставлять и глубину фрезерования. Допустим, эта величина должна составлять 2 мм. Для ее выставления следует сделать 2 полных оборота головки винта точной настройки. После такой настройки фрезер обеспечит глубину выемки в 2 мм.

Если проверить глубину выполненного фрезерования, то вполне может обнаружиться небольшая погрешность. Она обусловлена тем, что при опускании фрезера для начала работы кончик фрезы может слегка промять обрабатываемую древесину.
Какой может быть максимальная глубина фрезерования за один проход
Это, конечно, в значительной степени зависит от диаметра фрезы. Чем он больше, тем большую нагрузку можно прилагать к фрезе. Однако не стоит забывать и тот факт, что с увеличением размеров фрезы увеличивается и нагрузка на фрезер. С другой стороны, если взять тонкую фрезу и попытаться выполнить ею глубокий заход, то она может легко сломаться в районе шейки.
ВНИМАНИЕ.
Чтобы этого не происходило, глубину фрезерования за один проход следует выбирать из расчета 1/3 от диаметра фрезы. Именно этим правилом руководствуются настоящие мастера.
Как настраивать фрезер для работы с фрезами различных диаметров
Если речь идет о тонкой фрезе, то следует использовать головку точной настройки, о которой мы писали выше.
Если используются фрезы большого диаметра более 10 мм, то можно пользоваться револьверным упором. Как же это делается? Рассмотрим это на конкретном примере. Допустим, диаметр используемой фрезы составляет 16 мм, а итоговая глубина фрезерования должна составить 14 мм. Производятся следующие операции:
- Фрезер выставляем на нулевую отметку.
- Опускаем штифт до касания с револьверным упором.
- Выставляем какую-то целую величину.
- Если имеется небольшой люфт над упором, то следует немного поджать с помощью винта тонкой настройки и зафиксировать.
- Разблокируем шкалу грубой настройки и поднимаем ее на 14 мм.
Таким образом, зазор между штифтом и револьверным упором увеличивается на нужные нам 14 мм. И если мы опустим фрезер, то фреза выступить за пределы его подошвы на 14 мм.

Вполне понятно, что такую большую величину профрезеровать за один проход невозможно. Поэтому следует воспользоваться возможностями револьверного упора, который позволяет регулировать глубину погружения с шагом 3 мм. На упоре имеются ступеньки, которые дают возможность постепенно, проход за проходом, выставлять все большую глубину погружения. Дополнительной точности можно добиться, используя винт точной подстройки.

ВНИМАНИЕ.
Если вы хотите побольше узнать об инструментах для работы по дереву и о поделках, выполняемых с их помощью, обязательно ознакомьтесь с материалом по этой ссылке.
Фрезер во время работы уводит в сторону. Это следует учитывать
В ходе фрезерования фрезер немного утягивает в сторону. Почему? Дело в том, что фреза всегда вращается по часовой стрелке. Во время реза ее режущие кромки оказывают воздействие на материал. А тот, в свою очередь, оказывает противодействие и отталкивает фрезу вместе с фрезером в противоположную сторону.
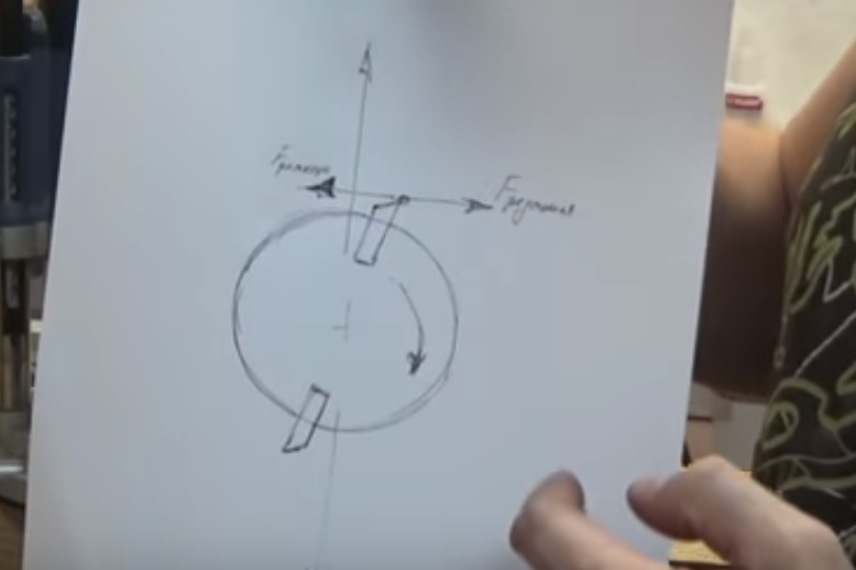
Данный нюанс следует учитывать при работе с фрезером. Особенно важно это принимать во внимание при работе с параллельным упором. Поскольку фрезер будет тянуть или к кромке детали, или удалять от нее. Это зависит от направления движения инструмента.
Физических сил для удержания фрезера и придания ему правильного направления движения никогда не хватает. Поэтому-то для выполнения прямых резов следует пользоваться параллельным упором.
Как использовать фрезер с параллельным упором
Установив параллельный упор, попробуем выполнить фрезерование на и от себя, установив параллельный упор на левую кромку обрабатываемой детали.
Фрезеруя от себя, можно заметить, что при всех стараниях, фрезер будет уходить влево. При фрезеровании на себя линия получится идеально ровной даже без приложения особых усилий. Почему? Да потому, что в последнем случае фреза утягивает фрезер вправо, чему противостоит параллельный упор. В итоге движение получается прямолинейным.
Чтобы выставить на параллельном упоре то расстояние от кромки детали, на котором будет производиться фрезерование, необходимо сделать следующее:

- Ослабить винты, фиксирующие направляющие параллельного упора в подошве фрезера.
- На детали нанести карандашом контрольную отметку, отображающую величину отступа от края.
- Установить фрезер на деталь так, чтобы фреза своим режущим выступом находилась строго на нанесенной линии.
- Задвинуть параллельный упор на необходимую величину и закрепить его направляющие.
Чтобы фрезерование с параллельным упором было прямолинейным, нужно помнить следующее:
- если упор находится слева от вас, то фрезер во время работы следует тащить к себе;
- если упор находится справа от вас, то фрезер во время работы следует толкать от себя.
Я вкладываю в написанные мной материалы всю свою душу и все свои знания в надежде, что это будет полезно посетителям нашего сайта. Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.

Читайте также: