Форма для металла своими руками
Добавил пользователь Дмитрий К. Обновлено: 02.09.2024
Для изготовления пчелиных домиков умельцы используют разные материалы: пенополистирол, пенопласт и фанеру. У каждого из этих материалов есть свои плюсы и минусы.
Пенополистирол
Преимущества у пенополистирольных конструкций для пчёл есть.

- К ним относятся:
- одинаковые габариты корпусов, что является неоспоримым плюсом при необходимости заменить одну деталь на другую;
- лёгкость и прочность конструкции;
- влагоустойчивость;
- отсутствие фактора гниения;
- хорошая защищённость от морозов и ветра;
- экономичность эксплуатации.
- Из недостатков можно отметить:
- минимальную возможность очистить конструкцию от прополиса;
- скопление влаги на дне;
- сложность проведения дезинфекции.
Пенопласт
Пенопластовые конструкции самые дешёвые, и именно из-за относительной дешевизны привлекают пчеловодов. Всё потому, что ульи, сделанные из пенопласта долговечны, легко перемещаются с места на место.
Знаете ли вы? Чтобы получить 1 ст. л. мёда, 400 пчёл должны работать целый день. 200 тружениц должны собрать цветочную пыльцу, а другие 200
—
принять и обработать нектар.
Фанера
Доступность материала позволяет изготавливать ульи из фанеры. Прочность и экологичность — основные преимущества для изготовления пчелиных домиков. Однако долговечность у таких конструкций низкая — до 8 лет.

Из какого материала изготавливать улья для своих пчелосемей, решать каждому самостоятельно. Важно оценивать свои возможности как материальные, так и мастеровые. На самом деле есть люди, которые любят делать что-то своими руками, при этом, не обращая внимания на затраты, а есть те, кому проще заплатить и получить готовое изделие и сразу приступить к любимому делу.
Виды пресс-форм
В зависимости от предназначения пресс-формы делят на:
- Для массового производства. Такие формы изготавливают из очень прочных металлов, в связи, с чем долгое время сохраняют свои свойства при массовом производстве. Стоят они достаточно дорого. Металлические формы пригодны для осуществления литья под большим давлением.
- Для мелкосерийного производства. Если пресс-форму планируется использовать для мелкосерийного производства, то материалом для ее изготовления может быть силикон, дерево, полиуретан, пластик, алюминий, акрил и др. Все зависит от вида изделия, для производства которого будем использована форма.
В зависимости от материала, из которого будут отливаться изделия различают такие виды пресс-форм: пресс-формы для литья стекла, пластмасс, металлов, резины, полимеров, силиконовые формы.

Этапы создания пресс-формы
1 этап – построение 3d модели изделия на базе таких графических продуктов как 3DMAX, ProEngineering, SolidWork. 2 этап – 3д визуализация – создание 3д-рендера для согласования формы, материала, цвета будущего продукта; 3 этап – изготовление прототипа – создание 3d модели изделия для внесения окончательных исправлений в пресс-форму; 4 этап – производство пресс формы, путем печати на 3д-принтере, 3д фрезерования или гравировки; 5 этап – корректировка изготовленной формы при помощи фрезерного станка с ЧПУ. 6 этап – серийное производство изделий и контроль качества созданной пресс-формы.
Расчёт себестоимости и оборудование
Расчёты, представленные ниже, это лишь средние показатели. Возможны некоторые отступления в цене, качестве материалов, технологии производства. Затраты на производство ППУ ульев рассчитать не составит труда.
Расчёт для изготовления крышки пчелиного домика из пенополиуретана
Размеры:
- длина — 450 мм;
- ширина — 540 мм;
- толщина —70 мм.
Общий V необходимого ППУ с плотностью 60 кг/ м? — 0,01701 м?. Общая масса пенополиуретановых составляющих: m = p x V = 60 x 0,01701 = 1,0206 кг.
Любой технологический процесс сопровождается потерями. В процентном соотношении это примерно от 10 до 20% от показателей сметы. Нужно понимать, что риск выбраковки тоже существует.
- Причиной может стать:
- низкий разогрев пресс-формы;
- не отвечающее требованиям количество залитого материала;
- переизбыток залитого материала.

Общий вес улья для пчёл из ППУ не больше 7 кг.
Расчёт количества необходимых деталей для изготовления пчелиных домиков с толщиной стенки 40 мм:
- крышка: длина 540 мм, ширина 450 мм, высота 70 мм, вес (p=60 кг/м?) — 1100 г, вес (p=100 кг/ м?) — 1320 г;
- основание (дно): длина 560 мм, ширина 450 мм, высота 105 мм, вес (p=60 кг/м?) — 1400 г, вес (p=100 кг/ м?) — 612 г;
- корпус (на рамку 300): длина 540 мм, ширина 450 мм, высота 300 мм, вес (p=60 кг/м?) — 2800 г, вес (p=100 кг/ м?) — 1944 г;
- корпус (на рамку 230): длина 540 мм, ширина 450 мм, высота 230 мм, вес (p=60 кг/м?) — 2100 г, вес (p=100 кг/ м?) — 1636 г;
- магазин (на рамку 155): длина 540 мм, ширина 450 мм, высота 155 мм, вес (p=60 кг/м?) — 1400 г, вес (p=100 кг/ м?) — 1080 г.
Ульи из пенополиуретана: особенности, как сделать своими руками
Для вычисления точных данных себестоимости, рекомендуется ознакомиться с прайсом компаний и прибегнуть к услугам грамотного сметчика.
Какое понадобится оборудование для заливки ППУ, зависит от формы для изготовления ульев из этого материала. От производительности заливочной машины зависит объём, выпускаемой продукции.
Используют:
Преимущества применения пресс-форм
К основным преимуществам использования пресс-форм относится:
- Безотходность производства. Отходы расходного материала сводятся к нулю. При производстве изделий с применением форм, в нее аккуратно заливается материал изделия, заполняющий форму. По окончанию процесса полимеризации из пресс-формы уже извлекается готовое изделие.
- Высокая производительность. Процесс изготовления нового изделия занимает значительно меньше времени, чем традиционная обработка материалов при помощи шлифовального и режущего инструментов.
- Не нужность обрабатывающего оборудования. Готовые изделия, полученные при помощи пресс-форм, не нуждаются в постобработки поверхности, краев и граней.

Главные недостатки производства и применения пресс форм – это высокая стоимость изготовления формы и длительное время ее создания. Эти недостатки часто ставят под сомнение целесообразность использования пресс форм при производстве небольших партий продукции. Однако для массового производства специфических и сложных деталей, где главный фактор производства — время, пресс-формы просто незаменимы.
Компания KLONA – это проектирование пресс форм и изготовление пресс форм в Харькове, налаживает ваше мелкосерийное производство. Наши специалисты подберут для вас максимально выгодный вариант реализации проекта, не зависимо от того что это создание единичного экземпляра или же производство целой партии продукции.
Домашнее литье пластика
Домашнее литье пластика своими руками – это разновидность промышленного варианта изготовления пластиковых изделий. Оно позволяет изготавливать любые не очень крупные изделия. Например, такие как:
- различные колпачки и крышки;
- корпуса;
- игрушки;
- кубики;
- посуду;
- сувениры.
Оборудование для мелкосерийного литья

Мелкосерийное литье не требует приобретения дорогостоящего оборудования. Для небольшой мастерской вполне будет достаточно приобрести следующее:
- Настольный ручной станок для литья пластмасс.
- Формообразующая деталь пресс-формы.
- Силикон для форм.
- Двухкомпонентный пластик.
Настольный аппарат для литья – это разновидность литейного оборудования, использующаяся для мелкосерийного производства. Свою работу он может осуществлять как при помощи одноместных, так и многоместных форм. Для установки такого станка вполне достаточно обычного рабочего стола небольшой площади, главное, чтобы он был устойчивым.
В настоящий момент существуют модификации станков с электромеханическим приводом. Они более надежны и просты в обслуживании. Некоторые из продвинутых моделей таких агрегатов даже оснащаются автоматическим узлом смыкания. Ручной аппарат для литья позволяет изготавливать в час в среднем от 10 до 15 изделий.
Самостоятельное изготовление пресс-форм из силикона
Формы для литья пластмасс в домашних условиях можно изготовить самостоятельно. Для этого сначала придется подготовить модель образец. Ее изготовление можно заказать у владельца 3D-принтера.
Далее действуем следующим образом:
- При помощи широкой кисточки аккуратно обмазываем образец тонким слоем силикона.
- Помещаем его в заранее приготовленную опалубку.
- Заполняем силиконом весь объем опалубки.
- Ждем 7-8 часов до полного застывания силикона.
- Делаем разрезную форму.
Ваша первая форма готова теперь можно начинать ручное литье.
Основные виды силиконов для изготовления пресс-форм

Силиконов для изготовления пресс-форм существует достаточно много, ниже рассмотрены наиболее распространенные из них:
Читать также: Конденсатор для электродвигателя стиральной машины
Основные характеристики двухкомпонентных пластиков
Жидкие двухкомпонентные пластики довольно широко используются при мелкосерийном литье. Марок таких полимеров довольно много. Их основное отличие состоит в плотности и твердости готовой продукции. Также в зависимости от добавок они могут иметь различную фактуру и цвет. После смешивания компонентов, входящих в состав полимера, начинается ускоренный процесс застывания или по-другому полимеризации, который длится обычно не более 10 минут.
Использование жидких пластиков позволяет воплощать в жизнь самые различные дизайнерские решения. Также такие полимеры очень часто применяются для создания прототипов и моделей при конструкторских разработках.
Изделия из жидкой пластмассы ни в чем не уступают аналогам промышленного производства. Они такие же прочные, красивые и долговечные. К тому же рынок жидких полимеров постоянно расширяется и улучшается, что дает возможность приобретать все более совершенствованные образцы.
Технология литья в силиконовые формы
Для силиконовых форм потребуется также приобрести специальный жидкий пластик для литья. Он не требует предварительного разогрева и отлично застывает при комнатной температуре. Литье пластика в силиконовые формы выглядит следующим образом:
- Форма для литья тщательно очищается от пыли и прочих загрязнений.
- Обе половинки формы прочно закрепляются при помощи резинок, скотча или любых других подручных материалов.
- В емкости разводится двухкомпонентный пластик для литья. Обе его составляющих следует размешивать очень тщательно. Действовать при этом нужно как можно быстрее. Уже через несколько минут пластик начинает схватываться. На этом этапе для придания определенного цвета в состав добавляется краситель.
- Тщательно перемешанная смесь тонкой струйкой заливается в форму. Она обязательно должна заполнить даже канал для литья. После процесса дегазации объем материала несколько уменьшится.
- Дождаться отверждения изделия. Обычно на это уходит не более 10-15 минут.
Литьевой пластик позволяет создавать своими руками небольшое количество оригинальной авторской продукции.
Технология литья с использованием ручного станка
Методы литья с использованием ручного станка чем-то похожи на производственные. Сам процесс выглядит следующим образом:
- Установка на станок литьевой насадки.
- Нанесение на поверхность формы слоя силикона.
- Установка формы на агрегат.
- Загрузка сырья в бункер.
- Размешивание и нагрев полимеров при помощи шнека.
- Литье.
- Охлаждение.
- Разборка формы и извлечение готового изделия.
Настольный пресс для литья идеально подходит для условий малого производства. Он отличается высокой универсальностью. Литье изделий он может осуществлять практически из любых видов полимеров. Для повышения производительности пресс для литья пластмассы следует оснащать сразу несколькими аналогичными формами. Это позволяет организовать практически бесперебойный процесс производства.
Также дополнительно готовые изделия могут скрепляться между собой при помощи специального сварочного экструдера. Это позволяет значительно расширить литьевой бизнес за счет выпуска более сложных изделий.
Крупнейшая независимая площадка для обсуждения вопросов производства и переработки пластмасс и эластомеров различными способами. Рекомендации ведущих специалистов.
Литье по выплавляемым моделям (ЛВМ) – это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.

Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун; ;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна – вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
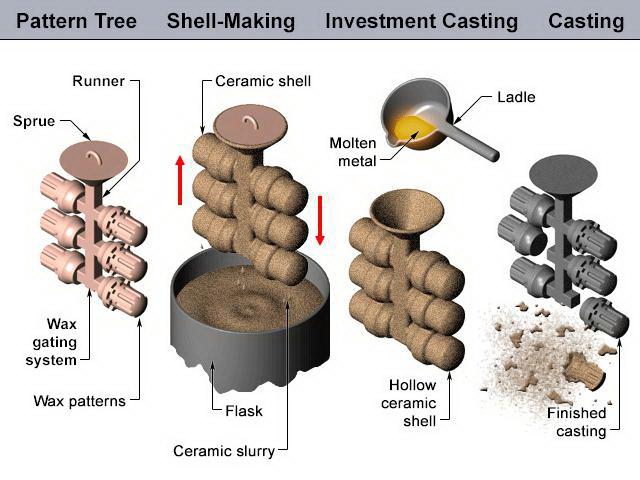
Литье в керамические формы
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики. Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Литье в формы из ХТС
Во многих случаях при изготовлении поделок на дому к отливкам сложной конфигурации не предъявляется требование низкой шероховатости, а для ряда художественных отливок поверхность с равномерной шероховатостью не только допустима, но является дизайнерским решением. В этом случае целесообразно применять литье по выплавляемым моделям.
Технология, разработанная для изделий, не требующих гладких поверхностей, достаточно проста. Такую поверхность можно получить литьем в формы из холодно-твердеющих смесей (ХТС). Этот процесс значительно проще, дешевле и экологически чище.
Однако данный метод литья по выплавляемым моделям не позволяет получать сложные отливки с использованием выплавляемых моделей. Это объясняется тем, что при вытопке фигур значительная часть модельного состава остается в полости формы и может быть удалена только прокалкой. Прокалка, то есть нагрев до температуры воспламенения, модельного состава приводит к деструкции смоляного связующего вещества ХТС. При заливке металла в форму с остатками модельного состава происходит их сгорание, приводящее к выбросам металла из формы.
Использование жидкостекольных смесей
Нивелировать недостатки ХТС-технологии при изготовлении некоторых типов отливок позволяет литье по выплавляемым моделям в жидкостекольные смеси с жидким катализатором (ЖСС ЖК). Эти смеси с содержанием жидкого стекла в количестве 3-3,5 % и катализатора около 0,3 % от массы песчаной основы начали применяться за рубежом в начале 80-х и используются до сих пор. По данным исследований, эти смеси в отличие от ЖСС первого поколения отличаются экологической чистотой, хорошей выбиваемостью и незначительным пригаром на отливках.
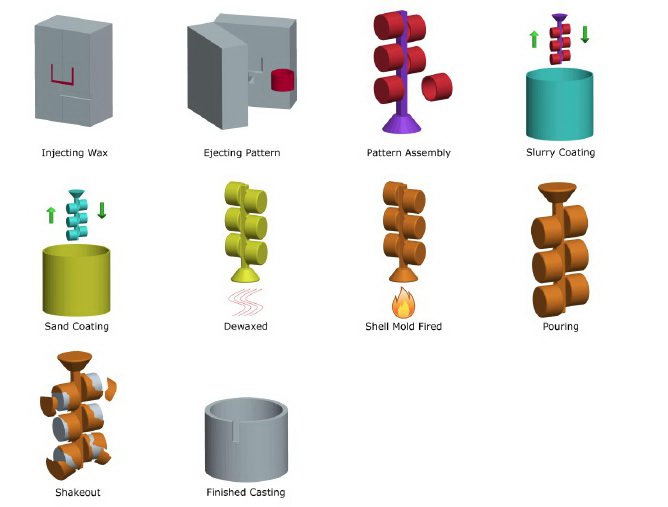
Литье по выплавляемым моделям: технология
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Недостатки ЛВМ
Несмотря на удобство, универсальность и достойное качество изделий, не всегда целесообразно применять литье по выплавляемым моделям. Недостатки главным образом связаны со следующими факторами:
- Длительностью и сложностью техпроцесса производства отливок.
- Завышенной стоимостью формовочного материала.
- Большой нагрузкой на экологию.

Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.
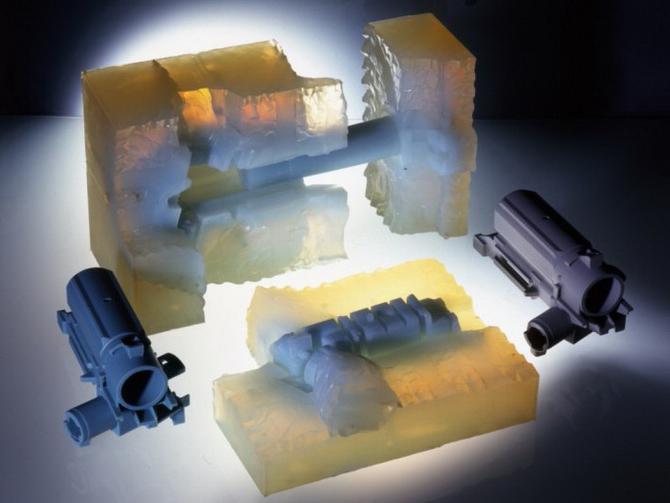
Второй этап: заливка силиконом
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки – силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача – сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.
Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
Финальный этап
Когда смесь уплотнится, остается выплавить воск и залить в освободившееся пространство металл. Процесс литья по выплавляемым моделям в домашних условиях лучше осуществлять с использованием сплавов, плавящихся при относительно невысоких температурах. Отлично подойдет литейный силумин (кремний + алюминий). Материал износостойкий и твердый, однако отличается хрупкостью.
После заливки расплавленного силумина ждем, когда он застынет. Затем извлекаем изделие из окопки, удаляем литник и очищаем от остатков формовочной смеси. Перед нами – практически готовая деталь (игрушка, сувенир). Дополнительно ее можно отшлифовать и отполировать. Если в канавках намертво застряли остатки литейного производства, их нужно удалить бормашиной или другим инструментом.
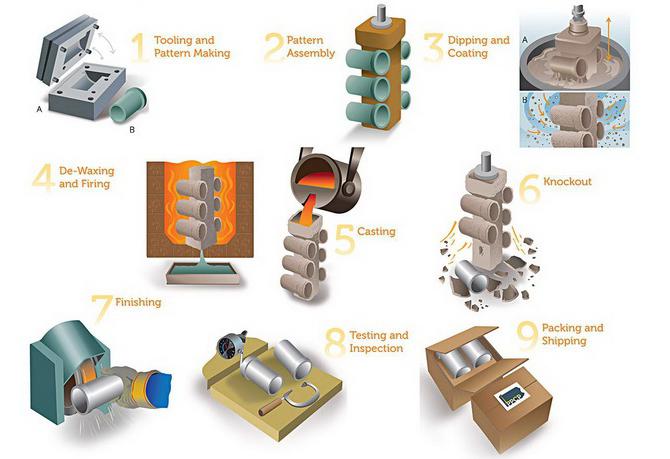
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Изготовление керамической пресс-формы
Литье
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ?C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) – 4-5 часов.
Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Вывод
Метод ЛВМ получил широчайшее распространение. Его применяют для получения сложных деталей в машиностроении, при производстве оружия, сантехники, сувенирной продукции. Для изготовления украшений из драгоценных металлов используют ювелирное литье по выплавляемым моделям.
Этот мастер-класс для тех, кто хочет снять форму с модели, но не знает, как.
Для работы вам понадобится:
- мастер модель, с которой будет сниматься форма;
- пластилин скульптурный или глина для лепки (я использую глину);
- инструменты для моделирования, можно один;
- гипс или алебастр около 2-х кг.;
- стакан или посуда для смешивания гипса с водой;
- палка или шпатель для размешивания гипса;
- бортики для создания ящика (у меня из плитки);
- скалка или валик для разравнивания поверхности из глины;
- нож канцелярский со сменными лезвиями;
- ложка для засыпания гипса;
- мыльный раствор;
- кисть мягкая среднего размера для мыла;
- вода;
- линейка-угол.

Начнем с разметки размера формы. Я на кафельной плитке нарисовала ровный прямоугольник гелевой ручкой, можно маркером, с углами по 90 градусов. Сверху на плитку положила плотную полиэтиленовую пленку, чтобы контур не стерся. По контуру заполнила глиной. Для выравнивания поверхности использовала скалку. Углы выравнивала с помощью угольника. Высота глины должна быть по высоте модели до метки которая будет погружаться в глину, можно больше. Вот, что у меня получилось на этом этапе.

Далее важно выравнивать стороны глиненного куска под углам 90 градусов. Это нужно для того, чтобы бортики встали ровно под углом 90 градусов. Прикладывая модель на поверхность из глины, обводим по контуру модели на поверхности глины. Убираем модель и удаляем лишнюю глину в центре по разметке.

С помощью угла выравниваем углы, стави бортики.

Замуровываем на модель по разметке на модели.


Стави бортики под углом 90 градусов. Все щели с низу и с боко замазываем глиной. Перед заливкой гипса ВАЖНО! намазать всю поверхность смазкой (использую мыльный раствор — лучший разделитель). Заливаем гипсом выше 2-х см высшей точки модели.

После затвердевания первой части около часа, убираем бортики, обрабатываем первую часть с помощью ножа, выравниваем поверхность. Инструментом для моделирования прорезаем замки в форме.

Теперь можно начать делать вторую часть. Делаем бортик из глины. Можно использовать только три бортика из керамики. Ставим бортики с трех сторон. Облепляе глиной все щели. Обязательно нужно слепить литник, куда будет заливаться раствор для отливки.


Смазываем разделителем и заливаем гипс. У моей модели в шее вставлен шарик из гипса с отверстием для отливки. В нем заранее сделаны замки, чтобы он не смещался в форме. Шарик сделан по форме подходящего шара.

После затвердевания также все убираем бортики и глину. Орабатываем вторую часть также, как первую.

Таким же методом делаем третью, последнюю часть.


Все части обрабатыват ножом, срезая грани. Вот, в принципе, и все.


Если вам понравился мастер-класс или вы интересуетесь моим творчеством добавляйтесь в ленте новостей.
Здравствуйте дамы и господа, сегодня поговорим про ювелирное литье в домашних условиях. К вашему вниманию представлена демонстрация процесса обращения восковой модели изделия в металл. Я расскажу про изготовление двух колец, одно из серебра, а другое из золота.

Нам понадобятся:
- Модельный воск.
- Огнеупорный гипс.
- Силикон.
- Трубки разных диаметров.
- Резцы по воску (несколько ножичков).
- Паяльник.
- Газовая горелка.
- Проволока диаметром около 1,5 мм.
- Борная кислота.
- Лимонная кислота.
- Титановая спица.
Восковая модель
Итак, все начинается с изготовления модели будущего изделия. Для этого используется твердый ювелирный воск. Рекомендую использовать красный, так как на нем лучше всего видно мелкие детали на модели. Я пытался заменить его на обычный воск, парафин, даже на термоклей, и еще не понятно что. Так вот все это ерунда, купите ювелирный воск, поскольку для нормальной работы пригоден только он! Я приобрел небольшое количество с Китая лишь на несколько отливок.

Для изготовления кольца необходимо найти трубку подходящего диаметра. Обматываете нитку или полоску бумаги вокруг пальца и определяете длину окружности. Для этого предлагаю таблицу размеров колец.



А теперь идет процесс резьбы по воску и формирования будущего изделия. Для этого я использовал маленькие тонкие ножички и надфили. В целом, весь процесс можно охарактеризовать так: снимаем и отсекаем все лишнее. Воск нельзя срезать, его необходимо как бы скаблить лезвием и надфилем.




После того, как восковка готова ее можно продублировать неограниченное количество раз с помощью силиконовой формы. Этим же методом можно копировать уже готовые кольца. Для Этого восковку, ну либо какое то кольцо, не снимая с трубки, ставим в опалубку из пластилина и заливаем литьевым силиконом. Ага, литьевым, ну тут можно сколхозить и использовать силиконовый герметик.


Когда силикон застынет из него можно вытащить трубку и восковку, далее разрезаем форму с боку. Теперь в нее можно все тем же паяльником вплавлять куски воска и получать точные копии. Это очень удобно, даже если делаете единичное изделие, стоит сделать силиконовую форму, особенно если восковка сложная к повторению. Лично я смог нормально отлить модель только раза с четвертого.

Гипсовая форма
Теперь к восковке прикрепляем литники – проволоку диаметром около 1,5 мм, но не более, позже поймете почему. Для этого можно добавить немного воска в месте крепления литника, а также нагреть проволоку и вставить в кольцо. Далее модель закрепляем на полусфере из пластилина. Литники не стоит делать слишком длинным и тонкими. Также для правильного литья металла необходимо соединить литники между собой все тем же воском. Также в одну гипсовую форму можно поместить две модели.


Теперь гипс. Для этих целей используется специальный огнеупорный гипс с примесью кварцевой муки. Снова колхозим и используем обычный. Если у вас нет цели стать профессиональным ювелиром, и хочется просто отлить одну две модели, то можно время от времени немного отходить от технологии.
Восковку промываем настойкой на спирту из аптеки, мыльной водой и обычной водой.

Также берем трубу диаметром около 4-5 см, ей накрываем восковку и заливаем гипс. Звучит просто, но гипс необходимо замешивать по пропорции; он быстро застывает (5-15 минут), поэтому перемешиваем тоже быстро; и самое главное из него необходимо удалить все пузыри воздуха. Для этого необходим вибростол, желательно с вакуумной камерой. В целом, такой несложно сделать, но оно нам надо разве?

Восковку можно обмазать гипсом кистью, а потом залить в трубе, но тут теряется прочность. Я этого не делаю, и отдаю предпочтение прочности гипсовой формы.

Когда гипс застыл, вытаскиваем пластилин и литники; нужно избавиться от воска. Можно при помощи водяной бани, что правильно, и воск можно собрать и использовать снова. Но я это пропускаю. Так как, в любом случае, гипсовую форму необходимо прокалить, чтобы удалить всю влагу. Я для этого использовал печь на даче. И калил около 2 или 3 часов, все равно ведь топлю, когда там нахожусь. Опять шаг в сторону от профессиональной технологии, но работает, и воск весь выгорает.

Литье

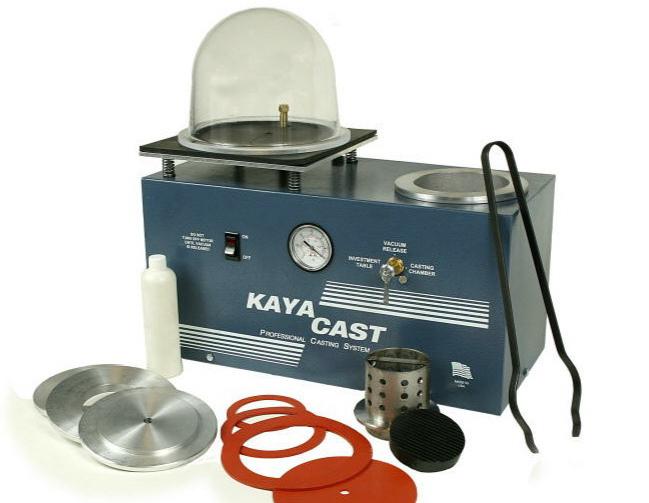
Сначала подготовимся. В чашку кладем обычную туалетную бумагу и смачиваем ее так, чтобы при нажатии пальцами вода уже свободно не текла, но все равно дно должно быть довольно влажным. А титановая спица нужна, чтобы перемешивать расплавленный метал, который не будет окисляться, разве, что только титаном. Начинаем с того, что прогреваем опоку горелкой.
Для литья используется серебряный лом, я переплавил оборванные цепочки. Закидываем их в ту полусферу и начинаем греть горелкой. Когда метал начинает краснеть, засыпаем немного борной кислоты, это флюс, который не дают серебру окисляться, оно вообще не любит кислород в расплавленном состоянии. Серебро сплавляется в каплю и за счет поверхностного натяжения не стекает в литники. Когда максимально прогрели серебро, накрываем опоку чашкой и прижимаем. Вода из туалетной бумаги закипает и вдавливает метал в литники. После достаем изделие.


Обработка и полировка
Откусываем или спиливаем литники и нагреваем изделие до красна и опускаем в раствор лимонной кислоты, чтобы снять остаточное напряжение. И кипятим этот раствор. Кипящая лимонная кислота работает как настоящая кислота и разъедает весь шлак.
Теперь заготовку можно обрабатывать наждачной бумагой. Начинаем с грубой 600 и движемся в сторону увеличения зерна, я дохожу до 2500. А после полируем пастой ГОИ.


На этом все, так можно отливать любые ювелирные украшения. В статье я уделил больше внимания воску и литью, и лишь кратко рассказал об обработке, так как в этом ничего сложного и хитрого нет.

Читайте также: