Электродуговая пайка своими руками
Добавил пользователь Валентин П. Обновлено: 05.10.2024
В последнее время область применения электроконтактного нагрева, наряду со сваркой металлов значительно расширилась. Он стал широко применяться в различных технологических процессах: при нагреве деталей под закалку, при обработке металлов давлением, при резании металлов, при нагреве деталей под пайку.
При пайке процесс электроконтактного нагрева состоит в том, что электрический ток низкого напряжения (от 4 до 12 в), но сравнительно большой силы (2000—3000 а), пропускают через графитовые электроды и за короткое время нагревают их до высокой температуры. Нагрев деталей, соединяемых пайкой, осуществляется за счет теплопроводности от нагретых графитовых электродов, а также тепла, выделяемого током при его прохождении в самих деталях. Здесь различают две принципиально отличные схемы, носящие название косвенного и прямого электроконтактного нагрева, которые показаны на рис. 44.
В случае косвенного нагрева (рис. 44, а) электрический ток, прохождение которого условно обозначено стрелками, течет лишь по электроду 1 и нагревает его, а детали 3 и 4 нагреваются исключительно за счет теплопроводности от электрода 1.
Для схемы прямого нагрева (рис. 44, б) характерно то, что нагреваемые детали 3 и 4 непосредственно включены в электрическую цепь и по ним протекает ток. Детали нагреваются за счет теплопроводности от графитового электрода I и за счет тепла, выделяемого проходящим электрическим током в толще основного металла деталей.
Расход электроэнергии и время прямого нагрева примерно в два раза меньше, чем в случае косвенного нагрева.
От нагрева газовыми горелками и ТВЧ пайку с электрокон — тактным нагревом отличает ряд преимуществ: отсутствие слепящего пламени с дутьем, простота и компактность оборудования, отсутствие высоких напряжений и высокий к. п. д. установок, так как электрическая энергия расходуется лишь в момент пайки.
Кроме пайки режущего инструмента твердыми припоями, электроконтактный нагрев начинает успешно применяться при мягкой и твердой пайке деталей из цветных и черных металлов в производстве электро — и радиотехнической аппаратуры.
Большие возможности регулирования и выбора электрических режимов нагрева, а также отсутствие открытого огня обеспечивают легкую концентрацию тепла лишь в зоне пайки. Это создает благоприятные условия при сборке сложных блоков при-

Рис. 44. Схемы установок для пайки с электроконтактным нагревом:
1 — графитовый электрод; 2 — вторичная обмотка трансформатора; 3, 4 ~ фланец и труба, нагреваемые для пайки; ПС — переключатель ступеней напряжения; Тр — трансформатор; в — выключатель.
боров в случаях соединения выводов монтажных деталей в местах, трудно доступных для пайки. В таких условиях для работы используют специальные ручные клещи, губки которых имеют угольные электроды, обеспечивающие надежный контакт и удержание деталей в требуемом положении.
Электроконтактный нагрев является незаменимым при пайке теплостойких изделий припоями с температурой плавления выше 350° С, где уже нельзя использовать нагрев обычными электропаяльниками.
На рис. 45 показана схема электроконтактного нагрева при пайке припоем ПСр40 медных проводов со штырями в теплостойких штепсельных разъемах.
Для удобства соединения угольного электрода с контактирующим проводом вторичной обмотки понижающего трансформатора, а также для теплоизоляции при работе электродом вручную, вся эта система конструктивно оформлена в виде электроконтактного торцового паяльника, общий вид которого представлен на рис. 46.
Конструкция этого паяльника позволяет по мере обгорання рабочего носка угольного электрода выдвигать его из цанги, предварительно ослабив зажимную гайку. Длина выступающей части электрода из цанги паяльника не должна превышать 12—15 мм.

J расплавленный в фарфоро
вом тигле электропечи, и подают на место пайки до соприкосновения с нагретым штырем.
За счет теплопередачи от штыря нагревается припой, флюс расплавляется и про- флюсовывает место пайки. Затем расплавляется припой
и под действием капиллярных сил затекает в шов, после чего пруток припоя отводится, а ток выключается.
Следует отметить, что медленное освоение электроконтакт — ного нагрева для пайки на промышленных предприятиях вызвано отсутствием необходимого оборудования.
Недавно закончена работа по созданию промышленного типа установки для пайки латунных и алюминиевых труб с фланцами, а также ряда других деталей приборов (рис. 47).

Рис. 47. Установка для пайки с электроконтакт — ным нагревом.
Техническая характеристика установки
Мощность трансформатора……………………………………….. 16 кет
Напряжение питающей сети…………………………………….. 380 в
Число ступеней первичной обмотки трансформатора 4
Напряжение на электродах………………………………………. 6, 8, 10 и 12 в
Охлаждение электродов……………………………………………. водяное
Габаритные размеры. . . ………………………….. 1050X800X1600 мм
Конструкция этой установки запроектирована с учетом последовательной работы по схеме как прямого, так и косвенного нагрева. Достигается это за счет поворота головки вокруг вертикальной оси на 180° и соответствующего переключения одного из концов токопроводящей шины, а также заменой графитовых электродов.
Графитовые электроды, или как их называют нагревательные элементы, используемые в электроконтактной установке, изготовляют из графита марки ЭГ-0, ЭГ-2-7 или В.
Пайку мелких деталей выгодно производить партиями при косвенном нагреве, используя графитовые пластины с установочными местами для деталей (рис. 48).
Рис. 48. Одновременная панка партии деталей при косвенном электроконтактной нагреве.
1 — медный электрод; 2 — графитовая пластина; 3 — детали, соединяемые пайкой; 4 — припой в виде колец.
Технологические требования к конструкции деталей, подготовка и очистка их перед пайкой с электроконтактным нагревом остаются теми же, что и для других способов пайки.
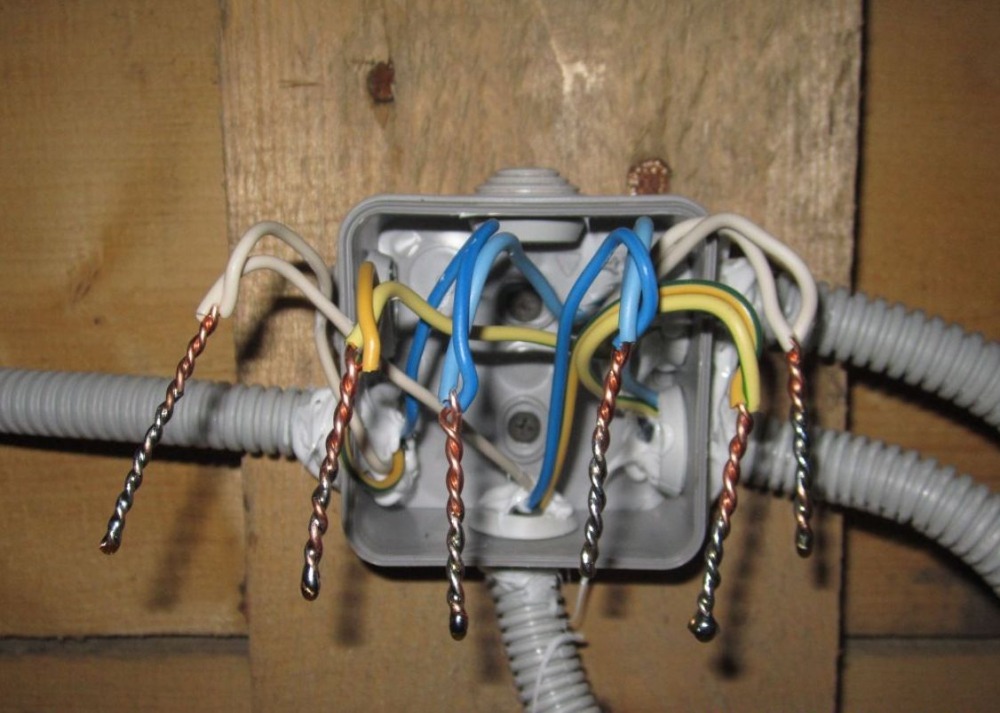
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.
Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов. Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников. Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры. Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.

При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока. С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
Что такое пайка
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
- Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников).

Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению.
Для различных материалов разработаны специальные флюсы. Используются даже кислоты.

Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
О технологии холодной сварки
Этот способ сварки предполагает применение так называемого агрессивного клея. Является более простым, по сравнению с предыдущим. Практически вся работа выполняется самостоятельно, без помощников.
- Трубы и фитинги надо подготовить так, словно нужно будет провести работу для армированных изделий из полипропилена. Предварительно на поверхность конструкции наносим метку, соответствующую верному расположению элементов.
- Клей наносится на детали, участвующие в процессе соединения. Их надо прижать друг к другу очень быстро и достаточно сильно. Муфта соединительная обрабатывается так же.
- В нужном положении фиксируем трубы своими руками буквально на пятнадцать секунд.
- Включать воду нужно спустя один час после окончания процесса. Пока не прошло указанное время система должна оставаться абсолютно неподвижной. Видео уроки, представленные на нашем сайте, добавят наглядности объяснениям.
Видео 5. Пайка ПВХ трубопровода с минимальным набором инструментов
Простой и быстрый монтаж труб ХПВХ!
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.

Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
Совет: прежде чем формировать кончик напильником, обязательно поработайте молотком. После уплотнения медного стержня он продержится дольше. Немного потерянного времени с лихвой компенсируется удобством работы.

Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.

Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.











Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.

С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.

Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
Сварка полипропиленовых труб на стене. Как надёжно закрепить паяльник для труб?
Затем на трубу наносят метку, которая ставится на глубину плавления, плюс 2 мм. Берем паяльник и устанавливают на него насадки подходящего размера.
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
Пайка полипропиленовых труб
Выбор флюса
Речь пойдет о пайке медных деталей. Для железа и алюминия существуют специальные кислотные составы, это тема отдельного материала.
На самом деле, это личное предпочтение каждого. Надо просто попробовать различные составы, и определить для себя лучший. Кому-то нравится паяльный жир (консистенция, как у солидола), некоторые любят жидкий флюс. Мы расскажем о традиционной канифоли.

Точнее — как правильно с ее помощью паять.
Этот флюс на основе сосновых смол, обладает отличными чистящими свойствами. Он обеспечивает механическую, и химическую очистку, кроме того, хорошо защищает поверхность от окисления при нагреве. Недостаток один: в чистом виде канифоль твердая. Это значит, что ее нельзя заранее нанести на соединяемые детали. Однако технология есть:
- коснувшись канифоли жалом паяльника, набираем на него припой;
- погружаем ножки детали или провод во флюс с помощью паяльника (он плавится), при этом поверхность покрывается тонким слоем припоя;
- аналогично наносим припой на место пайки;
- состыковываем залуженную деталь (провод) с местом пайки;
- касаемся паяльником флюса, затем набираем припой, снова макаем в канифоль;
- сразу же переносим жало в зону пайки.
Таким способом паяют детали уже многие десятилетия. При определенной сноровке, ограничений по выбору материалов для соединения нет. Именно такая методика идеально подходит для тренировок. Если вы ее освоите — остальные способы будут казаться еще проще.
Совет: для очистки поверхностей пайки, на которых есть слой окисла, подойдет обычный аптечный аспирин. Он содержит в себе ацетил салициловую кислоту. Его надо растереть в порошок, и нанести на контакты.
Подготовка инструмента к работе
Чтобы знать, как правильно пользоваться паяльником, нужно овладеть навыками подготовки инструмента к пайке. Первое, что необходимо выполнить после включения электропаяльника, — это залудить рабочий участок жала, который представляет собой цилиндрический стержень, изготовленный из медного сплава. Как правило, жало находится внутри нагревателя и фиксируется с помощью специального винта или других способов крепления, в зависимости от конструктивных особенностей паяльника.
Обработка жала
Первым делом необходимо обратить внимание на качество рабочей части жала. Тот конец жала, который обычно используется для паяния, необходимо подготовить к использованию. Форма может иметь вид лопатки или острозаточенной иглы, в зависимости от запланированного типа работы.
Чтобы подготовить рабочую поверхность жала, нужно выполнить следующие действия:

При помощи молотка оббить жало и придать ему форму лопатки (отвёртки). Можно использовать угловую заточку, которую лучше применять для пайки более массивных элементов. За счёт увеличения рабочей поверхности лучше передаётся тепло.
Для подготовки рабочей части жала применяют молоток, напильник или надфиль, наждачную бумагу, припой и флюс. После обработки элемента молотком ему необходимо придать нужную форму при помощи напильника или надфиля, а затем зашлифовать наждачной бумагой.
Способы лужения
Следующим важным моментом является лужение конца жала, предотвращающее его от быстрого износа и коррозии. Для лужения можно использовать флюсы или сосновую канифоль. Необходимо не допускать перегрева паяльника, так как это затрудняет выполнение лужения. При первом включении паяльника может появиться дым, причиной которого обычно оказываются вещества, использованные при изготовлении инструмента.
Для дальнейшей эксплуатации приспособления важно знать, что нужно для пайки паяльником. Прежде всего необходимо произвести лужение. Оно осуществляется двумя способами.
Согласно первому способу, для лужения нужно:
- разогреть жало до оптимальной температуры;
- погрузить его конец в канифоль;
- растирать припой концом жала до появления блеска.
Второй способ предусматривает следующие этапы:
- Нужно смочить ветошь раствором хлористого цинка и протереть ею жало.
- После этого необходимо равномерно растереть расплавленный припой по поверхности жала с помощью куска поваренной соли.
Для лужения также можно применять различные флюсы и паяльные жиры (паяльное сало). Чтобы провести пайку проводов паяльником, необходимо подготовить сам инструмент, припой флюсы или канифоль, вспомогательные приспособления (подставку для паяльника, пассатижи, кусачки, пинцет, губку для чистки жала).
Пайка с помощью жидких или пастообразных флюсов
Преимущество таких составов в том, что их можно предварительно нанести на точку соединения. То есть, флюс начинает работать еще до нагрева. При касании паяльником, происходит вторая ступень реакции, и жидкий флюс служит смазкой для растекания припоя.
Еще один плюс — пастообразный или жидкий очиститель увеличивает пятно контакта. Основная проблема пайки не плоских предметов — площадь передачи тепла от паяльника минимальна. Если место касания смочено флюсом — температура передается эффективнее.
Единственный недостаток: нет механического воздействия на поверхность.
Информация: некоторые профессионалы старой закалки растворяют сосновую канифоль спиртом или более жидким флюсом, и получается эффективный состав практически без недостатков.
Приобретаем необходимое оборудование
Видео 1. Процесс пайки ПВХ своими руками и какой нужен инструмент
Пайка полипропиленовых труб, технология, инструменты
Такую работу можно выполнить практически одному, без специального оборудования. Но минимальный инвентарь для процедуры нужен. Это:
- Паяльник, в комплекте к которому продаётся несколько насадок. Главное – чтоб было соответствие между насадками паяльника и диаметром трубопровода.
- Ножницы для резки. Главное – чтоб инструмент был заточен, тогда детали не будут деформироваться.
Каждое действие и решение должно быть выверенным. Технология пайки даёт до 15 лет бесперебойной эксплуатации системы, если сделать всё правильно.
Поэтому имеет смысл как следует разобраться в том, как правильно паять трубы ПВХ.
Видео 2. Пайка китайским паяльником ПВХ трубопровода
Паяльник для пластиковых труб/Пайка полипропиленовой труб.Такого вы ещё не видели)))
Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.

Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.

Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Особенности сварочного процесса
Есть некоторые нюансы, соблюдение и учёт которых поможет добиться максимального результата, вне зависимости от того, каким способом будете паять.
- Необходимо тщательно зачищать от грязи и пыли все места соединения.
- Стык надо будет обезжирить. Без этого паять невозможно.
- Трубы не нужно вводить внутрь конструкции до самого упора. Фитинговые стыки требуют тщательной подготовки. Соединительная муфта не исключение.
- Фаски снимаются всегда. Это нужно для того, чтоб труба плотно входила в фитинг без дополнительных усилий.
К самой пайке переходят тогда, когда завершены предварительные этапы подготовки. Спайку можно разделить на четыре этапа. Не важно, используется муфта соединительная, или нет.

- Нарезка.
- Прогревание.
- Соединение.
- Охлаждение.
Для нарезки используются специальные разновидности ножниц, предназначенные именно для этого. При применении правильного инструмента на трубах не появится деформаций в дальнейшем.
На нужный диаметр должен быть ориентирован и аппарат, который используется для пайки.
Обязательно использовать термоперчатки, чтобы защитить себя. Сварка труб ПВХ своими руками – не такой уж сложный процесс.
Как паять медью
Медь, никель или серебро, используют в качестве основы для специализированных припоев, которые не применяются в бытовой электронике. Медные припои имеют температуру плавления 800–900°C, поэтому работать с ними в относительно нежных печатных платах невозможно. С их помощью в электротехнике припаивают контактные площадки, основное применение — сборка медных труб. Состав выпускается в виде проволоки.

Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мастер сантехник поделится с читателями азами паяльного дела и базовыми навыками работы.
Как работает паяльник

Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- Для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- Для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- Заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки

Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
В набор необходимых инструментов входит:
- Напильники;
- Круглогубцы;
- Кусачки; ;
- Пинцеты;
- Наждачная бумага;
- Нож.
- Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь;
- Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости;
- Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли;
- Для нержавейки используется ортофосфорная кислота;
- Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка;
- Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником

Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов:
- При подаче припоя на детали с паяльника, на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку;
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника;
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества;
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
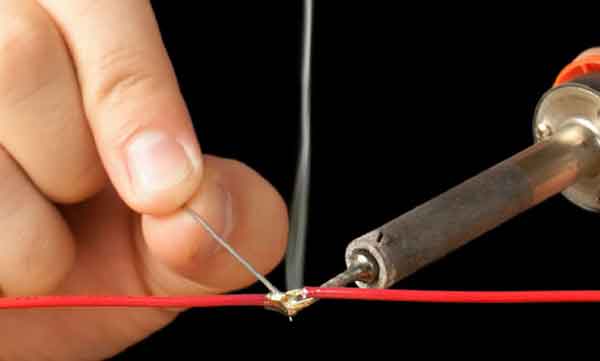
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- Провод опускается в ванночку с канифолью;
- Капля припоя с помощью паяльника распределяется по медным жилам;
- Чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- Залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой.

В сюжете - Вы узнаете о типах и уходе за разными типами паяльников, как залудить жало паяльника и как очистить его от следов припоя, канифоли и оксидов, как заточить жало паяльника и что с ним делать дальше

Читайте также: