Высаженная головка арматуры технология изготовления
Анкеровка арматуры балок в колонне
2yarrus77
Да много чего хорошего можно было сделать и не доводить дело до сомнительного решения! Если бы в данном случае это зависело от меня.
2sudakov
Умолял главспеца - выдай расчет без учета трещиностойкости, увы.
А насчет диаметров - не путайте:
Из ГОСТ Р 52544-2006 (для арматуры А500С)
[FONT="Times New Roman"] Б.4 Изготовление образцов сварных соединений
Б.4.1 Конструкции и размеры соединений для горячекатаного проката принимают такими же, как для арматуры класса A-III (А400) по ГОСТ 14098. Для термомеханически упрочненного проката конструкции и размеры соединений принимают такими же, как для арматуры A-III (A400) по ГОСТ 14098 за исключением длины скобы-накладки при ванно-шовной сварке (по типу С15-Рс по ГОСТ 14098), которая должна быть не менее (4dн + l1), где l1 - зазор между свариваемыми стержнями.
Б.4.2 Применяемые для изготовления сварных образцов из горячекатаного проката оборудование, сварочные материалы, параметры режимов сварки и особенности технологии сварки должны быть такими же, как при сварке арматуры класса A-III (A400) в соответствии с требованиями [1]. При сварке образцов из термомеханически упрочненной и холоднодеформированной стали технологические параметры также принимаются как для сварки арматуры класса A-III по [1], но со следующими изменениями:
- ручная дуговая сварка протяженными швами внахлестку (по типу С23-Рэ по ГОСТ 14098) осуществляется наложением швов «от краев в середину», при этом каждый последующий шов накладывается после полного остывания предыдущего; [/FONT]
Про диаметры - ни слова.
ЗЫ. Анкерующая пластина/шайба/ высаженная головка - один хрен главспец не согласился.
Высаженная головка
Для обеспечения равномерной передачи усилия от натянутого стержня на упоры форм и поддонов высаженные головки рекомендуется снабжать опорными шайбами или втулками с конусными отверстиями. В качестве опорных используют черные шайбы болтовых соединений. Резку стержней при подготовке к высадке головок производят с точностью по длине ±5 мм, при этом торцы стержня должны быть перпендикулярны к его оси. Перекос торцевой поверхности по отношению к оси стержня допускается не более величин, приведенных на рис. 27.
Расстояние между наружными гранями неподвижных контактов зажимов машин для высадки головок или наружной гранью неподвижного контактного зажима машины и упором на стеллаже устанавливать с помощью шаблона; стержни для высадки головок укладывать так, чтобы их концы выступали за торцы неподвижных контактных зажимов или матриц на величину 2,5 d, где d – номинальный диаметр стержня;
Во избежание искривления концов стержня перед высадкой головок торец стержня оплавить. Для этого высадочный электрод при включенном токе прижать к торцу стержня с небольшим усилием, которое затем плавно увеличивать;
Высадку головки при сжатии стержня производят при выключенном токе или путем импульсного нагрева при максимальном усилии обжатия;
Неостывшие головки предохранять от резкого охлаждения и соприкосновения с водой;
Читайте так же: Смазка для пластиковых формИзбегать пережогов в контактах машин. Для этого, при необходимости, концы стержней следует зачищать и периодически не реже чем три раза в смену чистить электроды. Форму поверхности контактов электродов следует принимать в соответствии с CH 393-78.
Готовые временные концевые анкеры в виде высаженных головок должны отвечать следующим требованиям; диаметр отверстий шайб может отличаться от наружного диаметра стержня не более чем на 2 мм, опорная поверхность высаженной головки должна быть перпендикулярна и симметрична относительно оси стержня. Ширина выступа должна равняться 0,4 d + 2 мм.
Для обеспечения требуемой точности предварительного напряжения арматуры при использовании инвентарных зажимов необходимо учитывать смещение губок зажимов относительно корпуса 5 (табл. I04).
Рекомендации Рекомендации по применению в железобетонных конструкциях эффективных видов стержневой арматуры
Печатаются по решению секции бетонных и железобетонных конструкций НТС НИИЖБ Госстроя СССР от 22 июня 1987 г .
Рекомендации по применению в железобетонных конструкциях эффективных видов стержневой арматуры . - М .: НИИЖБ Госстроя СССР , 1987. - с . 47.
Приведены практические рекомендации по приемке , сварке , заготовке и натяжению стержневой арматуры и основные положения по проектированию и применению в железобетонных конструкциях горячекатаной , термомеханически упрочненной и упрочненной вытяжкой стержневой арматурной стали эффективных видов .
Предназначены для инженеров - проектировщиков и ИТР предприятий строительной промышленности и строек . Табл . 17. , илл . 5.
Ордена Трудового Красного Знамени
научно - исследовательский институт
бетона и железобетона Госстроя СССР , 1987
1. ОБЩИЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
2. ПРЕДЛОЖЕНИЯ ПО ПРОЕКТИРОВАНИЮ
3. МАРКИРОВКА, ПРИЕМКА И КОНТРОЛЬ КАЧЕСТВА СТЕРЖНЕВОЙ АРМАТУРНОЙ СТАЛИ
4. ЗАГОТОВКА И НАТЯЖЕНИЕ
5. ТРЕБОВАНИЯ ПО СВАРКЕ
6. ПРИМЕНЕНИЕ АРМАТУРНОЙ СТАЛИ ВИНТОВОГО ПРОФИЛЯ
Основные положения и области применения
Данные для проектирования
Требования к производству работ по стыкованию стержней и устройству концевых и промежуточных анкеров
Контроль качества и правила приемки
7. УПРОЧНЕНИЕ ВЫТЯЖКОЙ АРМАТУРНОЙ СТАЛИ КЛАССА А-Ш
Общие положения и область применения
Технология упрочнения и контроль качества арматуры.
Сварка и заготовка арматуры
8. ПРИМЕНЕНИЕ В ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ ИМПОРТНЫХ АРМАТУРНЫХ СТАЛЕЙ
ПРЕДИСЛОВИЕ.
Стержневая арматурная сталь является наиболее массовым видом арматуры железобетонных конструкций. За время, прошедшее с выпуска предыдущих «Рекомендаций по применению новых видов стержневой арматуры в железобетонных конструкциях» (М.: НИИЖБ, 1981), накоплен значительный объем новых данных о свойствах, свариваемости и особенностях применения такой арматуры в железобетонных конструкциях. Данные об особенностях применения в железобетонных конструкциях основных видов стержневой арматурной стали, были включены в главу СНиП 2.03.01-84 «Бетонные и железобетонные конструкции» и в главу СНиП 2.03.11-85 «Защита строительных конструкций от коррозии».
Удалось на практике доказать возможность эффективного применения упрочненной вытяжкой стали класса А-Шв в качестве обычной ненапрягаемой арматуры железобетонных конструкций, и поэтому возникла необходимость дать соответствующие практические рекомендации.
Разработана и начинает внедряться новая система маркировки стержневой арматуры периодического профиля с обозначением класса стали непосредственно на поверхности стержней при прокатке.
Отдельно даются рекомендации по применению в железобетонных конструкциях арматуры винтового профиля, импортных сталей и ряда других материалов, вызывающих постоянный интерес строительных организаций.
Настоящие Рекомендации составлены в развитие положений СНиП 2.03.01-84 и СНиП 2.03.11-85, касающиеся арматуры, и будут способствовать распространению и широкому внедрению ее новых эффективных видов и прогрессивных методов изготовления и расчета железобетонных конструкций со стержневой арматурой.
При составлении Рекомендаций использованы результаты исследований физико-механических свойств, свариваемости и технологии арматурных работ, а также испытаний железобетонных конструкций, армированных эффективными видами стержневой арматуры, проведенных НИИЖБ, ЦНИИЧМ им. И.П. Бардина, Институтом черной металлургии (г. Днепропетровск), УкрНИИмет (г. Харьков), ЦНИИС Минтрансстроя, ВВДИ железобетоном Минстройматериалов СССР, НИСИ им. В.В. Куйбышева (г. Новосибирск), ХИСИ (г. Харьков), ДМетИ (г. Днепропетровск), АрмНИИСа (г. Ереван), предприятиями стройиндустрии Главмоспромстройматериалов (г. Москва), Минэнерго. СССР и Минюгстроя СССР, Минстроя УССР, Криворожским, Западно-Сибирским, Череповецким и Макеевским металлургическими комбинатами и другими организациями, обобщения практики проектирования, производства и применения железобетонных конструкций со стержневой арматурой эффективных видов.
Рекомендации разработаны НИИЖБ Госстроя СССР (доктора техн. наук профессора К.В. Михайлов, С.А. Мадатян, С.Н. Алексеев, Г.И. Бердичевский, кандидаты техн.наук А.М. Фридман, Б.П. Горячев, Г.М. Красовская, инженеры Л.А. Зборовский, Б.Н. Фридлянов, В.И. Петина, А.А. Мартынов, Р.В. Петросян, И.Н. Суриков, В.Д. Терин, З.К. Гришина), КГБ НИИЖБ (инженеры 0.И. Падин, Г.И. Исаев, Ю.Н. Алыбин) при участии ЦНИИС Минтрансстроя СССР (кандидаты техн.наук В.С. Гуменюк, В.З. Мешков), НИСИ (канд. техн. наук В.М. Митасов, инж. Д.А. Федоров) и ХИСИ (канд. техн. наук М.С. Токарев).
Общее редактирование осуществили д-р техн.наук, проф. С.А. Мадатян и инж. В.И: Петина.
С введением настоящих Рекомендаций утрачивает силу «Рекомендации по применению новых видов стержневой арматуры в железобетонных конструкциях» (М.: НИИЖБ, 1981), а также «Временные рекомендации по применению в железобетонных конструкциях импортных арматурных сталей» (М.: НИИЖБ, 1975).
При внедрении новых разработок НИИЖБ оказывает научно-техническую помощь на основе хозяйственных договоров и консультативную помощь с оплатой работ по гарантийным письмам.
1. ОБЩИЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящими Рекомендациями надлежит руководствоваться при проектировании и изготовлении железобетонных конструкций, армированных сталью классов и марок, перечисленных в табл. 1
Диаметр стержней, мм
Документы, регламентирующие технические требования к стали
ГОСТ 10884-61, ТУ 14-15-163-87, ТУ 14-231-35-86
20ГС, 20ГС2, 10ГС2, ООГ2С, 28С
20ХГ2Т, 20ХГ2Ц, 25Г2С, 27ГС 4) 28С, 35ГС 3)
ГОСТ 5781-82 ГОСТ 10884-81, ТУ 14-15-139-84 ТУ 14-15-156-86, ТУ 14-231-35-84
20ГС, 20ГС2 28С, 08Г2С 25С2Р 2)
ГОСТ 5781-62, ТУ I 4- I -4235-87
ГОСТ 10884 -81, ТУ 14-15-156-86
1. При производстве стержней мерных длин арматурной стали классов Ат-1УК, Ат-У, Ат-УК, Ат-У1 и Ат-УП остаются прутки немерных длин, которые в случае их применения в сварных арматурных каркасах и сетках, а также при стыковании сваркой, могут разупрочняться до уровня стали класса Ат-ШС (А-Ш). Поэтому такая арматура поставляется как сталь класса Ат-ШНС по ТУ 14-15-114-82.
2. Наряду с термомеханически упрочненной арматурной сталью класса Ат-УК марки 25С2Р допускается применять сталь тех же диаметров класса Ат-УК марки 35ГС (при содержании углерода в готовом прокате наиболее 0,35 %) с поверхностным индукционным отпуском (прежнее обозначение Атп-У) по ТУ 14-1-2525-78.
3. Сталь марки 35ГС с указанным выше ограничением по верхнему содержанию углерода по ТУ 14-231-35-86 допускается применять в термомеханически упрочненном состоянии как сталь класса Ат-1УС.
4. Сталь марки 27ГС класса Ат-1УС находится в стадии освоения и приводится как перспективная
Условный или физический предел текучести, s 0,2 ( s Т )
Временное сопротивление разрыв у s В
Относительное удлинение после разрыва
Угол изгиба в холодном состоянии (над чертой), диаметр оправки (под чертой)
Арматурная сталь класса
Ат-1УС, Ат-1УК, А-1У
* Значения S о даны с округлением до 5(0,5) Н/мм 2 (кгс/мм 2 ).
1.3. Положениями настоящих Рекомендаций надлежит также руководствоваться при упрочнении вытяжкой стали классов А-Ш и Ат-ШС (см. разд. 7), при проектировании и изготовлении железобетонных конструкций со стержневой арматурой винтового профиля (см. разд. 6) и с импортной арматурой, соответствующей по механическим свойствам стали классов А-1, А-П и А-Ш по ГОСТ 5781 -82 (см. разд. 8).
1.4. В качестве ненапрегаемой растянутой или сжатой в стадии эксплуатации арматуры следует преимущественно применять арматурную сталь класса Ат-1УС, а в качестве растянутой также - А-Шв. При этом рекомендуется унифицировать сечения рабочей арматуры классов с учетом их взаимозаменяемости без пересчета.
В тех случаях, когда применение стали классов Ат-1УС и экономически не оправдано, допускается применять в качестве ненапрягаемой арматуры наряду со сталью класса А-Ш и других указанных в пп. 2.19 и 2.22 СНиП 2.03.01 -84, арматурную сталь классов Ат-ШС, Ас-Ш и Ат-ШНС
1.5. В качестве ненапрягаемой арматуры обычных и предварительно напряженных железобетонных конструкций допускается, когда это оправдано экономически, применять стержневую арматурную сталь классов А-1У, Ат-Ш, Ат-У, А-У, А-У1, Ат-У1 и Ат-УП для продольной сжатой и растянутой арматуры (например, смешанное армирование).
1.6. В качестве напрягаемой стержневой арматуры предварительно напряженных железобетонных элементов следует применять арматурные стали, указанные в пп. 2.21-2.22 СНиП 2.03.01-84 , включая новые эффективные виды стержневой арматурной стали, указанные в табл. 1 настоящих Рекомендаций.
В соответствии с этим при длине предварительно напряженных железобетонных изделий до 12м включительно следует преимущественно применять термомеханически упрочненную сталь классов Ат-УП, Ат-У1 и Ат-У (Ат-УК) в виде стержней мерной длины. Допускается применять горячекатаную сталь классов А-У и А-У1, а также сталь классов Ат-1УС, Ат-1УК, А-1У, А-Шв и Ат-ШС в соответствии с п. 1.7. настоящих Рекомендаций.
При длине предварительно напряженных железобетонных изделий свыше 12 м следует преимущественно применять горячекатаную сталь классов А-У1 и А-У в виде стержней, соединенных контактной стыковой или дуговой сваркой с накладками; термомеханически упрочненную сталь классов Ат-УП, Ат-У1 и Ат-У в виде стержней соответствующей мерной длины с обычным профилем, а также сталь всех указанных выше классов в виде стержней винтового профиля, стыкуемых без сварки (см. разд. 6). Допускается применять горячекатаную, термомеханически упрочненную и упрочненную вытяжкой сталь классов А-ТУ, Ат-1УС и А-Шв.
1.7. Допускается применять в качестве напрягаемой арматуры железобетонных конструкций сталь классов Ат-1УС, Ат-1УК, А-1У и А-Шв, а в конструкциях, эксплуатируемых только в неагрессивных средах, также сталь класса Ат-ШС в исходном или упрочненном вытяжкой состоянии (см. разд. 7).
1.8. Области применения эффективных видов стержневой арматурной стали классов A -1, Ат-ШС, А-1У, Ат-1УС, Ат-1УК, Ат-У, Ат-У1, А-У и А-У1 в зависимости от характера действующих нагрузок, расчетной температуры и условий агрессивных воздействий среды принимаются теми же, что и для арматурной стали этих классов прочности согласно указаний п. 2.23 и прил. 1 СНиП 2.03.01-84 и табл. 10 СНиП 2.03.11-85, а для арматурной стали новых классов прочности Ас-Ш и Ат-УП соответственно теми же, что и для стали классов Ас-П и Ат-У1.Сталь класса Ат-УП впредь до получения результатов специальных испытаний не рекомендуется применять в конструкциях, эксплуатируемых при температуре ниже минус 40°С, а сталь класса Ат-ШС, упрочненную вытяжкой, - не ниже минус 30°С.
1.9. Категории требований к трещиностойкости железобетонных конструкций, предельно допустимые ширины непродолжительного и продолжительного раскрытия трещин, требования к толщине защитного слоя бетона и марке по водонепроницаемости бетона для арматурных сталей, приведенных в табл. 1, должны приниматься по табл. 2 СНиП 2.03.01-84 , табл.9 и 10 СНиП 2.03.11-85 такими же, как и для стали аналогичных классов прочности, способов упрочнения и коррозионной стойкости. Для стали класса Ат-УП категории требований по трещиностойкости принимаются теми же, что и для стали классов Ат-У1, соответственно для Ас-Ш как для А-Ш, для Ат-ШНС как для Ат-ШС, для Ат-УК как для Ат-УСК, для стали класса Ат-1УС, используемой в качестве ненапрягаемой арматуры, как для стали А-1У и Ат-1УК.
1.10. При изготовлении сборных предварительно напряженных железобетонных конструкций, эксплуатируемых в агрессивных средах, следует преимущественно применять натяжение стержневой арматуры на упоры.
2. ПРЕДЛОЖЕНИЯ ПО ПРОЕКТИРОВАНИЮ
2.1. Расчет и конструирование элементов обычных и предварительно напряженных железобетонных конструкций со стержневой арматурой, приведенной в табл. 1 настоящих Рекомендаций, следует выполнять в соответствии с требованиями главы СНиП 2.03.01-84 и соблюдением дополнительных положений, изложенных в пп. 2.2- 2. 21 настоящих Рекомендаций.
2.3. Значения нормативных сопротивлений арматуры рекомендуется определять с учетом их изменения в результате предварительного напряжения и других технологических факторов изготовления железобетонных конструкций. При этом для расчета железобетонных конструкций по предельным состояниям первой и второй групп рекомендуется применять методы расчета, позволяющие использовать диаграммы работы арматуры и бетона.
2.4. Расчетные сопротивления растяжение RS для предельных состояний первой и второй групп определяются по формуле:
Соответствующие расчетные сопротивления стержневой арматуры приведены в табл. 4 настоящих Рекомендаций.
Стержневая арматура классов
Расчетные сопротивления арматуры для предельных состояний первой группы, Н/мм 2 (кгс/мм 2 )
растянутой продольной, RS
растянутой поперечной (хомутов изогнутых стержней), RSW
Рекомендации Рекомендации по изготовлению пустотных плит длиной 12 м по поточно-агрегатной технологии
ПРИЛОЖЕНИЕ № 3 Пример назначения режима тепловлажностной обработки пустотных плит.
ПРИЛОЖЕНИЕ 4 ЖУРНАЛ контроля тепловлажностной обработка пустотных плит
ПРИЛОЖЕНИЕ 5 ТАБЛИЦА пооперационного контроля при изготовлении пустотных плит
ВВЕДЕНИЕ
За последние годы мостостроительные организациями и заводами сборного железобетона Министерства строительства и эксплуатации автомобильных дорог УССР накоплен значительный опыт изготовлений пустотных плит пролетных строений мостов по стендовой технологии, широко применяемой на открытых полигонах.
В крытых цехах, оснащенных достаточно мощным крановым оборудованием, более целесообразно применять поточно-агрегатную технологию изготовления железобетонных конструкций, которая, несмотря на большую металлоемкость, отличается индустриальным характером производства, более высокой производительностью и эффективным использованием производственных площадей.
Такую технологию необходимо применять в дальнейшем на вновь строящихся предприятиях или при реконструкции существующих производственных линия, расположенных в закрытых цехах.
Необходимость внедрения поточно-агрегатной технологии изготовления пустотных плит потребовала разработки настоящих рекомендаций, которые выполнены Государственным дорожным научно-исследовательским институтом (канд. техн. наук Е.К. Штильман, инж. Ю.Л. Родин, С.Г. Джигит, Е.В. Кривошей) на основании экспериментальных работ института, изготовления первых партий плит на комбинате "Винницадоржелезобетон" объединения "Укрдорстройиндустрия", опыта Бесланского завода Главстройпрома Минтрансстроя СССР, нормативных документов и литературных источников.
В соответствии с настоящими рекомендациями и на основании данных полученных при выпуске первых партий плит совместно с отделом ЖБК объединения "Укрдорстройиндустрия" /инж. И.Н. Юровский/ разработана технологическая карта изготовления пустотных плит применительно к условиям комбината "Винницадоржелезобетон", пооперационный график выполнения работ которой приведен в приложении 1.
Рекомендации утверждены научно-техническим Советом Миндорстроя УССР /протокол от 30.12.75/.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Рекомендации распространяются на изготовление предварительно напряженных пустотных плит длиной 12 м со стержневой напрягаемой арматурой по поточно-агрегатной технологии в соответствии с рабочими чертежами ВТП-21, разработанными Укргипродором (рис. 1).
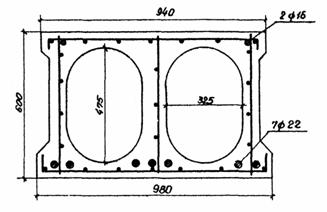
Рис. 1. Конструкция пустотной плиты длиной 12 м
1.2. Плиты изготавливают в переносных силовых формах на поточной линии, состоящей из четырех постов, связанных между собой последовательными операциями.
1.3. Пустоты в плитах образуют жесткими металлическими пуансонами, извлекаемыми из свежеуложенного бетона на всю длину в одну сторону изделия.
1.4. Бетонирование плит на поточной линии осуществляется на посту, оснащенном мощными средствами вибрации в позволяющем использовать жесткие бетонные смеси в отличие от стендовой технологий, в которой применяются маломощные средства уплотнения, устанавливаемые на отдельных формах.
1.5. Тепловлажностная обработка предусмотрена без устройства пропарочных камер в штабелях силовых форм с подачей пара в паровые рубашки и пустоты изделий.
2. МАТЕРИАЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ
а) Бетон
2.1. Пустотные плиты изготавливают из тяжелого бетона марки "400" с жесткостью смеси не ниже 80 сек (по техническому вискозиметру). Марка бетона по морозостойкости для конструкций мостов в пределах Украины должна быть не ниже Мра 200 (ГОСТ 4795-59).
Для приготовления бетонной смеси должен применяться цемент марки "500" и выше. Максимально допустимый расход цемента 450 кг/м 3 .
Содержание глинистых, илистых и пылевидных частиц допускается не более 1 % по весу.
2.4. В качестве мелкого заполнителя следует применять пески с модулем крупности не менее Мк = 2,1. Содержание пылевидных и глинистых частиц не должно быть более 3 % по весу.
После соответствующих исследований и технико-экономических обоснований могут применяться в качестве мелкого заполнителя дробленые пески и гранитный отсев от производства щебня.
2.5. Свежеуложенный бетон изделия должен выдерживать без нарушения сплошности статические и динамические нагрузки, возникающие при извлечении пустотообразователей. Для этого рекомендуется применять бетонные смеси с соотношением песка и щебня = 0,3. Точность дозирования составляющих бетонной смеси для цемента и воды ±1 %, для заполнителей ± 2 %.
Длительность перемешивания смеси должна быть не менее 3 мин.
б) Арматура
2.6. Для напрягаемой арматуры пустотных плит применяется 1 ;
- горячекатанная арматурная сталь класса А- IV марки 20ХГ2Ц ГОСТ 5781-61 (табл. 1);
- горячекатанная арматурная сталь класса А- V марки» 23Х2Г2Т (ЧМТУ) 1-177-67;
- арматурная сталь класса А- III в марки 35ГС (с особого разрешения Технического управления Миндорстроя УССР.
Временное сопротивление разрыву кГ/см 2
Относительное удлинение, в %
Угол загиба в холодном состоянии в градусах ( с - толщина оправки; d н - номинальный диаметр стержня)
Нормативное сопротивление, кГ/см 2
Расчетное сопротивление, кГ/см 2
45° при С = 5 d н
2.7. Ненапрягаемая арматура применяется из стали следующих марок:
- гладкие стержни из углеродистой горячекатанной стали класса A - I , марки Ст.3сп. (ГОСТ 5781-61);
- стержни периодического профиля из углеродистой горячекатанной стали класса А- II , марки Ст.5сп (ЧМТУ/УНИИМ 10-63).
Для монтажных (подъемных) петель следует применять арматуру только класса A - I , марки Ст.3сп.
2.8. Поступающая на предприятия железобетонных конструкций стержневая арматура должна быть связана в пачки, снабженные заводскими бирками. На всю арматуру следует иметь сертификаты заводских испытаний или их копии.
Стержневую арматуру необходимо хранить раздельно по классам, диаметрам и партиям. Партия состоит из стержней одной плавки и одного размера. Напрягаемую арматуру необходимо хранить на стеллажах в закрытом сухом помещении, остальную арматуру - на стеллажах под навесом.
Для предотвращения коррозии металла не следует допускать многократного переноса арматуры с холода в тепло.
2.9. Каждая партия арматуры должна подвергаться обязательным контрольным испытаниям на растяжение по ГОСТ 12004-66 и загиб в холодном состоянии. Для испытаний отбирают по три образца от трех различных стержней из одной партии.
В случае несоответствия результатов какого-либо испытания требованиям ГОСТов и технических условий надлежит производить повторное испытание на двойном количестве образцов, взятых от других стержней этой же партии арматуры. При неудовлетворительных результатах повторного испытания хотя бы по одному образцу вся партия арматуры бракуется.
Арматура, пораженная коррозией, перед применением должна быть повторно испытана. Если при этом прочность стержней снизилась более чем на 9 %, то такая арматура не должна использоваться для предварительного напряжения.
3. ТЕХНОЛОГИЧЕСКАЯ СХЕМА ИЗГОТОВЛЕНИЯ ПЛИТ
3.1. Поточно-агрегатная линия по изготовлению пустотных плит длиной 12 м (рис. 2) состоит из четырех постов, на которых производятся следующие работы:
пост 1 - сборка опалубочных форм, напряжение рабочей арматуры, монтаж ненапрягаемой арматуры;
пост 2 - бетонирование плит;
пост 3 - тепловлажностная обработка;
пост 4 - распалубливание и складирование плит, очистка и смазка форм.
3.2. Пост 1 представляет собой площадку, на которой осуществляется сборка предварительно очищенных и смазанных форм и армирование конструкции. Перед армированием проверяют проектные размеры, поступающих из арматурного цеха на пост стержней и сеток, для чего пост оснащен соответствующими кондукторами.
После проверки гидродомкратом ДТС-63-315 с насосной станцией НСП-400 напрягают, стержневую арматуру, производят монтаж ненапрягаемой арматуры и форму передают на пост бетонирования.
3.3. Пост бетонирования (рис. 3) оснащен виброплощадкой, собранной из 16 виброблоков СМЖ-199 общей грузоподъемностью 24 т, на которую устанавливают опалубочную форму. Крепление формы к площадке электромагнитное.
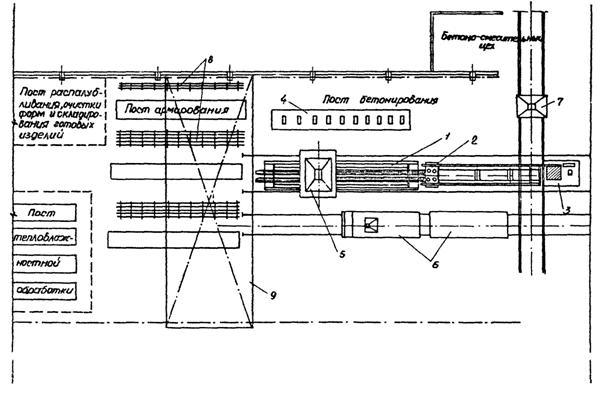
Рис. 2. Схема технологической линии по изготовлению пустотных плит
1 - силовая форма и вибростол; 2 - тележка с пустотообразователями; 3 - лебедка; 4 - вибропригруз; 5 - бетоноукладчик; 6 - тележки для подачи арматурных элементов; 7 - раздаточный бункер; 8 -арматурные сетки; 9 - мостовой кран
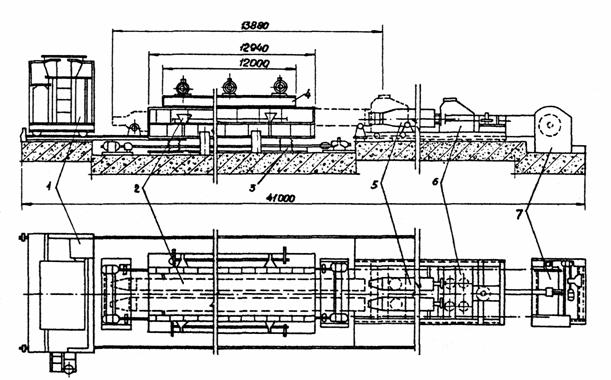
Рис. 3. Пост бетонирования пустотных плит.
1 - бетоноукладчик; 2 - силовая форма; 3 - вибростол; 4- вибропригруз; 5 - пустотообразователи; 6 - тележка; 7 - лебедка.
Пустотообразователи вводят и извлекают из формы при помощи устройства, состоящего из подвижной тележки, на которой крепят нерабочие концы пуансонов, системы блоков и лебедки.
Бетонирование осуществляют послойно с применением бетоноукладчика типа 6563/ IM с ленточным питателем В-2000.
Бетон верхней полки уплотняют вибропогрузом весом 4,8 т, обеспечивающим удельное давление на бетон - 40 г/см 2 .
После окончания бетонирования и извлечения пуансонов форму с изделием передают на пост тепловлажностной обработки.
3.4. Пост тепловлажностной обработки оборудован магистральным паропроводом с разводкой, позволяющей подавать пар в рубашки форм и пустоты изделий. Тепловлажностная обработка плит осуществляется в штабелях, при установке одной формы на другую.
3.5. После окончания тепловлажностной обработки изделия с формой подают на пост 4, где раскрывают боковые щиты форм, производят обрезку стержней и передачу напряжения на бетон. Затем плиту извлекают из формы и оставляют на посту до полного остывания, после чего передают на склад готовой продукции. Форму очищают и смазывают механизированно специальными приспособлениями, либо вручную при помощи скребков и кистей. На пост подведен трубопровод подачи смазки форм. Очищенную и смазанную форму передают на пост армирования.
3.6. Посты технологической линии обслуживают два мостовых крана грузоподъемностью 20 и 30 т. Кран грузоподъемностью 30 т предназначен для обслуживания постов армирования, бетонирования и тепловлажностной обработки, грузоподъемностью 20 т - поста распалубливания и склада готовой продукции.
4. ОПАЛУБОЧНЫЕ ФОРМ И ТРЕБОВАНИЯ К НИМ.
ПОДГОТОВКА ФОРМ К АРМИРОВАНИЮ И БЕТОНИРОВАНИЮ
4.1. Опалубка для изготовления пустотных плит представляет собой переносную силовую форму, состоящую из поддона с шарнирно прикрепленными к нему боковыми откидными щитами, двух верхних в двух нижних упорных щитов, двух торцевых щитов, винтовых стяжек и инвентарных тяг для группового натяжения арматуры.
4.2. Поддон формы выполнен в виде рамы (рис. 4) из двух двутавров № 55, обваренных по бокам стальными листами и усиленных ребрами жесткости. Днище поддона состоит из четырех швеллеров, к которым сверху и снизу приварены стальные листы. Образующуюся замкнутую коробку используют для подогрева поддона паром в процессе тепловлажностной обработки изделия. В нижнем листе имеются отверстия для выпуска конденсата.
4.3. Боковые щиты имеют двойную обшивку, пространство между которой используется для подогрева паром. Внутренняя обшивка имеет конфигурацию, соответствующую очертанию шпоночного шва. В сопряжении боковых щитов с поддоном ставится резиновое уплотнение, предотвращающее вытекание цементного молока из формы. По длине боковые щиты поддерживаются винтовыми стяжками.
4.4. Упорные щиты представляют собой сварные балки коробчатого сечения, приваренные к несущим балкам поддона. В щитах имеются вырезы для прохода пуансонов и отверстия для пропуска инвентарных тяг. Диаметр отверстий на 5 мм больше диаметра тяжа инвентарной тяги.
4.5. Торцевые щиты выполнены из листов толщиной 20 мм , усиленных ребрами жесткости. В этих щитах имеются окна для прохода пуансонов и прорези для напрягаемой арматуры.
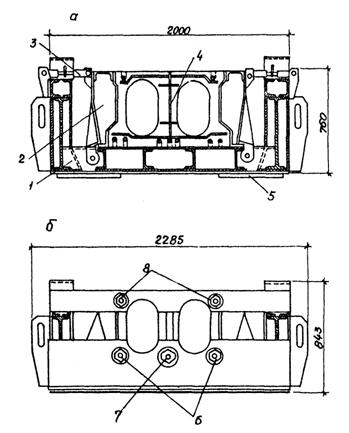
Рис. 4. Опалубочная форма.
а - поддон с боковыми щитами; б - упорный щиту 1 - поддон с несущими балками; 2 - боковой щит; 3 - винтовой упор; 4 - торцевой щит; 5 - пята для установки на электромагнит; 6 - двойные тяги; 7 - тройная тяга; 8 - одинарные тяги.
Торцевой щит удерживается планками в пазах боковых щитов. Во избежание вытекания раствора через прорези в местах пропуска напрягаемой арматуры и образования раковин, торцевые щиты снабжены накладными листовыми гребенками.
4.6. При бетонировании форма закрепляется на виброблоках площадки с помощью электромагнитных прижимов. С этой целью к формам, в местах опирания на виброблоки, приварены подмагнитные плита с гладко обработанной поверхностью.
4.7. Для натяжения стержней применяются инвентарные тяги, каждая из которых состоит из захвата в виде коробочки, тяжа с нарезными концами и упорной гайкой. Размеры коробочек и диаметры тяжей подобраны в зависимости от количества стержней в натягиваемой группе (1, 2 и 3).
4.8. Образование пустот в плитах производится пустотообразующей машиной, состоящей из двух пуансонов, длиной 16,45 м , прикрепленных к тележке, передвигающейся по направляющей из швеллеров с помощью электролебедки. Пуансоны имеют овальное сечение с коничностью 0,002 - 0,0015 и изготовлены из стальных обточенных полутруб и вертикальных вставок из швеллеров.
Пуансоны прикрепляются к тележке при помощи вкладыша с проушинами, вставляемого в отверстие, расположенное в его нерабочем конце. Положение пуансонов при его движении регулируется направляющими роликами.
4.9. При подаче пуансонов в опалубку должен сохраняться равномерный зазор между пуансоном и контуром отверстия торцевых щитов опалубки. Несоблюдение требований данного пункта может привести к заклиниванию пуансонов при их извлечении из бетона изделий.
4.10. Техническая приемка новых форм производится комиссией, организуемой заказчиком, в соответствии с требованиями проекта и МРТУ 7-15-66 "Формы стальные сварные для изготовления бетонных и железобетонных изделий". Если в процессе эксплуатации в формах обнаруживаются скрытые дефекты, обусловленные плохим качеством изготовления, составляется акт с обязательным участием автора проекта форм и завода-изготовителя.
4.11. При приемке форм проверяются их основные размеры: длина, ширина и высота, перекос формы (разность длин диагоналей), неплоскостность бортов и поддона.
Отклонения размеров форм от проектных не должны превышать: по длине - ± 4,5 мм , по высоте и ширине - ± 1 мм ; перекос (разница длин диагоналей в сборе) - ± 4,5 мм . Неперпендикулярность бортов к зеркалу поддона не должна быть более 3 мм на высоте бортов.
4.12. Прилегающие к бетону поверхности должны быть тщательно выправлены. Местные искривления поддона и бортов не должны превышать 2 мм . Не допускается наличие на рабочих поверхностях форм царапин, вмятин, прожогов и брызг от сварки.
4.13. Прогибы элементов силовых форм под действием собственного веса, сил предварительного напряжения и веса бетонной смеси не должны превышать 0,001 расстояния между упорами. Боковое (в плане) расхождение элементов форм должно быть не более 5 мм .
Продольная деформация силовых форм на уровне центра тяжести натягиваемой арматуры после натяжения последней допускается не более 0,0002 расстояния между упорами.
4.14. Перемещаемые по постам формы должны захватываться траверсами и транспортироваться без ударов, толчков и наклонов. Запрещается распалубка с помощью приспособлений и инструментов, приводящих к искривлениям формы и повреждению отдельных узлов и деталей.
4.15. Для обеспечения выпуска в формах качественных изделий, а также для продления срока их службы предусматриваются периодический технический уход, текущие и капитальный ремонты форм.
4.16. Технический уход включает периодическую проверку состояния шарнирных соединений, захватов для напряженной арматуры, фиксаторов и других ответственных деталей.
4.17. Текущий ремонт включает ликвидацию зазоров между бортами и поддоном в местах сопряжения бортов, замену деталей и узлов шарнирных соединений, упоров и захватов для напрягаемой арматуры, местную выправку бортов и тому подобные работы.
Периодичность текущих ремонтов форм устанавливается в зависимости от условий их эксплуатации. Ориентировочно оборачиваемость форм между текущими ремонтами составляет 30 - 50 циклов. Текущий ремонт производится на заводе, где эксплуатируются формы.
4.18. Капитальный ремонт производится на специальных предприятиях и предусматривает правку или замену отдельных элементов формы, поддона, продольных бортов, пустотообразователей, равно как и полную или частичную замену деталей и узлов, износившихся в процессе эксплуатации. Оборачиваемость форм до капитального ремонта ориентировочно составляет 300 - 350 циклов.
4.19. Наличие на поверхности пустотообразователей вмятин и царапин не допускается. Все сварные швы должны быть тщательно защищены под уровень с основным металлом. Состояние пустотообразователей проверяется перед каждой установкой в опалубочную форму. Обнаруженные дефекты должны быть залиты легкоплавким металлов, а затем зачищены.
4.20. Перед армированием и бетонированием рабочие поверхности пуансонов и опалубочных форм очищают от налипшего бетона прошлой формовки и смазывают. Укладка бетонной смеси в неочищенную и несмазанную форму не допускается. Категорически запрещается применение для очистки форм отбойных молотков, ломов и кувалд.
4.21. Смазка форм является технологической операцией, определяющей внешний вид и качество железобетонных изделий. Влияние смазки на качество поверхности изделия характеризуется показателем пористости. Для получения поверхности изделий с полной заводской готовностью показатель пористости не должен превышать 0,4 %.
Рекомендуется для смазывания пустотообразователей и рабочих поверхностей опалубочных форм применять различные эмульсии, позволяющие получить поверхность с незначительным количеством пор. Применение в качестве смазок масел не допускается, поскольку они не обеспечивают выполнение вышеуказанного требования (табл. 2).
Каркасы из арматуры: процесс изготовления и правила установки
Работы по возведению конструкций из монолитного железобетона включает и заготовку арматуры и арматурных каркасов. В данном разделе мы и рассмотрим, какую арматуру и каркасы используют в монолитных фундаментах и стенах при строительстве жилых домов и хозяйственных построек.
СодержаниеВиды арматуры
Для изготовления арматурных стержней и каркасов применяют стали, указанные в таблице 1.
Таблица 1. Арматурная сталь для железобетонных изделий
Арматурную сталь выпускают:
В обозначении арматуры на чертежах указан диаметр в миллиметрах, класс и ГОСТ.


Стержень арматуры периодического профиля диаметром 20 мм имеет обозначение 20 A-II ГОСТ 5781
Стержень гладкой арматуры диаметром 8 мм имеет обозначение
Стержень гладкой холоднотянутой арматурной проволоки периодического профиля диаметром 4 мм имеет обозначение
4 Вр-I ГОСТ 6727
Товарные арматурные изделия
При изготовлении арматурных каркасов следует руководствоваться указаниями СНиП III-15-(..), а также рабочими чертежами проекта производства работ.Как правило, арматуру изготавливают в специализированных цехах в виде укрупнённых элементов.
Арматурные сетки могут быть использованы как законченные изделия или как полуфабрикат, подвергаемый дальнейшей доработке:
- разрезка на части
- вырезка отверстий
- приварка дополнительных стержней
- гибка
- укрупнительная сборка в объёмные каркасы и т.п.
Изготовление пространственных каркасов целесообразно производить из сварных и рулонных сеток. Свариваемость основного металла можно предварительно оценить по группам.
Таблица 2. Группы свариваемости сталей
Арматурные каркасы из фасонной стали (швеллер, уголок и закладные детали) изготавливают с соблюдением требований СНиП III-18.
Закладные изделия
Закладные детали служат для соединения между собой сборных железобетонных конструкций при монтаже их с целью образования жёсткого каркаса. Закладные детали изготавливают из листовой и профильной стали путём механизированной заготовки элементов и контактной точечной, рельефной и дуговой сварки, а также холодной штамповки.
Основные типы и конструктивные формы элементов сварных соединений закладных деталей должны назначаться в соответствии с ГОСТ 19292.
Таблица 3. Рекомендации по выбору сталей для закладных деталей
| Характеристика закладных деталей | Условия эксплуатации конструкций | |||
| до Т = -30оС | от Т = -30оС до Т = -40оС | |||
| марка стали по ГОСТ 380-(..) | толщина проката, мм | марка стали по ГОСТ 380-(..) | толщина проката, мм | |
| 1. Закладные детали, рассчитываемые на усилия статистических нагрузок | Ст3пс2 | 4…25 | ВСт3пс6 | 4…10 |
| ВСт3сп5 | 4…25 | |||
| 2. Закладные детали, рассчитываемые на динамические и многократно повторяющиеся нагрузки | ВСт3сп5 | 4…25 | ВСт3сп5 | 4…25 |
| 3. Закладные детали конструктивные, не рассчитываемые на силовые воздействия | ВСт3кп | 4…30 | ВСт3кп2 | 4…30 |
| БСт3кп2 | 4…30 | ВСт3пс3 | 4…30 | |
При хранении и перевозке арматуры, заготовок и каркасов они должны быть надёжно защищены от увлажнения, загрязнения и повреждений.
Установка арматурных каркасов
Установку арматуры необходимо выполнять по схемам, разработанным в проекте производства работ (ППР), что обеспечивает правильную последовательность монтажа.Доски для перехода рабочих по арматуре укладывают и крепят согласно ППР.При монтаже все сварные соединения выполняют способом ванной сварки в инвентарных формах.
Дуговую сварку можно применять с использованием остающихся стальных элементов: скоб, подкладок, накладок и др.В виде исключения при соединении арматуры внахлёстку или с накладками, разрешается дуговая сварка многослойными или протяжёнными швами.
При необходимости замены марки стали, указанной в проекте, сталью другой марки, а также при замене стержней одного диаметра другими нужно соблюдать следующие требования:
Защитные покрытия арматуры (если они предусмотрены проектом) наносят согласно СНиП III-15. Целостность защитного слоя арматуры проверяют перед бетонированием, обнаруженные дефекты устраняют.
Стыковать каркасы, сетки и отдельные стержни при монтаже арматуры следует по рабочим чертежам и указаниям СНиП II-21 и СН 393.
В местах пересечения арматуры в каркасах:
для получения крестовых соединений двух или трёх пересекающихся стержней диаметром 3…40 мм из стали класса A-I, A-II, A-III и проволоки d = 3…8 мм классов B-I и Bp-I применяют точечную контактную сварку.Перевязкой и сваркой должно быть соединено не менее 50% всех пересечений, в том числе обязательно пересечение стержней с хомутами (в углах).
Указания по сборке и сварке стержней арматуры
Для сварки стержней из стали всех классов, кроме A-I, применяют электроды марки УОНИ 13/55У или аналогичные:
Сварку выполняют без перерыва до полной заварки стыка, обязательно заплавляя кратеры. Затем заваривают фланцевые швы. Сила тока при ручной сварке колеблется от 220А при d=20 мм до 330А при d=40 мм.
Длина выпусков арматуры из тела бетона между стыкуемыми стержнями должна быть не менее 150 мм при нормальных зазорах и 100 мм при использовании вставки. При увеличенных зазорах между стыкуемыми стержнями допускается применение одной вставки из арматуры того же класса и диаметра.
Бессварочные методы соединения арматуры
При монтаже арматуры из отдельных стержней, усилении сеток и каркасов дополнительными стержнями крестовые соединения стержней арматуры, в местах их пересечения следует скреплять вязальной проволокой или с помощью проволочных фиксаторов.
Расстояние между стыками, расположенными в разных сечениях каркаса, должны быть не менее длины нахлёстки или полунахлёстки. Стыки не должны совпадать с местами изгиба стержней.Расход стальной проволоки диаметром 1…1,5 мм для вязки 1 тн арматуры составляет 4…5 кг, при диаметре стержней свыше 25 мм их следует скреплять дуговой сваркой.
Таблица 4. Сварные сетки и каркасы в рабочем направлении стыкуются внахлёстку без сварки
| Тип рабочей арматуры | Условия работы стыка | Бетон проектной марки | |
| М-150 | М-200 и выше | ||
| 1. Горячекатаная арматура периодического профиля класса A-II, гладкая класса A-I | В растянутой зоне не изгибаемых элементов | 35 d | 30 d |
| В растянутых элементах | 40 d | 40 d | |
| 2. Горячекатаная арматура периодического профиля класса A-III и упрочнённая вытяжкой непериодического профиля класса A-IIB | В растянутой зоне не изгибаемых элементов | 45 d | 40 d |
| В растянутых элементах | 50 d | 40 d | |
| Примечание: 1. В любом случае длина перепуска Lн должна быть не менее 250 мм. 2. Длина перепуска Lн в сжатой зоне может быть на 10d меньше, но не менее 200 мм. | |||
В направлении монтажной арматуры сетки укладываются без перепуска с расстоянием 200 мм по осям крайних рабочих стержней соседних сеток. Смещение арматурных стержней при их установке в опалубку, а также при изготовлении арматурных каркасов и сеток не должно превышать 1/5 наибольшего диаметра стержня и 1/4 диаметра устанавливаемого стержня.
Для защиты арматуры от коррозии необходимо устраивать защитный слой из бетона согласно таблице 5.
Таблица 5. Минимальная допустимая толщина защитного слоя из бетона
В документе (паспорте или сертификате на партию) указывают:
- реквизиты завода-изготовителя
- дату изготовления, номер партии
- тип и число изделий в партии
- марку стали
- результаты внешнего осмотра, обмеров и механических испытаний.
Установленные в конструкции дома (здания) арматуру и арматурные каркасы оформляют актом на скрытые работы, которые фиксируют номера чертежей, отступления от проекта, качество арматурных работ и заключение о возможности бетонирования.

Читайте также: