Picaso 3d designer x засор сопла
Прочистка сопла экструдера 3D-принтера если произошло засорение
Есть несколько причин, по которым вам может понадобиться прочистить сопло 3D-принтера. Во-первых, инородные частицы, имеющиеся в самом филаменте вкрапления, пыль, перегревшийся и подгоревший пластик – все это застревает в сопле и препятствует нормальному экструдированию. Кроме того, подгоревший пластик может прилипать к внутренней поверхности сопла, непосредственно его не блокируя, но мешая продвижению материала. Прочищать сопло следует всякий раз, когда видно, что есть какие-то помехи экструдированию, а еще лучше делать это регулярно.
Когда 3D-принтеры только появились, прочистка представляла собой довольно сложную процедуру. Нередко принтер приходилось разбирать, а чтобы извлечь застрявший пластик – подогревать детали открытым пламенем. В результате пластик иногда подгорал еще сильнее, что в некоторых случаях в конце концов приводило к самым серьезным последствиям (сопла даже ломались), да и сборка-разборка не всегда заканчивалась без проблем. Некоторые умельцы погружали сопла в растворитель. Здесь проблема в том, что реагент не сразу добирается до пластика внутри сопла, и даже при самом сильном реактиве пластик все равно может оставаться вязким, и его сложно извлечь.
Самый безопасный и наиболее эффективной способ полной очистки сопла от пластика и загрязнений – операция, которую иногда называют «холодной протяжкой». Смысл ее состоит в том, чтобы протягивать филамент сквозь сопло при такой температуре, при которой он гарантированно не рвется, не плавится в горячей зоне, однако уже достаточно нагрет, чтобы, тянуться, заполняя пространство внутри сопла, но не застревая в нем. Лучше всего это получается с соплами из полированной нержавеющей стали. С теми, у которых внутри тефлоновое покрытие, проблем больше, потому что давление внутри сопла слегка деформирует тефлоновый слой, и возникают труднопреодолимые неровности.
Холодную протяжку можно успешно применять как с ABS (который долгое время оставался самым лучшим материалом, с температурой холодной протяжки 160-180 °C), так и с PLA (с ним гораздо сложнее из-за его переходных температурных особенностей, но холодная протяжка при 80-100 °C иногда удается). Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.

Удачная холодная протяжка ABS. Внутрь попал воздух и вышел через кончик нити, в результате чего она стала пустой и могла сломаться.

Удачная холодная протяжка PLA. Воздух выходил по сторонам нити. В результате она вытянулась, стала слишком тонкой, и процесс продолжался бы до тех пор, пока нить не порвалась.

Удачная холодная протяжка Нейлоном. Благодаря прочности и малому коэффициенту трения нить удалось протянуть при низкой температуре без опасных деформаций.
Как прочистить сопло с помощью Нейлона или Пом
Прежде всего следует удалить как можно больше накопившегося пластика. Для этого можно попробовать протянуть ABS или PLA при указанных температурах. Далее сопло следует нагреть до 240 °C, чтоб нейлон полностью расплавился и можно было выдавить нить. Экструдируйте материал медленно. Большинство комков (особенно образовавшихся из-за пыли) не полностью блокируют сопло, но увеличиваются и забивают его при повышении давления, и извлечь их тогда очень трудно. Если у вас засор не сильный, т.е. это не крупные инородные частицы, отложившиеся в сопле, медленное, через паузы, экструдирование позволит выдавить из него старый материал. Как только на кончике сопла появится нейлон, можно начать охлаждать сопло до температуры протяжки.

Грубый или окрашенный выходящий филамент свидетельствует о том, что старый пластик вышел не полностью, и для полной очистки имеет смысл процесс повторить.
Если у вас образовался серьезный засор, который полностью препятствует экструдированию, перед дальнейшей процедурой его надо разрыхлить. Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Разумеется, лучше всего использовать специальные приспособления. И такие есть. Они называются сверлами для чистки экструдера или иглы для чистки экструдера и по сути представляют собой миниатюрный стальной бур с держателем. (Необходимо предупредить что сверла довольно хрупкие и могут ломаться, иглы только сгибаются). Также иглой удобно проверять диаметр выходного отверстия сопла.

Разогрейте экструдер до 200 °C, протолкните бур в сопло и расшевелите находящуюся там накипь, после чего попробуйте снова экструдировать. Наиболее коварные инородные частицы придется отковыривать долго и упорно. Когда проволока свою работу сделала, можно попытаться продавить нейлон, чтобы выпихнуть старый материал.
Если продавленная нейлоновая нить имеет шероховатую, темную, обесцвеченную или в черных точках поверхность, это указывает на то, что перегретый и подгоревший пластик все еще остается в сопле. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
Ошибка "проскальзывание пластика в сопле"
Добрый день, у меня такая проблема с принтером. Принтер часто прочищает сопло и периодически останавливается с ошибкой "проскальзывание пластика в сопле". Замена пластика не помогла. В чем может быть проблема и как ее решить?
Мандрыка Владимир Тарасович
16.09.2020 15:11:24
И у меня такая же проблема. Думаю, что шестерёнки забиты остатками пластика,вот и проскальзывает, когда сопло имеет повреждения среза. Можно попробовать заменить сопло для начала, потом уже экструдер посмотреть.
Administrator
16.09.2020 16:23:34
Здравствуйте! Попробуйте обновить прошивку принтера, на портале в разделе "техподдержка" размещены актуальные версии для всех моделей принтеров. После этого нужно будет выполнить автоматическую калибровку энкодеров и если проблема сохранится, немного понизить их чувствительность в настройках принтера.
Главный администратор форума.
17.09.2020 12:25:21
Тю. У меня эта проблема с самого начала (февраль 2020). До сих пор не решили вопрос. Спасает отключение датчика, а то надолго зависает на прочистке или вообще в отстойнике.
Administrator
18.09.2020 00:58:27
Здравствуйте! Как правило, небольшое занижение чувствительности энкодеров и более точная подстройка профиля пластика помогает. Но ситуация сугубо индивидуальна.
Главный администратор форума.
03.11.2020 12:40:46
И снова здравствуйте! Проведя долгое время в поиске ошибки "проскальзывание пластика", нашел одну из причин. Работал с прошивкой 5.400. Если у вас ретракт настроен на 1мм, то прочистка будет крайне редкая. И то плановая. Если увеличить откат от 2мм и выше. начинается колдунство. Принтер сходит с ума. Вам повезет если успеете раньше электроники поставить принтер на паузу, уменьшить ретракт или отключить датчик. Пока не хватает времени на проверки всех прошивок, но борюсь с этой проблемой очень долго. Эта проблема не зависит от производителя и вида пластика, а так же от профиля будь он стандартный или самопальный.
Administrator
10.11.2020 11:32:09
Странная аномалия, я не сталкивался с таким, что отвечает поддержка?
Главный администратор форума.
10.11.2020 14:36:19
какой датчик надо отключить или уменьшить ретракт где именно.
10.11.2020 14:47:08
принтер Designer X
Administrator
10.11.2020 16:54:30
| Цитата |
|---|
| Александр написал: какой датчик надо отключить или уменьшить ретракт где именно. |
Причин по которым возникает ошибка проскальзывания огромное количество, начиная от слишком высокой температуры при которой пластик выходит из сопла самотеком и заканчивая конфигурацией настроек энкодеров.
Picaso 3d designer x засор сопла
Муфта что стоит внизу по оси z, у нас она растянулась, требуется замена, но параметры муфты производитель не хочет называть, только предлагает купить за 900 рублей, в Китае такие же по 150 продаются..
Роман - Пт 10 сен - 07:08О какой муфте идет речь? Все узлы пока родные ничего не менялось.
Вал - Чт 9 сен - 14:56подскажите параметры муфты для picaso 3d designer x, у вас на сайте есть статья где меняется эта муфта на новую. спасибо!
Валентина - Пн 23 авг - 11:16Ищу программы доп.образования по физике 7-8, 9-11 классы
Елена - Ср 10 март - 14:12Нужна программа для ВРшлема
История чата
Вал - Пт 10 сен - 15:21Муфта что стоит внизу по оси z, у нас она растянулась, требуется замена, но параметры муфты производитель не хочет называть, только предлагает купить за 900 рублей, в Китае такие же по 150 продаются..
Роман - Пт 10 сен - 07:08О какой муфте идет речь? Все узлы пока родные ничего не менялось.
Вал - Чт 9 сен - 14:56подскажите параметры муфты для picaso 3d designer x, у вас на сайте есть статья где меняется эта муфта на новую. спасибо!
Валентина - Пн 23 авг - 11:16Ищу программы доп.образования по физике 7-8, 9-11 классы
Елена - Ср 10 март - 14:12Нужна программа для ВРшлема
Среда, 29 января 2020 06:10Как я "лечил" ошибку "Засор сопла" на Picaso 3d Designer X Избранное
- размер шрифта уменьшить размер шрифтаувеличить размер шрифта
- Печать
- Эл. почта
- Станьте первым комментатором!

С чего все начилось? Понятное дело с получения нашей точкой роста 3д принтера. Первая тестовая печать прошла успешно!
Печатал модель с сайта thingiverse.

Второй распечаткой стала модель подставки для коптера телло также взятая с того же сайта
Да кстати клик по картинке ведет на страницу с моделью!
Вот во время печати данной модели и возникли неполадки приведшие к нескольким часам мучений и написанию данной статьи! :)
Все как в инструкции сделал. Протер стекло специальным составом для 3д печати ( который шел в комплекте с принтером). И произвел все необходимые сопутствующие операции. Но после печати первой трети круглого основания подставки( примерно спустя минут 20-30 с начала печати) принтер начал "барахлить" - переодически перемещал головку в зону прочистки сопла, издавал щелкающие звуки и выдавал ошибку "Засор сопла" и становился на паузу. Посредством встроенного функционала я делал сброс ошибок и нажимал "Запуск печати" и принтер как "ни в чем не бывало" продолжал печатать, как будто никакого засора и не было. ). Так делал раза три. После третьего запуска обратил внимание что появился пластик в совсем неожиданном месте - сбоку нагревателя.
Перепугавшись остановил печать модели. Решил связаться со службой техподдержки Picaso. Выбрал продукт -Designer X далее Связь со специалистом, следом заполнил небольшую анкету и написал, собственно, обращение.
Реклама! Простите за нее, но нужны средства для поддержки и развития проекта!
Далее по тексту переписка со службой поддержки!
Сергей Минаев 23 декабря 2019, 19:02
Добрый день, Роман!
Судя по фото, нарушен канал подачи внутри блока нагревателя, и пластик выходит через технические отверстия. Убедитесь, до конца ли закручено сопло? При этом проверьте, не остался ли пластик в резьбовой части, особенно между соплом и трубкой, которые должны плотно соединяться друг с другом при установке сопла.
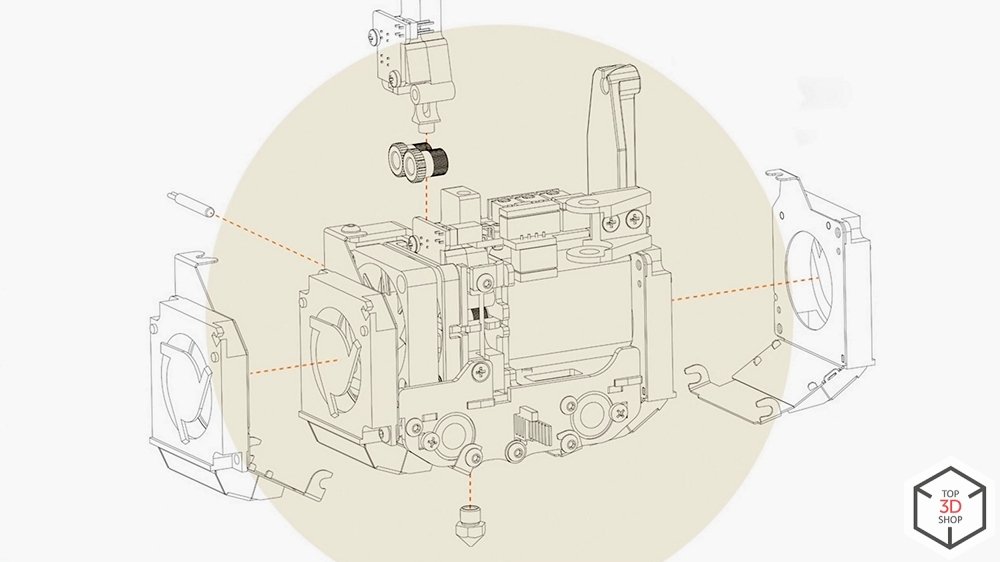
Как снять и прочистить нагреватель на Designer X:
1. Извлеките пластик или отрежьте пруток до уровня крышки печатающей головки (ПГ).
2. Выключите принтер.
3. Расслабьте по 2 винта с левой и правой стороны ПГ и снимите внешнюю крышку движением на себя.
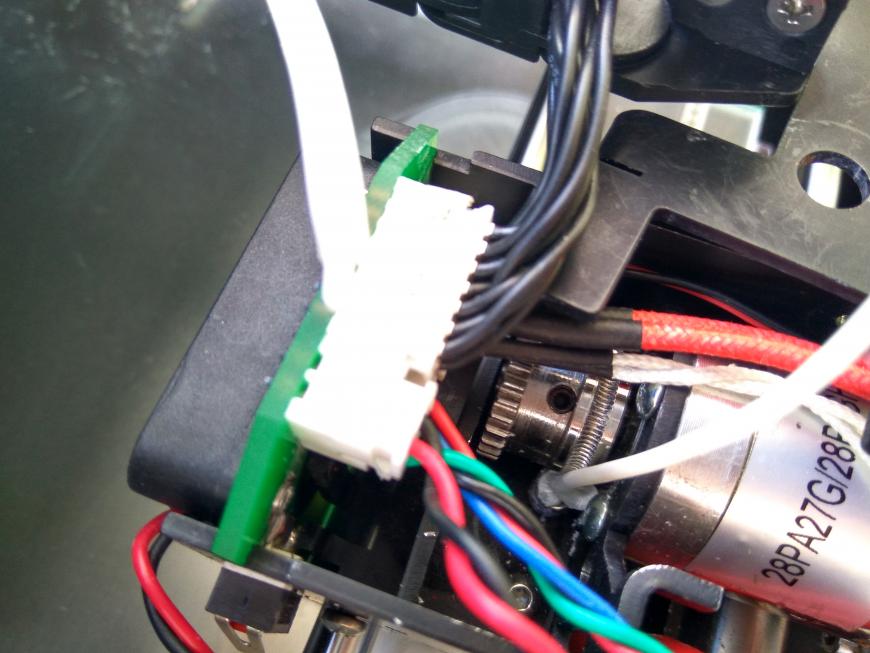
4. Отключите провода нагревателя из разъёма на плате (см. фото Nagrevatel_1 во вложении).
5. Раскрутите стопорный винт в радиаторе (см. фото Nagrevatel_2).
6. Потяните нагреватель вниз. Обратите внимание на то, как проложены провода нагревателя.
После того, как нагревательный элемент извлечен, мы можем его нагреть и вытолкнуть пробку из пластика.
7. Подключите извлеченный нагревательный элемент обратно в разъем, не устанавливая элемент в голове, таким образом, чтобы элемент был на весу и при нагреве не касался печатающей головы.
8. Включите принтер и запустите функцию в меню “Сервис > Заправка пластика (профиль ABS)“.
9. После нагрева экструдера отключите питание принтера и отсоедините нагретый элемент из разъема, держа его пассатижами.
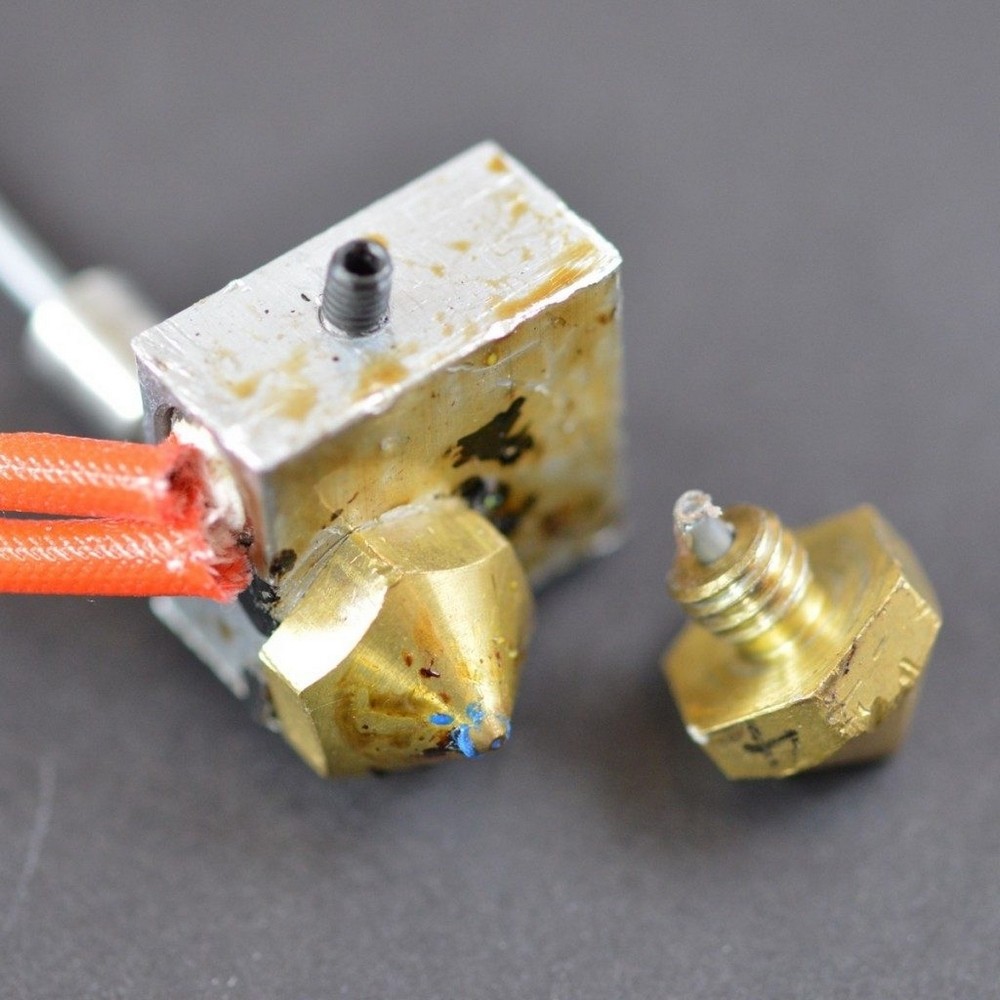
10. Открутите сопло ключом для сопла из комплекта поставки (см. фото Nagrevatel_3).
11. Пока элемент остается нагретым, протолкните пробку из пластика. Например, толстой скрепкой (см. фото Nagrevatel_4).
Сергей, здравствуйте. Спасибо за рекомендации! Подскажите, пожалуйста, рекомендуемые вами действия не приведут к потере гарантии?
Нехороший PICASO или как разобрать экструдер и почистить сопло.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
;)Доброго времени суток! Не буду вокруг да около ходить, сразу к проблеме. Имеются 2 принтер PICASO 3D Designer, по мне реальное гамно:evil:, за такие деньги. Так как эти 2 принтера получили за счет гранта, приходится 'работать'. По правде говоря, один из этих чудо принтеров работает очень даже прилично, а вот второй постоянно зависает.
При очередной печати 'второй' перестал захватывать пруток пластика и стал издавать странные звуки. Вроде как принтер печатает, но сопло 'молчит' конкретно. Пока звонил в тех. поддержку, потратил 30 минут, как обычно они ничего полезного не посоветовали, кроме как 'Попробуйте почистить или заменить сопло'. Ну а что делать, поехать 100км ради этого г*вна. o Вы с ума сошли?! Конечно, нет!
Пришлось найти шестигранник, разобрать это 'чудо'.
Не буду перечислять какие ошибки я совершил, что не так делал. Просто расскажу, как правильно разобрать сие
'чудо'. И так поехали;)
1. Отрезаем пластик.

2. Откручиваем 4 шестигранника(2 верхние с каждой стороны)





Далее открываем Polygon. Заходим Сервис и в ручную нагреваем экструдер до 270 градусов.



После того, как принтер достиг этой температуры, извлекаем пластик.


PS: этой процедуры мне хватает на печать 1 модели. Поэтому, после 20-25 попыток разборки-сборки, 'устал':evil:работать с этим принтером и отправил его на ***, точнее по гарантии.

Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Засорился экструдер? Инструкция по очистке печатающего блока picaso designer X-series.

Если вы давно владеете 3D принтером, вам безусловно известна процедура разборки и очистки печатающего блока, прожиг сопла и прочие нормативные операции планового обслуживания ваших 3д устройств. Чем проще 3д принтер, тем проще выполняется и процедура его обслуживания. А что если это Picaso Designer X-Pro, напичканный большим количеством датчиков, со сложным устройством системы качения и вообще, тянущий по стоимости на поддержанный автомобиль? Без паники! Воспользовавшись этим нашим видео-руководством, вы без труда сможете разбирать, прочищать и собирать обратно любые экструдеры линейки принтеров Picaso Designer X-Series.
Приобрести 3d принтеры Picaso Designer X-Series, а так же другую ЧПУ и аддитивную технику задать свой вопрос, или отследить заказ, вы можете:
Калибровка 3D принтера PICASO Designer X. Настройка стола 3d принтера. Первый слой в 3Д печати.

Хитросплетение и обилие настроек линейки 3D принтеров Picaso 3D Designer Series X не всегда позволяет сходу сориентироваться и определиться что, куда, и как нажимать. Как правильно выполнить те или иные действия по настройке / калибровке устройства.
В нашей, теперь уже ставшей постоянной, рубрике видео-руководств, мы знакомим владельцев этой линейки устройств, будь то Picaso 3D Deisgner X, X Pro, или могучий XL с базовыми функциями и операциями. В этом выпуске речь пойдет о правильной калибровке прижима сопла. Что представляет из себя эта функция и каким образом нужно проводить калибровку.
Приобрести 3D принтеры Picaso Designer X-Series, расходные материалы к ним, а так же другую ЧПУ и аддитивную технику задать свой вопрос, или отследить заказ, вы можете:
Прочистка сопла экструдера в 3D-печати

Очистка засорившегося сопла 3D-принтера — сравнительно простая задача, которую можно выполнить при помощи подручных средств. В этой публикации мы рассматриваем основные причины засоров и способы их устранения.
Содержание
Профилактика засоров

От качества материала и состояния сопла непосредственно зависит точность печати и гладкость поверхности печатаемой детали. Пользователь должен следить за состоянием сопла, чтобы избежать засоров. Когда сопло 3D-принтера забивается в процессе печати, это создает множество проблем. Зачастую приходится частично разбирать экструдер, чтобы прочистить наконечник, а изделие придется печатать заново, если засор произошел в процессе печати.
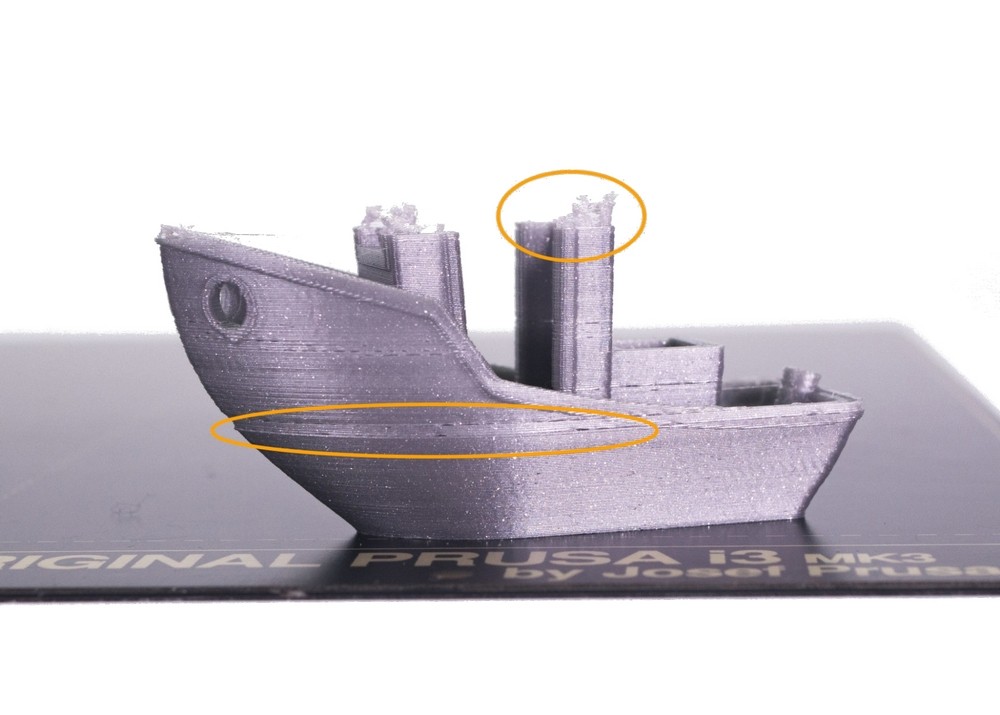
Главным профилактическим методом предотвращения засоров можно считать правильные настройки принтера, то есть соответствие температурного режима и скорости печати свойствам филамента. Следует быть особенно внимательным при использовании материалов с высокой температурой плавления и высокой вязкостью. Также следует внимательно следить за скоростью экструзии на начальном этапе печати. Если первые слои уложены неравномерно, это свидетельствует о некорректном прохождении пластиковой нити через экструдер.
Еще один важный аспект, особенно при использовании латунного сопла, — проверка состояния детали. С течением времени этот материал подвержен деформации, из-за его низкой устойчивости к истиранию. При длительной эксплуатации появляются артефакты на выходном отверстии, а при печати абразивными материалами латунное сопло может быть повреждено за считаные минуты.
Также засор может произойти, если при смене филамента экструдер успел остыть. Перед продолжением печати следует обязательно убедиться, что температура экструдера соответствует параметрам печати. Наконец, если скорость экструзии замедлилась, следует прекратить работу и проверить состояние принтера, но ни в коем случае не проталкивать филамент вручную — приложение внешней силы способно еще быстрее засорить сопло, спрессовав пластик.
Как прочистить сопло 3D-принтера вручную
Перед чисткой сопла следует определить, что проблема действительно в этой детали. Иногда филамент может сломаться, от пересыхания или долгого воздействия ультрафиолета, на входе в печатающую головку. Также может быть неисправен нагревательный блок.
Прочистку следует начать с области вокруг нагревательного блока экструдера. Для этого рекомендуем очистить хотэнд со всех сторон металлической щеткой, пока не исчезнут следы застывшего или пригоревшего пластика. Использовать рекомендуется проволочную щетину, чтобы наверняка убрать остатки пластика на внешней части сопла.
Основная причина, почему забивается сопло 3D-принтера — это обуглившийся материал, который остался на внутренней поверхности сопла, пыль и прочие загрязнения. Это мешает экструзии нового материала. Соответственно, первый этап чистки сопла 3D-принтера, после внешней очистки — это нагрев экструдера. При этом плавится материал, который остался в сопле. Затем застрявший филамент необходимо вытолкнуть иглой.
Альтернативный метод начинается с отсоединения сопла. Деталь помещают на термостойкую поверхность или закрепляют в металлических тисках и нагревают вручную при помощи промышленного фена. Затем остатки филамента также вычищают иглой.
Как прочистить сопло 3D-принтера растворителем
Если после выполнения описанных выше стандартных процедур сопло всё еще забито, предлагаем метод, который подходит в большинстве случаев, в частности — если сопло забилось при печати ABS. Этот метод — прочистка сопла 3д-принтера ацетоном или другим растворителем, например дихлорэтаном, — выбор растворителя зависит от состава использовавшегося филамента.
Сопло следует отсоединить от хотэнда, поместить в растворитель и оставить на несколько часов. Жидкость растворит пластик, полностью или частично, и позволит убрать остатки иглой.
Не используемые в данный момент запасные сопла рекомендуем держать в стеклянной банке для реагентов, наполненной растворителем, чтобы не беспокоиться об их готовности к работе.
Как прочистить сопло 3D-принтера филаментом

Прочистка сопла филаментом буквально означает выталкивание застрявшего материала другим материалом. Для этого может подойти аналогичный или более высокотемпературный пластик, но мы рекомендуем использовать специальный чистящий филамент.
Чистящий филамент — это материал, который продается в виде коротких палочек или катушек. На первый взгляд, эти волокна напоминают нейлон. В действительности, чистящий филамент представляет собой материал, который используется для очистки промышленного оборудования для литья под давлением. Такой филамент помогает аккуратно вытолкнуть застрявшие частицы и карбонизированный пластик, не повредив сопло. Во многих случаях чистящий филамент оказывается более эффективным средством, чем традиционная горячая и холодная чистка сопла 3D-принтера.

Достоинством метода является высокая эффективность при минимальной механической нагрузке на детали принтера. К недостаткам можно причислить дополнительные расходы и возможность использования только при частичном засорении сопла — чистящий филамент должен проходить хотя бы частично.
Перед началом использования чистящего филамента необходимо извлечь пластик для печати и освободить канал для загрузки пластика, а затем разогреть экструдер до последней температуры, при которой осуществлялась печать. Чистящий филамент пропустить вручную, либо настроить принтер на автоматическую подачу (в системах с прямым приводом). После начала печати из сопла должен появиться чистящий филамент с остатками старой нити. Экструзию следует продолжать, пока прозрачный чистящий материал не пойдет без остатков старого пластика.
Итого
Своевременная прочистка сопла — необходимая для сохранения качества печати процедура, позволяющая получать качественные и относительно однородные по структуре детали с ровной поверхностью, без каверн и неровностей. Регулярно обслуживайте оборудование самостоятельно или обращайтесь к профессионалам.
Проведите ремонт, профилактику или апгрейд своего 3D-принтера в Сервисном центре Top 3D Shop — квалифицированный персонал, качественные материалы и гарантия на все работы к вашим услугам.
Обзор 3D-принтера PICASO 3D Designer X

В конце 2016 года компания PICASO 3D представила новую платформу — X (икс). В ее основу легли собственные ноу-хау и опыт семи лет работы на рынке.
Рассказываем о новом PICASO 3D Designer X, его характеристиках и возможностях.

Видео
Характеристики
- Технология печати: FDM
- Материал корпуса: Сталь, алюминий
- Программное обеспечение: Polygon X
- Форматы файлов: .stl, .plgx
- Количество экструдеров: 1
- Рабочая камера, мм: 200х200х210
- Толщина слоя, мкм, от: 10 (0,01 мм)
- Диаметр нити, мм: 1,75±0,1
- Диаметр сопла, мм: 0,3 (0,2-0,8)
- Температура печатного стола, °C, до: 150
- Температура экструдера, °C, до: 410
- Скорость печати, см³/ч, до: 100
- Поддерживаемые материалы: ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX,ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON, PEEK
- Интерфейсы: Ethernet, USB
- Электропитание: 220В±15% 50Гц (опция 110В±15% 60Гц)
- Энергопотребление, Вт: 400
- Размеры с упаковкой, мм: 690х500х470
- Размеры, мм: 490х430х390
- Вес, кг: 15
- Цена, рублей: 139 000
История
Первый принтер серии — X PRO — поступил в продажу в середине прошлого года.

Жесткая рамная конструкция, возможность работы с любыми пластиками, включая инженерные, сетевая печать — все это привлекало серьезных покупателей.
И, конечно же, фирменная технология печати двумя материалами с быстрым переключением JetSwitch.

Логичным было бы появление одноголовочной версии принтера, да и слухи о ней появились едва ли не с выходом Pro-версии. И вот, спустя год, Designer X в продаже.
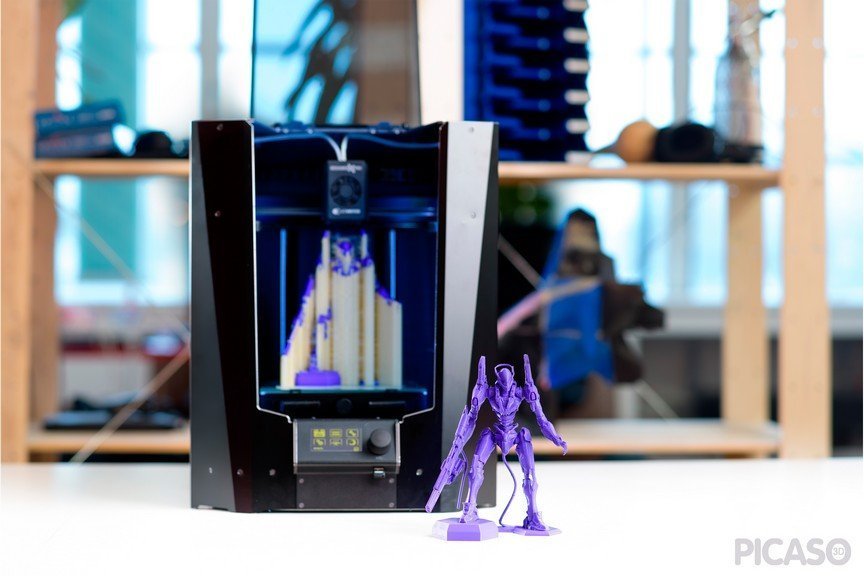
О принтере
Во многом он похож на старшую модель, Designer X PRO. Это не просто куб цвета «графит», а устройство, которое будет отлично смотреться в любом интерьере — от гаража и мастерской, до лаборатории и производственных цехов.

Самое интересное — внутри. Стальная рама обеспечивает повышенную устойчивость к вибрациям, жесткость всей конструкции и долговечность. Это слегка увеличивает общий вес, но оно того стоит.

О механике детально рассказывать нет смысла — разработчик исправно придерживается отработанной кинематики: платформа ходит по оси Z вверх и вниз вдоль цилиндрических направляющих, а экструдер перемещается по осям Х/Y.
Платформа — нет, она не левитирующая. Все стандартно. Но разогревается до 140 градусов, что дает место для «маневров» в работе с самыми разными пластиками. Скорость нагрева — одна из самых высоких. А это уже — экономия времени.
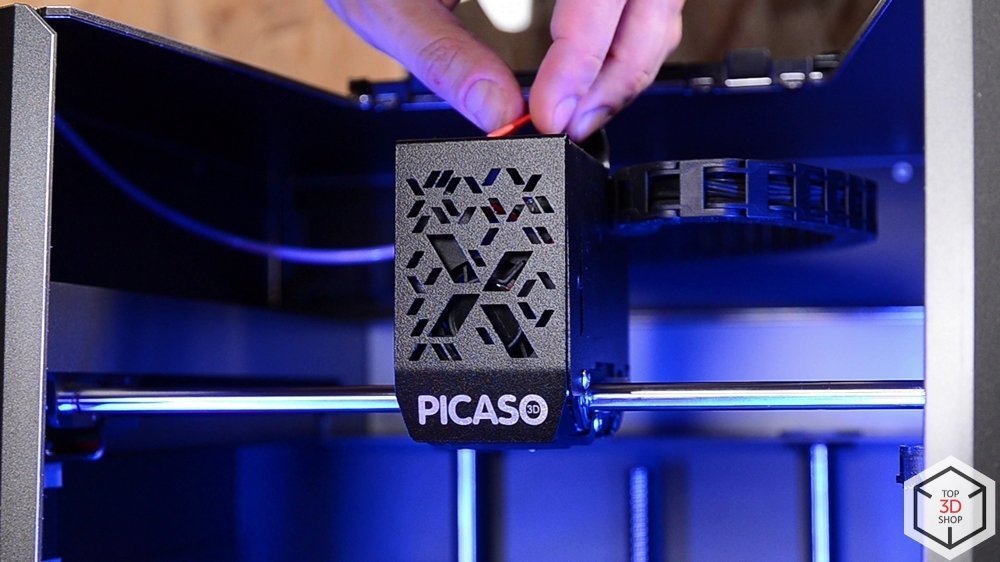
Экструдер
Экструдер — это то, чем в PICASO 3D могут заслуженно гордиться. Он полностью переработан.
Учтено все. Во-первых, он работает в широком температурном диапазоне, до 410 градусов. А это значит, что он сможет печатать и легкоплавкими материалами, вроде воскового Filamentarno Wax, и инженерными пластиками, и даже тугоплавким PEEK.

Кроме того, в ближайшем будущем планируется повысить максимальную температуру до 450 градусов.

Во-вторых, встроенный энкодер Flow Control умеет обрабатывать и исправлять самые распространенные сбои и ошибки при печати — он производит ежесекундно от одного до трех измерений и идентифицирует такие неполадки, как засор сопла, запутавшийся пластик, неравномерный диаметр или обрыв филамента, многие проблемы решаются автоматически. Только в случае критических ошибок потребуется вмешательство пользователя.

Апгрейд
Будет ли возможен апгрейд принтера до двухэкструдерного — точно пока неизвестно. Есть инсайдерская информация о том, что работы в этом направлении ведутся, но официально это не подтверждается. Пока на такую возможность косвенно указывает лишь вторая съемная панель сбоку. Посмотрим.

Работа
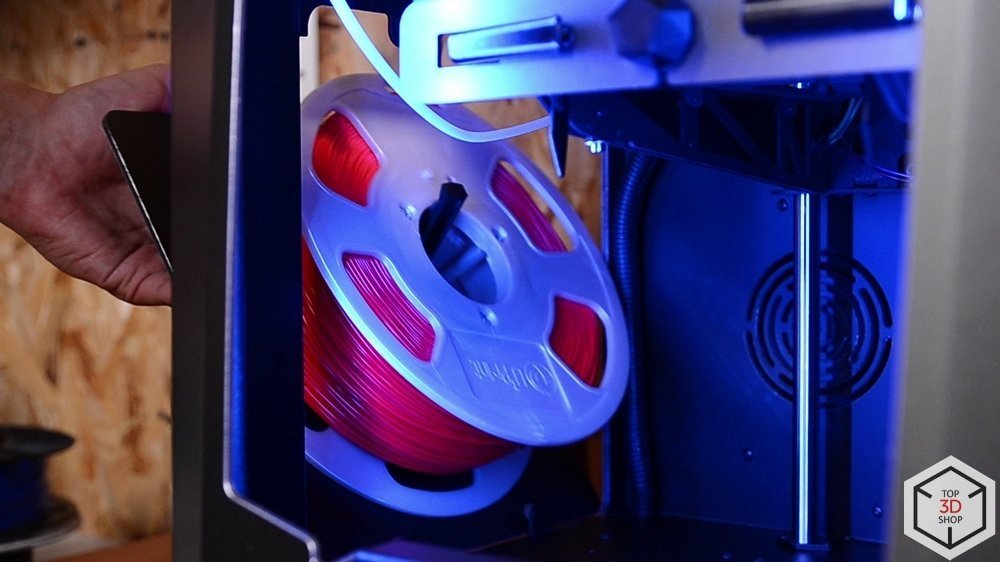
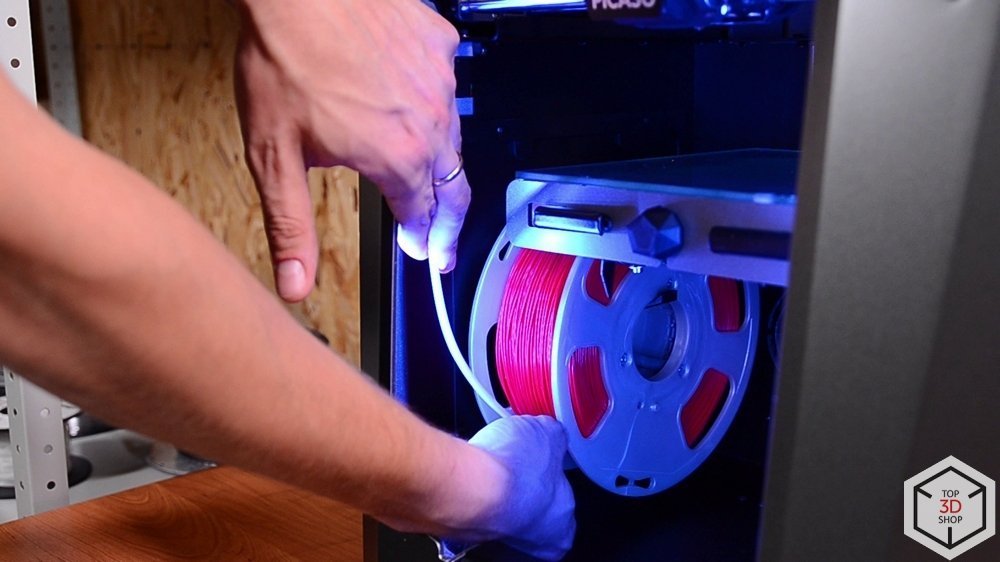
Подготовка к печати осуществляется стандартным для принтеров PICASO 3D способом — калибровка, нагрев, размещение катушки с филаментом, заправка нити в экструдер.


ПО
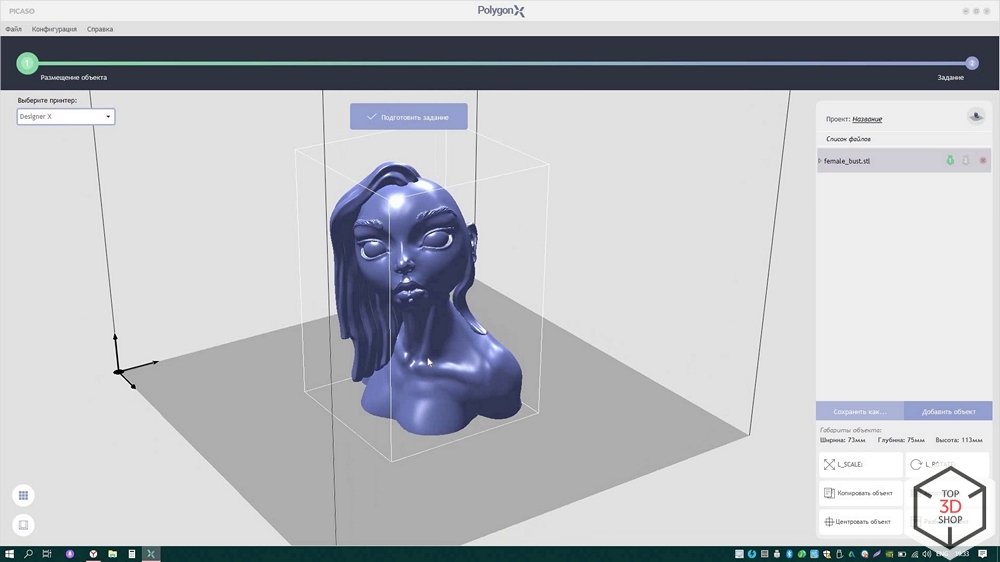
На смену слайсеру Polygon 2.0 пришел Polygon X.
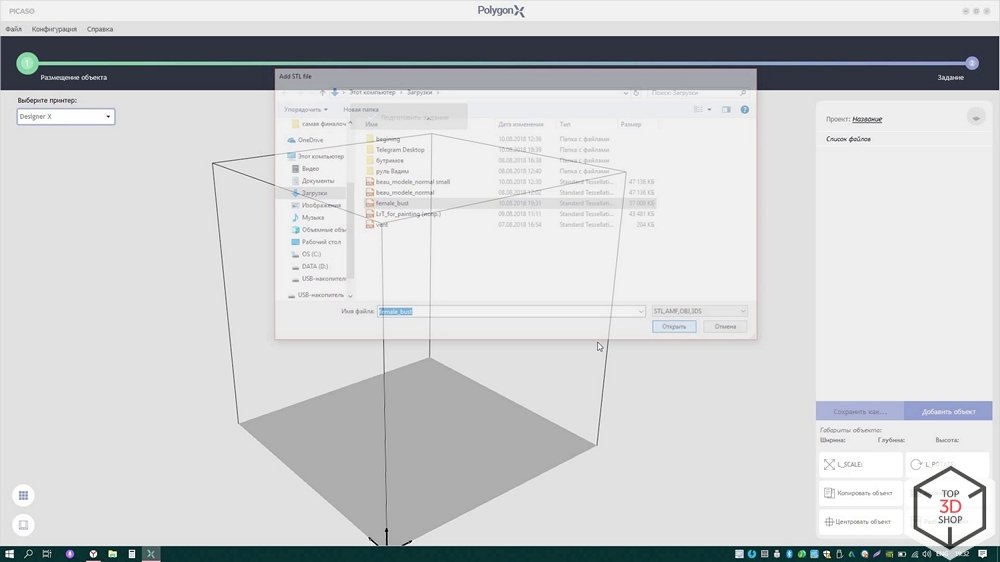
Этот софт полностью оптимизирован под новейшие устройства PICASO 3D, русифицирован и поддерживает уже снятые с производства модели.
С помощью Polygon X можно управлять целой фермой 3D-принтеров Designer X.

Но самое интересное и удобное — это работа с профилями.
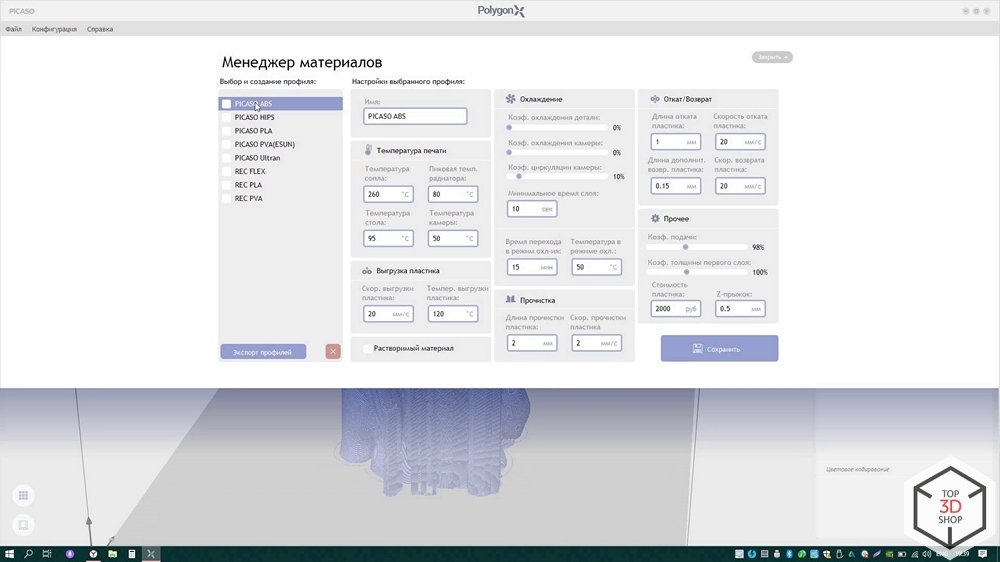
Можно выбрать уже имеющийся в памяти принтера профиль или подготовить собственный.

Теперь слайсинг и выбор материала не зависят друг от друга. Если у вас есть готовый G-код, достаточно выбрать нужный вам материал, не отходя от принтера. Все. Повторять «нарезку» не придется — задания на печать для принтеров PICASO 3D, построенных на платформе X, больше не привязаны к материалу.
Подсветка
Упрощает взаимодействие с принтером подсветка: белая — процесс идет, желтая — что-то сбойнуло, зеленая — модель готова. Уведомления также можно получать через Polygon X.

Печать высокотемпературным пластиком
Да, мы не забыли про PEEK. Нить из полиэфирэфиркетона плавится при 400 градусах и Designer X готов к работе с ним, как заявляет производитель.
Мы провели тестовую печать и признаем: наш страх за экструдер был напрасен — почти трехчасовой эксперимент показал, что принтер полностью пригоден для работы с этим тугоплавким пластиком.

- Превосходное соотношение цены и качества
- Жесткая рама и закрытая конструкция
- Поддержка огромного количества материалов
- Разогрев сопла до 410°C и печатного стола до 150°C позволяет печатать инженерными пластиками
- Магнитная фиксация стекла
- Платформа X обеспечивает поддержку систем профилей, оповещения и контроля
- Поддержка сетевой печати благодаря системе Polygon X
- Гарантия — 2 года



Итог
Зеленоградская компания PICASO 3D задает все более высокую планку: ее 3D-принтеры можно смело сравнивать с разработками ведущих мировых брендов. В отличие от китайских «копипастеров», инженеры компании приходят к новым решениям, которые упрощают и ускоряют процесс печати.
Мы не будем забегать вперед, объявляя новинку «хитом продаж 2018», но потенциал у этого 3D-принтера определенно имеется — итоги года покажут.

Покупая PICASO 3D Designer X в Top 3D Shop вы получаете бесплатную доставку и обучение, а также скидку в 20% на расходные материалы REC, FL-33 и Formlabs и до 20% на другие.
Новое
21 сентября, на выставке-конференции «Top 3D Shop. Цифровое образование 2018», которая пройдет в “Технополисе Москва”, PICASO 3D представит новый, большой 3D-принтер серии X:
PICASO 3D Designer XL

Регистрируйтесь бесплатно, приходите на выставку и станьте одним из первых, кто узнает подробности об этой новинке.
3D принтер Picaso Designer X Pro
Уникальное предложение! При покупке 3D принтера вы получаете купон на скидку до 20% на пластики SolidFilament, Bestfilament или скидку до 10% на фотополимеры HARZ Labs, FunToDo, Gorky Liquid на весь 2021 год.

3D принтер Designer X Pro - 3D принтер имеющий новое ядро, новые идеи, а также огромное количество нововведений, которые позволят решать задачи различной сложности. Теперь не нужно выбирать между качеством и скоростью 3D печати поскольку Designer X PRO включает оба этих качества. Принтер поддерживает печать инженерным высокотемпературным пластиком Ultran (угленаполненный 30% полиамид), который позволяет производить изделия промышленного качества и назначения. Стальных сопел принтера при печати таким сложным материалом хватает на 720 часов непрерывной работы.
Особенности модели:
- самая быстрая двухматериальная печать - благодаря наличию функции JetSwitch, печать 2мя материалами стала еще быстрее (до 5 секунд в обычном режиме и 250 мс в черновом режиме)
- революция качества - заново спроектированная печатающая головка с точностью до 1 мкм, рамная конструкция, точная механика и аппаратная платформа нового поколения позволит вам добиться небывалых результатов в 3D-печати
- система контроля состояния - новая система позволяет следить за подачей пластика, печатью первого слоя, сохранять профили и использовать их под разные материалы и нужды, а также оповещать о состоянии принтера и текущей задачей
- автоматическая калибровка, позволяющая за 50 секунд откалибровать стол, за 5 секунд высоту между соплами, за 5,5 минут смещение между соплами
- печать практически любыми материалами благодаря широкому диапазону температур и новой системе подачи пластика
- встроенные сетевые функции позволяют объединить все ваши принтеры в едином интерфейсе Polygon X
- новое ядро принтера представляет совершенно новую концепцию работы 3D-принтера: еще надежнее, быстрее, тише точнее

Характеристики модели:
- Материал, используемый для 3D печати: PLA, ABS, PLA Flexible, PVA, PC, Hips, Nylon, Laywood, FilaFlex, Filamentarno (диаметр нити 1.75мм);
- Область печати: 200 х 200 х 210 мм;
- Материал корпуса: Алюминий (композит);
- Направляющие: XY: рельсовые (сталь), Z: цилиндрические (сталь)
- Толщина слоя: от 0,05 до 0,25 мм (Толщина слоя регулируется настройками ПО принтера);
- Точность позиционирования: XY: 11 микрон; Z: 1.25 микрон;
- Наличие подогреваемой платформы: Да;
- Платформа печати: Алюминий - стекло;
- Количество печатающих головок: 2;
- Автоматическая калибровка стола: Да;
- Диаметр сопла: 0.3 мм;
- Максимальная рабочая температура экструдера: 380C;
- Максимальная рабочая температура рабочей платформы: 140C;
- Уровень шума: 55 дБа;
- Плата управления: на базе ядра ARM CORTEX M4 32-битного процессора STM;
- Интерфейсы: USB, Ethernet, USB Flash [в комплекте];
- Интеллектуальная система поддержек: Программное обеспечение Picaso 3D Polygon X поставляемое с принтером автоматически создает поддержки в тех местах, где это необходимо, для обеспечения прочности (устойчивости) детали во время печати;
- Совместимость с программным обеспечением: Windows XP, Windows 7, Windows 8;
- Скорость печати: до 30 см3/час;
- Поддерживаемые форматы: STL, PLG;
- Программное обеспечение: Программное обеспечение(Picaso 3D Polygon X) для 3D принтера поставляется бесплатно. С помощью данного программного обеспечения вы можете импортировать файлы в формате STL и PLG для последующего вывода 3D модели на печать. Программа позволяет менять масштабы, и производить всевозможные манипуляции с 3D моделью на плоскости;
- Рабочая температура окружающей среды: 15° – 32°С;
- Габариты и вес: 492х390х430мм; Вес — 16кг;
- Габариты и вес в упаковке: 690 x 500 x 470; Вес — 22кг;
- Энергопотребление: 220В +- 15% 50Гц (доступна опция 110 В +-15% 60Гц) 400W;
- Гарантия: 2 года;
Сравнение моделей Designer PRO 250 и Designer X PRO
В 3D принтере Designer PRO 250 используется оригинальная схема кинематики, по оси X – используются рельсы, по всем остальным - классические валы. Корпус у данной модели является несущим.
В более новой модели Designer X PRO экструдер перемещается по рельсам, так как они установлены и по оси X, и по оси Y. Отсюда, повышается скорость перемещения и точность позиционирования. Так же в модели используется стальная рама, на которую устанавливаются все механизмы – жесткость конструкции стала выше.

Designer PRO 250 – это первый принтер с экструдером JetSwitch. Технология такого экструдера дает возможность быстрого переключения с одного материала на другой. Он состоит из двух подвижных сопел, единственного мотора подачи пластика и клапана блокировки неактивного сопла – это избавляет от подтеков пластика.

В модели Designer X PRO экструдер JetSwitch обновился. Точность позиционирования увеличилась, так же как и скорость переключения, а значит общая скорость печати выросла в разы.
Технология JetSwitch чрезвычайно экономит время. Например, если для создания 18 см детали, на одни лишь переключения обычный принтер тратит около 20 часов, то с JetSwitch – всего 2.5 часа.
| Время переключения между материалами (сек) | Высота модели (мм) | Высота слоя (мм) | Время на переключение между материалами (сек) | Время на переключение между материалами (часы) | Экономия времени при печати в ускоренном режиме на Designer X PRO (часы) | Экономия времени при печати в стандартном режиме на Designer X PRO (часы) | |
| JetSwitch ускоренный режим | 0.25 | 180 | 0.1 | 450 | 0.125 | ||
| JetSwitch стандартный режим | 5 | 180 | 0.1 | 9000 | 2.5 | ||
| Без JetSwitch | 40 | 180 | 0.1 | 72000 | 20 | 19.875 | 17.5 |
Есть некоторые различия и в интерфейсах принтеров. В 3D принтере Designer PRO 250 используется классический набор интерфейсов: USB, SD-карта.
В принтере Designer X PRO SD карта заменена обыкновенной USB-Flash, а значит совсем не обязательно всегда держать под рукой кард-ридер. Появился интерфейс Ethernet – теперь принтером можно управлять удаленно.
Программное обеспечение так же немного отличается друг от друга. В модели Designer PRO 250 используется ПО Polygon 2.0. В 3D Designer X PRO - новая программа Polygon X, позволяющая управлять принтером удаленно, а так же создавать очереди печати.
Так же стоит отметить, что Designer X PRO обладает множеством полезных функций:
- системой контроля печати первого слоя(принтер автоматически определяет параметры первого слоя)
- системой контроля подачи пластика
- системой профилей
- система оповещений (в том числе даже рассылка на почту)
Кроме того, управляющая плата Designer X PRO была разработана на основе 32-битного процессора ARM CORTEX M4. Новые драйвера позволили добиться минимального шума в процессе работы и высокой плавности хода.
| Designer PRO 250 | Designer X PRO | |
| Кинематика | Оригинальная схема, установлена рельса по оси X, оси Y и Z на валах. Несущий корпус | Оригинальная схема, установлены рельсы по осям X и Y, лучшая точность и скорость позиционирования головки. Рамная конструкция |
| Экструдер | JetSwitch - обеспечивает качественную печать двумя материалами | Обновленный JetSwitch - скорость переключения между материалами менее 1 секунды, а точность выросла до 1 мкм |
| Интерфейсы | USB, SD card | USB, USB Flash, Ethernet |
| Программное обеспечение | Polygon 2.0 | Polygon X - добавлено удаленное управление, мониторинг состояния принтеров |
| Системы обеспечения стабильности принтеров | Автокалибровка. Системы контроля отсутствуют. | Автокалибровка. Система контроля за подачей пластика, печати первого слоя. Система профилей и оповещений. |
| Электроника | Собственная разработка на основе Atmega1284p | ARM CORTEX M4 32-битный процессор STM собственной разработки |
Используемые материалы:
Для печати используются ABS, PLA*, FLEX, NYLON, ASA, ABS\PC, PET, PC, PVA, HIPS и другие виды пластика.
Обратите внимание, что у 3D-принтеров Picaso, в некоторых случаях встречается проблема с печатью PLA пластиком сторонних производителей. Происходит недоэкструзия и засор хотенда. Дело в том, что в термобарьере пластик достигает температуры выше температуры стеклования и происходит деформация пластика и засор. Это происходит, из-за того, что термобарьер цельнометаллический (для печати тугоплавкими пластиками до 410 градусов).
Существуют следующие варианты решения:
Производитель готов предложить официальное решение для низкотемпературных PLA, TPU и мягких пластиков в виде нагревательного блока "Блок 250" с фторопластовой проставкой в термобарьере. Если Вы планируете печатать только пластиками до 250°С, то существует возможность приобрести и установить "Блок 250", заменив стандартный "Блок 400".
Если же Вы хотите оставить возможность печатать пластиками свыше 250°С и при этом работать с PLA, то рекомендуем использовать PLA следующих производителей: SEM, Picaso, Esun, Filamentarno.
Модель фильтра для пластика. Устанавливается на тракт пластика. Внутрь устанавливается поролон, добавляется 10 капель любого машинного масла (или другого смазочного материала) и пластик должен начать нормально работать на стандартном профиле.
Также предоставляем ссылку на базу профилей, пластиков протестированных Picaso - в ней можно найти подходящий вам профиль.
Некоторые из профилей могут быть устаревшими или работать с оговорками, так как уследить за изменениями в составе сырья всех производителей, пока что, не представляется возможным, поэтому при возникновении вопросов при работе с каким-либо пластиком уточняйте информацию у производителя пластика.
Осеннее обновление 2020
PICASO 3D в сентябре анонсировал обновленное фирменное ПО Polygon X, совместимое с новой прошивкой и программное обновление для серии Х принтеров PICASO 3D

Читайте также: