Как сделать стальную цепь черной
Разновидности качественных сталей.
Качественная углеродистая сталь бывает двух разновидностей:
- конструкционная, для производства которой используется сталь марок 08 кп, 10 пс и 45 с содержанием С (углерода) 0,08%, 0,1% или 0,45% соответственно.
- инструментальная, для изготовления которой берется сталь марок У8 ил У13, где содержание С (углерода) 0,8% или 1,3% соответственно.
По количеству углерода современная качественная сталь делится на:
- низко углеродную, где С не более 0,25%;
- средне углеродную, где С от 0,3 до 0,5%;
- высоко углеродную с содержанием С не превышающем 0,65%.
Спектр использования качественных сталей определяется диапазоном применения изделий, изготавливаемых из нее. А это и приводные цепи из нашего каталога крупной серии, такие, как ПР-50,8, ПР-44,45, средней серии – ПР-38,1, ПР-35 и мелкой серии – 2ПР-15,875, а также изделия в иных отраслях человеческой деятельности и в быту.






Все материалы добавляются пользователями. При копировании необходимо указывать ссылку на источник.

Цепью называют гибкое длинномерное изделие из звеньев, соединенных последовательно и подвижно. Это гениальное изобретение человечества в современных реалиях не утратило былой популярности и широко используется на судах, в портах, на лесозаготовках, при грузоперевозках, на производстве, в горной промышленности, сельском хозяйстве, быту, интерьерах и ландшафтном дизайне.
Цепи различают по назначению, конструкции, материалу, размеру звеньев, прочности и многим другим признакам, которые и определяют сферу их применения. Среди огромного разнообразия звеньевых конструкций можно выделить четыре основные группы.
Цепи общего назначения
В эту группу входят стальные круглозвенные цепи нормальной прочности с калибром от 2 до 16 мм со сварным соединением звеньев. Они изготавливаются в соответствии с DIN 763, DIN 5685 Form C (длиннозвенная) и DIN 766, DIN 5685 Form A (короткозвенная) из низкоуглеродистой стали класса 2. Их используют для растяжек, подвесов и в других системах крепления, не работающих в условиях динамических нагрузок и не связанных с подъемом грузов. В домашнем хозяйстве их применяют для привязки животных, подъема колодезной воды изготовления качелей. Цепные ветви, состоящие из длинных звеньев, обладают лучшей подвижностью, но уступают аналогам с коротким звеном в прочности.
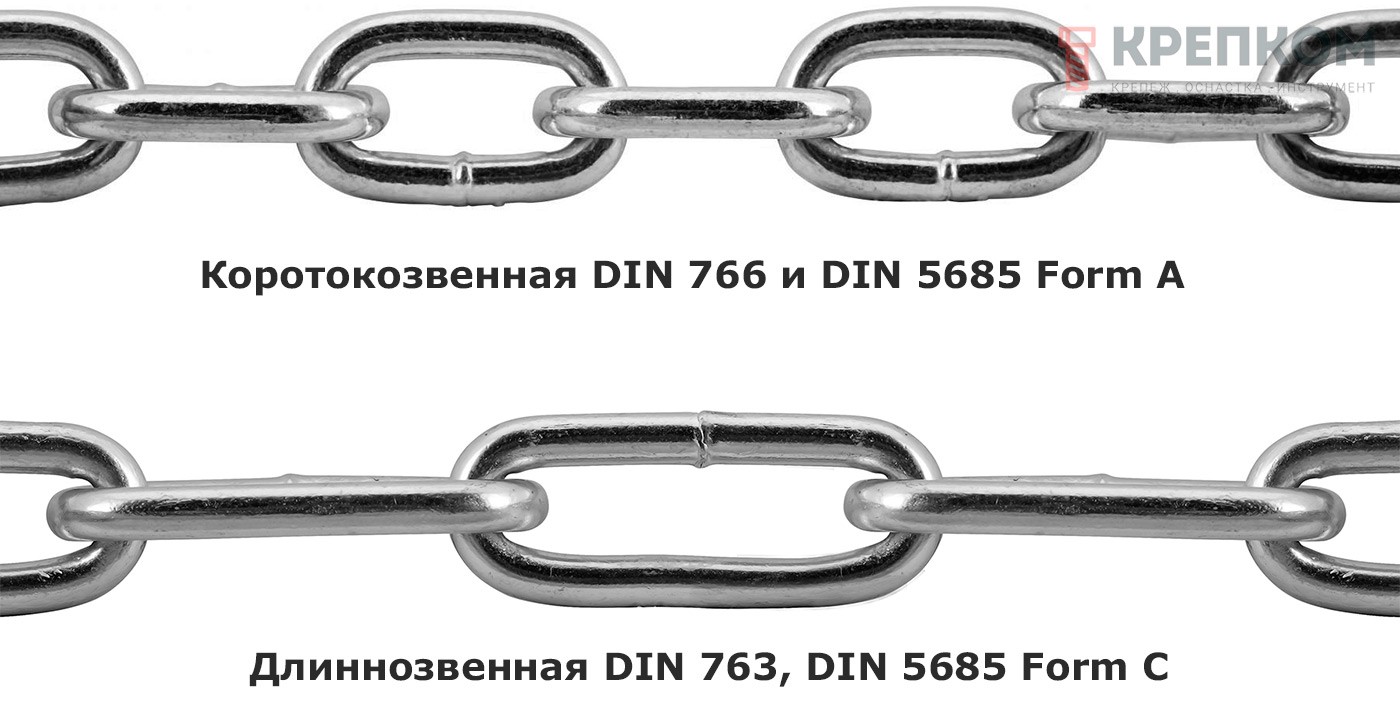
Сравнение короткозвенной и длиннозвенной цепи общего назначения
Грузовые и тяговые цепи нормальной прочности
Это изделия с классом качества 2, 2.5, 3.5, 5, 7, 8, с напряжением при минимальной разрывной нагрузке от 240 до 800 Н/мм?. Они идут на изготовление цепных строп и используются в составе различных подъемно-транспортных машин и механизмов. С их помощью крепят габаритные и тяжелые грузы на водном и сухопутном транспорте. Используются преимущественно с блоками и лебедками, для обвязки, подвески, подъема и удержания грузов; тяговые — для перемещения грузов. Изготавливаются по ГОСТ 2319 или ТУ (внутренним стандартам изготовителя).
Грузоподъемные цепи повышенной прочности

Декоративные цепи
Данная группа изделий поражает многообразием форм, размеров, цветов и используемых материалов, что предполагает множество вариантов их применения. Благодаря различным покрытиям они отлично имитируют цветные и драгоценные металлы, что позволяет реализовать любой творческий замысел в оформлении интерьеров и ландшафтном дизайне. Декоративные цепочки часто используют дизайнеры бижутерии, одежды и галантереи. Пластиковые цепи со звеньями ярких сигнальных цветов применяются для зонирования общественных помещений, парковок, спортплощадок.

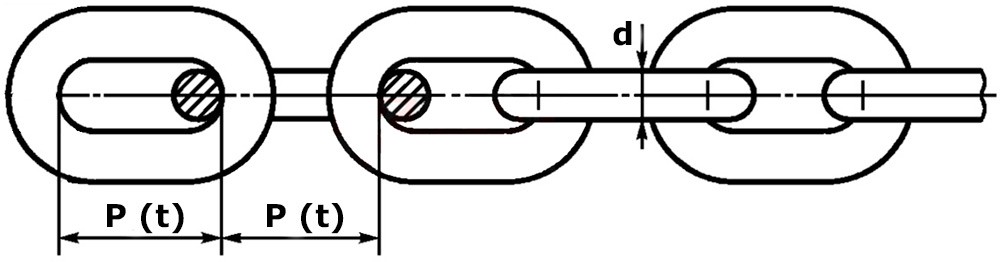
Что такое шаг и калибр цепи
Калибр – это номинальный диаметр (d) сечения круглой стали, из которой изготовлены звенья. Часто под калибром подразумевается размер цепи, например, 8 мм, 10 мм, 12 мм и т.д. Однако чаще обозначение размера включает калибр и шаг, разделенные знаком умножения. Например: 6х19 мм, 8х24 мм, 14х50 мм.
Классификация сварных круглозвенных цепей
В зависимости от соотношения шага к калибру цепи делятся на:
- короткозвенные (тип А)
- длиннозвенные (тип Б)
Конструкция с короткими звеньями (P/d Цепи, стропы, такелаж Обновлено: 19.10.2021 15:06:25
Промышленное производство цепей осуществляется на автоматизированных станках, но до их появления звенья гнули вручную с помощью специального кондуктора. Рассмотрим, как сделать такой кондуктор, чтобы изготавливать цепи в домашних условиях.

Материалы:
- листовая сталь толщиной 20 мм;
- гладкий прут d 10мм;
- квадратный прут 14х14 или 20х20 мм.

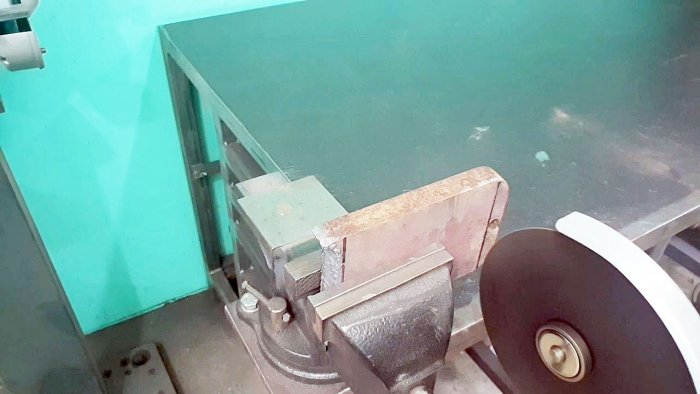
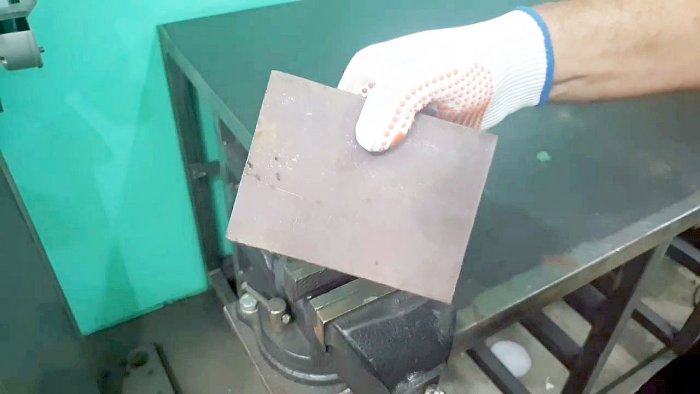
Сборка станка для изготовления цепи
Для изготовления основания гибочного станка нужно вырезать из листовой стали заготовку 12х20 см. Можно использовать свои размеры, но если заготовка будет крупнее, то готовый станок может не помещаться в обычные тиски. Тогда его придется прикручивать к столу или большой деревянной колоде.
Из такой же стали вырезается пара гибочных губок. Их размер составляет 3х10 см. Один торец каждой губки нужно скруглить, обработав на наждаке или сточив болгаркой.

Далее следует отшлифовать лепестковым кругом поверхность губок и ранее сделанного основания кондуктора.


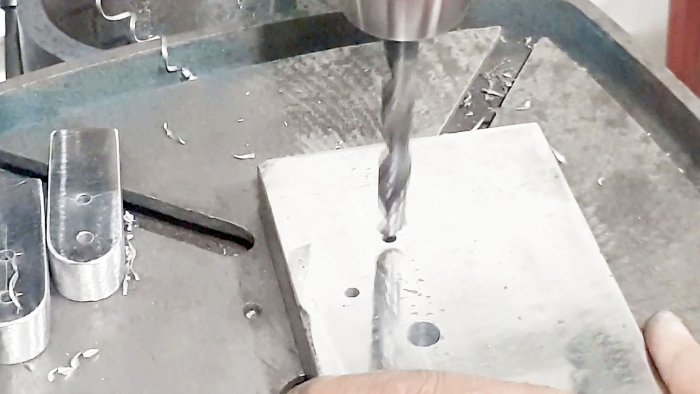
На подготовленных губках нужно сделать по 2 отверстия. Первое сверлится со стороны скругленного торца.

Его диаметр должен составить 11 мм. Центр отверстия располагается на отдалении 15 мм от сточенного торца и боковых краев. Второе отверстие отдаляется от первого на 1-1,5 мм больше толщины прутков, которые будут использоваться для изготовления цепей. Для него применяется сверло 10 мм. Поскольку сверлить настолько толстый металл сложно, то сначала стоит проделать тонкие отверстия, а потом их расширить до нужного диаметра.
Также сверлом 10 мм делается 3 отверстия на основании кондуктора. Два из них располагаются в одну линию. Расстояние между их отдаленными краями должно соответствовать длине желаемых звеньев. Третье отверстие сверлится по центру с отступом в сторону на толщину прутков для гибки.


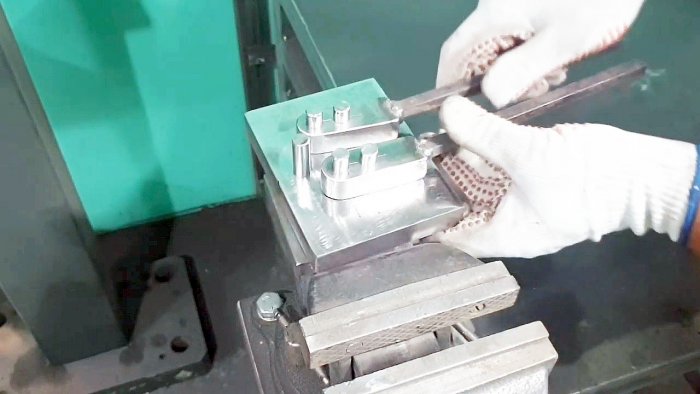
К губкам привариваются ручки из квадрата. Чем они длиннее, тем легче будет сгибать звенья. Желательно варить ручки под углом кверху, как на фото, чтобы в дальнейшем их было удобней захватывать и стягивать.

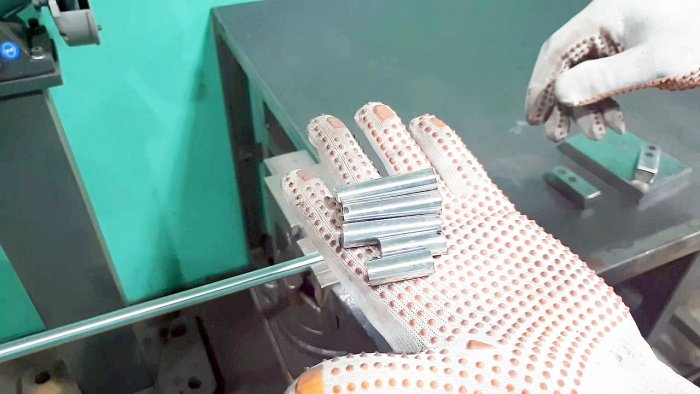
Длинные штифты забиваются в основание станка, а короткие впрессовываются в губки в отверстия возле ручек. Далее ручки с губками надеваются на штифты в основании.



Готовый станок зажимается в тисках. В него закладываются предварительно нарезанные стальные пруты и загибаются движением губок в звенья. Длина прутков подбирается индивидуально под размер полученного станка. Каждый последующий прут предварительно продевается в предыдущее звено. После изготовления цепи стыки звеньев свариваются.




Смотрите видео

Читайте также: