Как сделать соосные отверстия
Добавил пользователь Валентин П. Обновлено: 25.08.2024
Правильно ли я считаю: если задать координирующий размер и допуск соосности для 2-х разнесенных отверстий относительно а)общей оси, б)относительно оси одного из отверстий,
то должны выдерживаться допуск координирующего размера для каждого отверстия и допуск соосности для случая а) и б). Спасибо за ответ!
Ну, в сущности, точность достаточно невысокая, вполне можно не фрезеровать нижнюю опорную поверхность, а вот обрабатывать отверстия надо на одну установку. По крайней мере финишную операцию (разверточкой). И контролировать пробкой. И чего голову ломать.
Меня интересует следующее: Верно ли, если координата одного отверстия 29,9 мм,
то размер для второго отверстия не может быть 29,9-0,5*допуск соосности, а только 29,9+0,5*допуск соосности
Ну в общем да. Если вы точно измерили один размер 29,9, то положение второй оси не может быть меньше (соосность соосностью, но размер для оси второго отверстия не может быть меньше, значит от 29,9 до 30, сотые вы все равно мерить не будете).
Я забыл поставить на эскизе надпись 2 отв. На вашем эскизе размер поставлен как для одного отв., только линия до размерной должна быть сплошной тонкой.
Ну все верно. Или писать 2отв., а ниже в требованиях уточнять: "обрабатывать на одну установку". Главное, чтобы в цеху было понятно. А позвольте спросить, это у вас учебных целях, или нужно для работы?
Забыл . Это эскиз для примера. Данный вопрос вызвал интерес в связи с совместной обработкой данных отв.
Координатный размер определяет положение относительно плоскости разъема корпуса. Если ось отверстия уйдет слишком далеко относительно плоскости разъема или не будет соблюдена требуемая соосность
проблемой будет вставить ось.
Чтобы это узнать, откройте ГОСТ 24642 на стр. 15 и внимательно изучите оба ваши варианта, п.3.4.1. Увидите сразу, какой именно ваш случай. Они совершенно разные, т.е. разные допуски и по схемам, и количественно. (В одном из приведенных примеров не случайно одно из отв. длиннее другого). Если в сборе входит одна ось в оба отв., то допуски "вяжут" от их ОБЩЕЙ оси, естессно. Тогда координата будет относиться к их общей оси. Необходим также анализ насчёт применения зависимого допуска.
Насчёт обработки – это отдельная тема, и конструкция с ней никак не связана. Главное, что а) озаботиться о соосности и о координате (30+/-0,1) нужно раздельно и б) обработка с одной установки это замечательно, но от контроля соосности это не освобождает (в суръёзном производстве ).
Если это будет одно отверстие, как рекомендуют образмерить, а не два отдельных, то никакого контроля соосности. Если технологически невозможно обработать с одной установки, то необходимо ставить размер для двух отверстий и несоосность.
Конструктор по сути (машиностроитель)
Согласен с предыдущими авторами. Надо одну ось рисовать. А если все-таки 2 надо по каким-то причинам, то и расстояние должно быть указано 2 раза, поскольку это 2 разных оси. И соосность тут поскольку поскольку. Не то чтобы нельзя указывать как у вас, но что немножко неграмотно, это точно.
точим деталь .ну например-корпус под подшипники -ну вот давайте рассмотрим на примере втулки переднего колеса от велосипеда. желательно обсудить технологию с одной установки.ну я конечно представляю себе точим ее как гриб -на тонкой ножке и растачиваем посадочное под подшипник -со стороны патрона резцом г -образной формы-но как при этом мерить диаметр. и потом ножку отсверлить на сквозь -но ведь так ни кто не делает .наэрно.страшная мысль пришла в голову-неужели все везде делают -не очень соосно-то есть с переворотом и как это делают на производстве и что на этот счет предусмотрено технологами
как соблюсти соосность
как соблюсти соосность
ага а потом кое кто отправляется искать только польские патроны.а для тех кому их не выдал работодатель -от них требуется -умение выставлять деталь-да . а если на производстве-серия .кто там будет терять время на выставления когда там есть нормы на смену.
как соблюсти соосность
корбен даллас писал(а): Источник цитаты кто там будет терять время на выставления когда там есть нормы на смену.
как соблюсти соосность
как соблюсти соосность
Я бы в 4-х кулачковом сразу делал, с переворотом и выставлением по индикатору.
В серийном производстве нужно оправку делать как раз под деталь.
как соблюсти соосность
по индикатору.хорошо.другой пример -вопрос тот же.вот передняя ступица от волги. или не от волги. с одной стороны раздракочено посадочное под подшипник.задача-сделать втулку и ее расточить под подшипник.ту сторону что осталась целой мы есесно одеваем на кулачки.перед нами-пострадавшая сторона-требующая расточки.вокруг нее конусные литые поверхности-отлитые в землю. в самом лучшем случае имеется на максимальном диаметре один тоненький проточенный поясок.но нет никаких гарантий что он был сделан с одной установки с уцелевшим посадочным.---что делать учитывая тот фактор что я наример знаю что повторяемость зажима кулачками гуляет по кругу в пределах 3-5десяток-произвольно и каждый раз по разному . да и как проверить еще и точность надевания самой детали на кулачки
Точное сверление. Даже без разметки. Даже неподходящим сверлом. И даже дрелью с биением патрона. И все это быстро. Около 200 отверстий я просверлил, и ни одно из них не оказалось дыркой. Как такое возможно? Сейчас расскажу.
Однажды я купил шкаф в Икее. Как любят шведы, продавался он в картонной коробке, в виде стопочки досок и пакетика с фурнитурой. Быстренько его собрав, я решил, что эти доски мало чем отличаются от мебельного щита из Леруа Мерлен, только нарезаны по нужному размеру и просверлены отверстия под крепеж — а цена выше в несколько раз. При этом нарезать листовой материал можно в том же Леруа почти за спасибо.
Потом мы делали ремонт и долго не могли решить, куда пристроить стиральную машину. В ванной ей не хватало места, кухню хотелось освободить для более важных вещей, в прихожей она не смотрелась… Вот если б спрятать ее в тумбу, это решило бы проблему. Но где взять тумбу с внутренним размером 60 см? Готовой нигде не продается, и я решил смастерить ее сам. Тот первый опыт был не вполне удачный. Тумба собиралась на эксцентриковых стяжках и конфирматах (это такие шурупы для дсп). Для эксцентриковой стяжки нужно просверлить два отверстия в перпендикулярных плоскостях с пересекающимися осями. Пару раз я промахнулся со сверлением, отверстия пришлось рассверливать, чтобы все совпало, а, стало быть, появились люфты. Одно отверстие и вовсе вышло сквозным, чуть пол не просверлил. Тумбу я конечно собрал, но появилось понимание, что не все так просто. А тумба при отжиме машинкой подпрыгивает и дребезжит.
И тут грянул новый ремонт. На этот раз требовалось соорудить мега-шкаф. Он должен быть широким (более 2 м.) глубоким (76 см. в глубину), сделан должен быть из березовой фанеры 21мм, и самое главное — нижняя часть не должна иметь цоколь. Идея состоит в том, чтобы в нижнюю секцию шкафа вкатывались тумбы на колесиках. Это здорово упрощает загрузку вещей в такой глубокий шкаф. Позволяет быстро выкатить, скажем, тумбу с инструментами и прикатить ее к месту ремонта. Или тумбу с книгами к письменному столу. И не бегать за каждой мелочью в шкаф. Вот примерно так это должно выглядеть:

(дверцы и ящички/полочки условно не нарисованы, но они будут)
Конечно, такие ноги мигом разъедутся без крепления к единому основанию, и шкаф рухнет. Чтобы этого не произошло, шкаф монтируется на несущую стену дома, всю нагрузку несет она. Это снимает вопрос задней стенки. Это позволит при необходимости заменить напольное покрытие, не вытаскивая шкаф из комнаты. Просто выкатываем тумбы, снимаем нижнюю часть перегородок, а остальной шкаф продолжает висеть на стене.
Все эти мои хотелки, все вместе и каждая по отдельности, отпугивали потенциальных изготовителей шкафа. Фирм, изготавливающих мебель полно, но почти все гонят шкафы из дсп 16 мм, глубиной 600, все по более-менее стандартным чертежам, а заказчику позволительно лишь выбрать цвет дсп и узор на створке. Так стало ясно, что всю работу предстоит сделать мне самому. Но старая травма с тумбой под стиралку давала о себе знать, и на этот раз я решил не оставить себе шансов на ошибку. Базовые элементы крепежа всей конструкции — двойная эксцентриковая стяжка и винт с бочкообразной гайкой. А это значит, что сверлить придется много и сверлить нужно точно. Поэтому был приобретен герой моего обзора: кондуктор для сверления под эксцентриковую стяжку.
Кондукторов для сверления торца доски много. Есть параллелограммного типа, есть такие типа рогатки (долго объяснять, своей фотки у меня нет, а чужие прикладывать к обзору тут не разрешают, так что найдете в интернете, если надо), в общем выбор большой. Но кондуктор, который позволял бы сверлить сразу два отверстия именно под стяжку, я нашел только этот. Посмотрим, что же мне прислали:
Жесткий пластиковый кофр, внутри поролоновая подкладка и инструменты в пакетиках.



Два сверла по дереву на 8 и на 10 мм, одно сверло форстнера на 15 мм, ограничительные муфты для них, несколько шкантов, ключ для гаек, шестигранный ключ для фиксации ограничительных муфт, и собственно сам прибор.

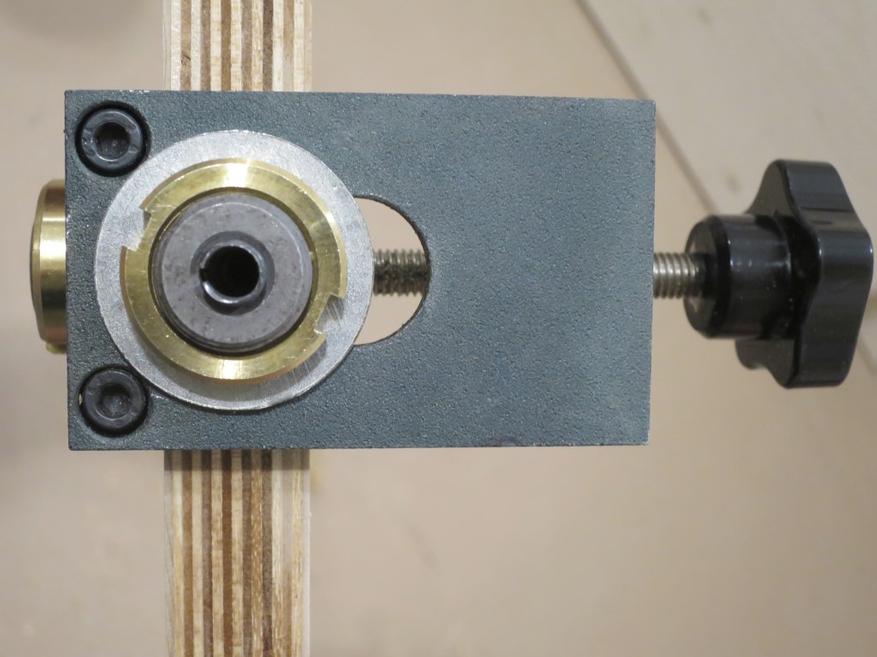
Вот он. Штука довольно увесистая, из литого металла, скорее всего чугуна. Фиксируется на доске винтовым зажимом. На дешевых струбцинах тарелка держится за счет развальцовки винта, со временем она отваливается или продавливается, винт начинает царапать доску. Здесь такого не произойдет. Тарелка из толстой стали, она гладкая и ровная, фиксируется винтом. Время показало, что ей можно зажимать даже окрашенную доску из мягкого дерева, следов не остается.

Максимальная толщина зажимаемой доски порядка 50 мм.

В прорезях корпуса перемещаются и фиксируются гайками две втулки. Одна для сверления 8 мм, со стороны торца доски.

Минимальный отступ оси сверлимого отверстия от поверхности доски — 5 мм.
Максимальный — 37 мм.
Шкала на раме выполнена гравировкой, т.е. не сотрется со временем.
Торец втулок немного утоплен в корпус кондуктора, буквально на долю миллиметра. Это дает возможность перемещать втулку даже когда струбцина зажимает доску. Разумеется, для этого надо ослабить фиксирующую гайку.

На другой плоскости кондуктора выполнена точно такая же прорезь для втулки под сверление на 15 мм.

Минимальное расстояние от торца доски до оси сверления — 21 мм. Можно и меньше сделать, просто установив струбцину не вплотную к краю доски.
Максимальное расстояние — 39 мм.
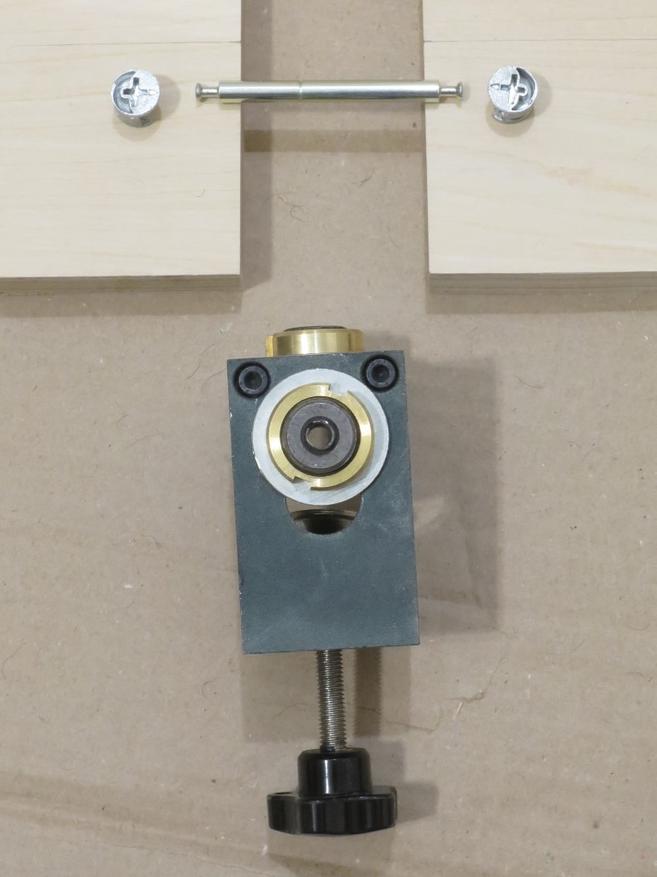
Ну что ж, приступим к испытаниям девайса. Перво-наперво, попробуем установить двойную эксцентриковую стяжку. Она позволяет соединять фанеру почти незаметно. Кроме того, с ними можно сделать и крестообразные соединения листов фанеры. Вот как выглядит стяжка:
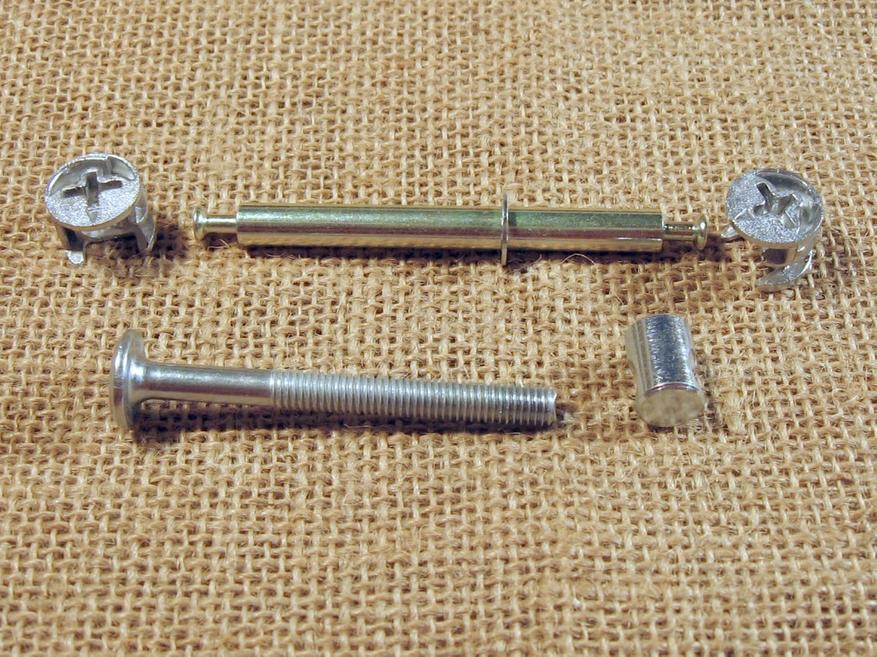
Вставляем эксцентрики в отверстия на поверхности доски, вставляем штифт в отверстие на торце, соединяем торец к торцу, поворачиваем эксцентрики так, чтобы они захватили концы штифтов, подтягиваем, готово!
Винты с бочками — для Т-образных соединений. Сверлим 10 мм на одной доске, 7 мм с ее торца и на поверхности другой, вставляем в одно отверстие бочонок, в другое винт, соединяем, закручиваем, все.

Да, но как просверлить 7 мм? Втулка идеально соответствует сверлу 8 мм, сверло на 7 в ней болтается. У меня под рукой оказался переходник для фрез с 1/4 дюйма на 8 мм. А 1/4 дюйма — это 6,35 мм. Уже что-то. Вот этот переходник.

Стоит 100 с чем-то рублей.
Он из каленой стали, встает плотно во втулку 8 мм и в него практически без зазора входит сверло 6,45 мм. Это сверло для сверления отверстий для резьбы М8.
Ну а потом рассверлить 6,45 до 7 — дело техники. Если совсем уж не наваливаться на дрель, отверстие рассверлится точно по оси прежнего.
Вот такой комбинацией я и стал пользоваться. Конечно, проще было бы сверлить на 8. Но мне не хотелось добавлять лишние люфты. В угоду простоты частичной разборки шкафа мне пришлось отказаться от шкантов, и эти штифты, которые, вообще говоря, должны работать только на растяжение, у меня будут нагружены еще и на срез.
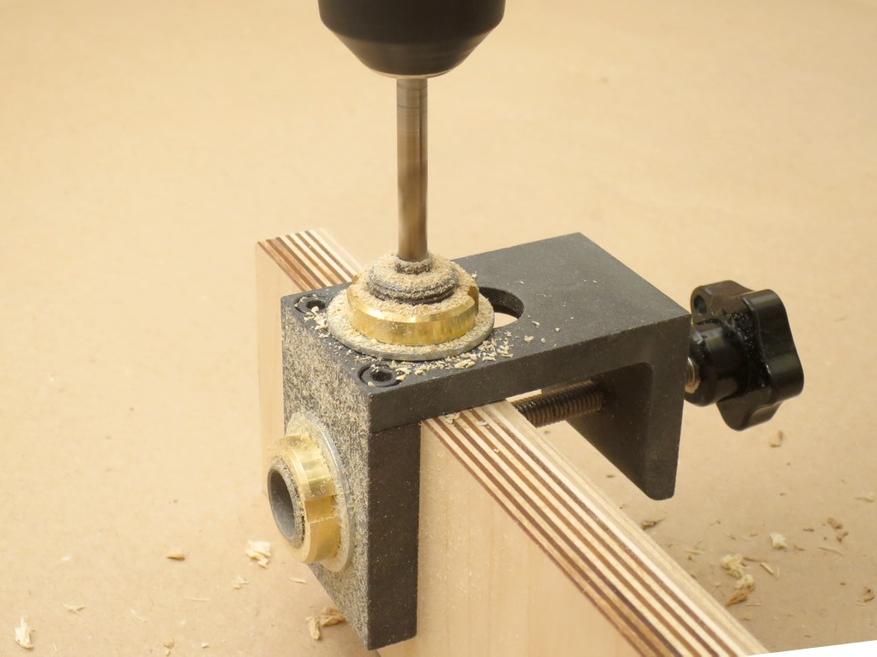
Чтоб набить руку, я начал с обрезков фанеры. Попробовал соединить три кусочка буквой Т.
Сперва сверлим сверлом форстнера с поверхности, чтобы потом легче отводилась стружка из более глубокого торцевого отверстия.

Потом сверлим с торца.
Повторяем все то же самое со второй дощечкой.
Вот что получилось:

Наконец, сверлим насквозь центральную дощечку. Собираем:
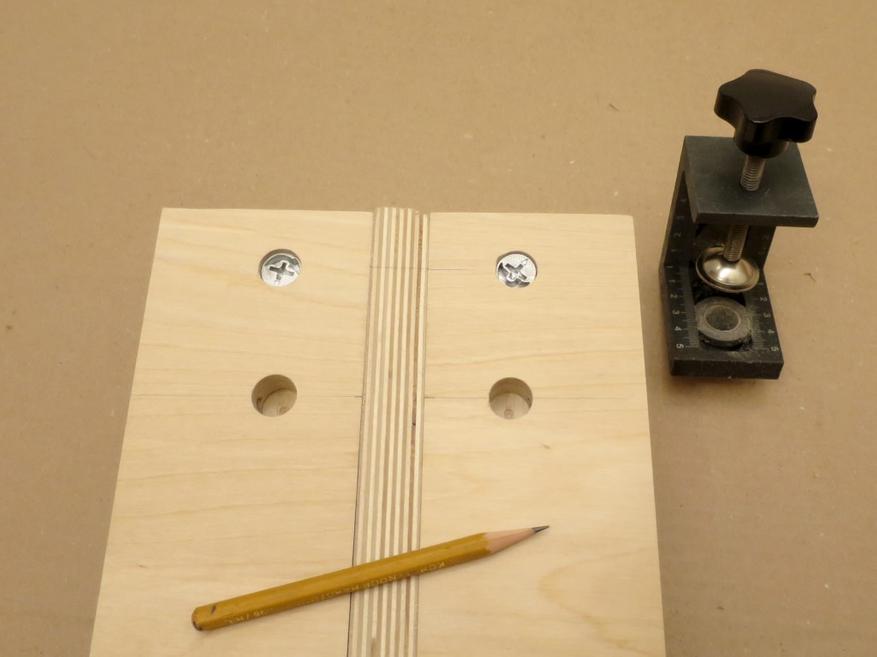
Как видите, получилось у меня только со второго раза. С первого я ошибся с размером и просверлил отверстия под эксцентрики слишком близко. Они при самой тугой затяжке не обеспечивали достаточного сжатия досок.
Края всех отверстий аккуратные. Теперь этим сверлом форстнера я проделал уже более 60 отверстий.

Сверло поизносилось, конечно, но и теперь деревянные волокна не рвет.
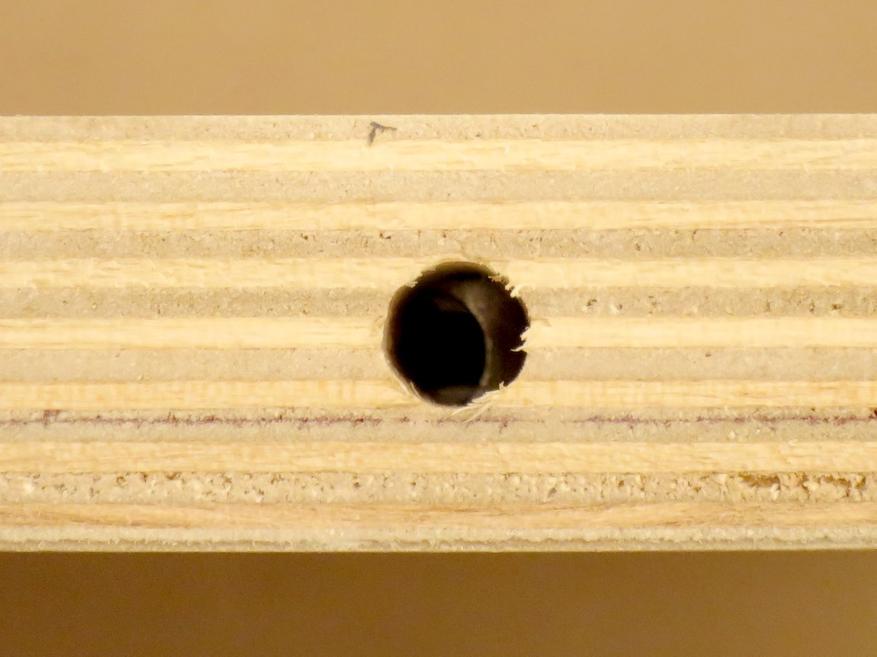
Вот одно из последних отверстий:
Я сверлил и уже покрашенную фанеру, края ровные.
Отверстия с торца тоже получаются отличные. Вот виден в глубине установленный эксцентрик.
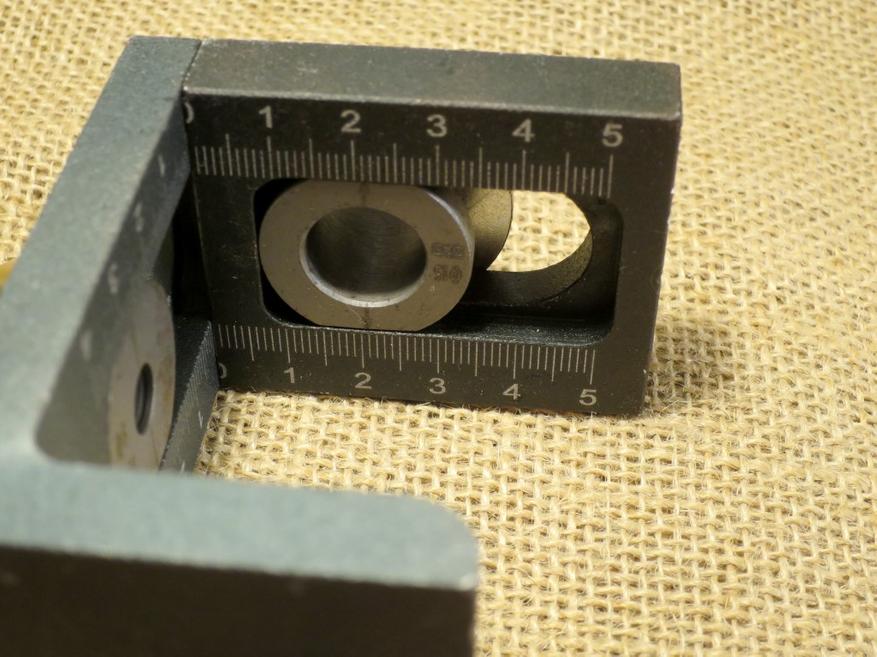
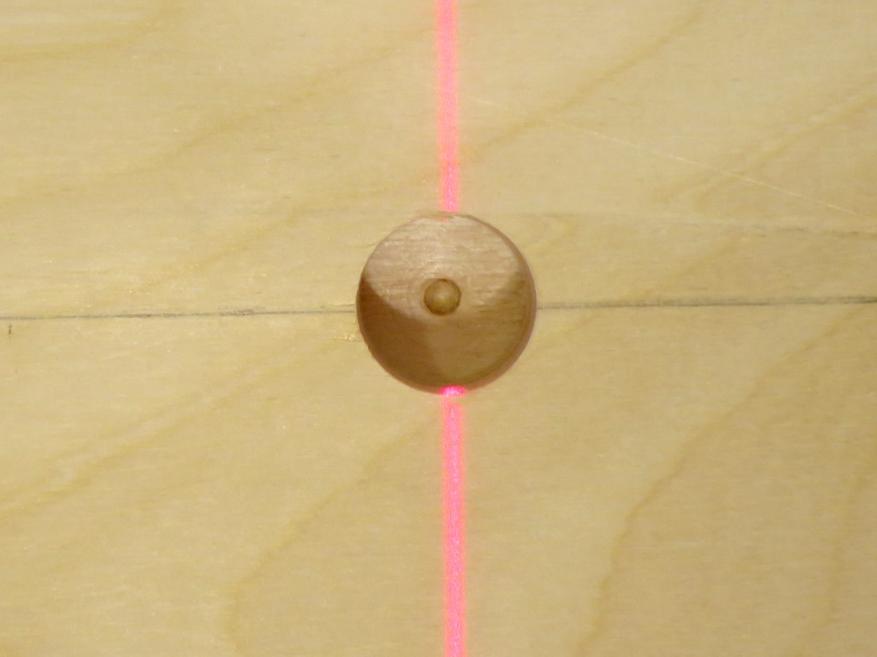
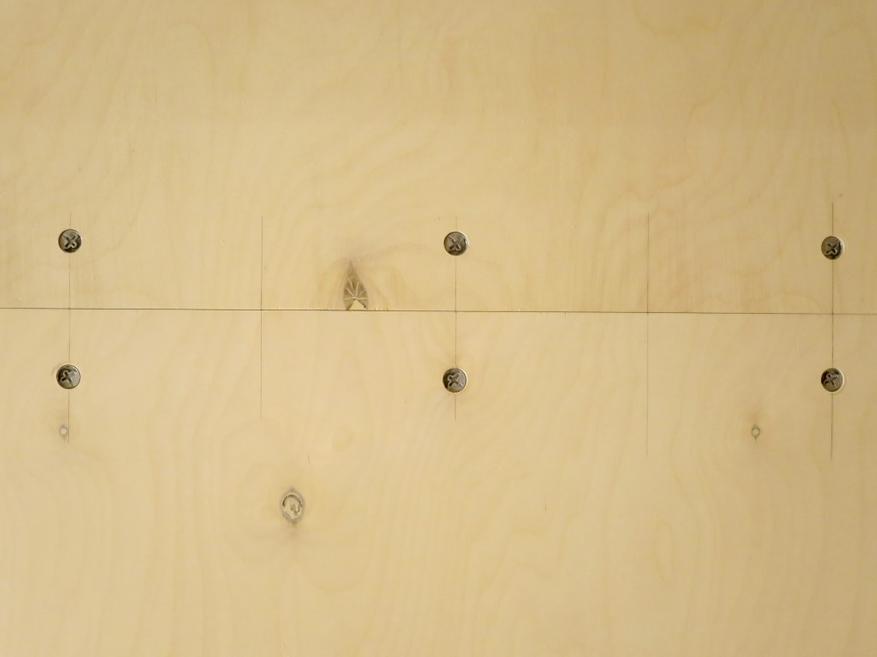
Самое главное — отверстия получаются неизменно соосные. Я вставил сверло и приложил ГОСТовский уголок:

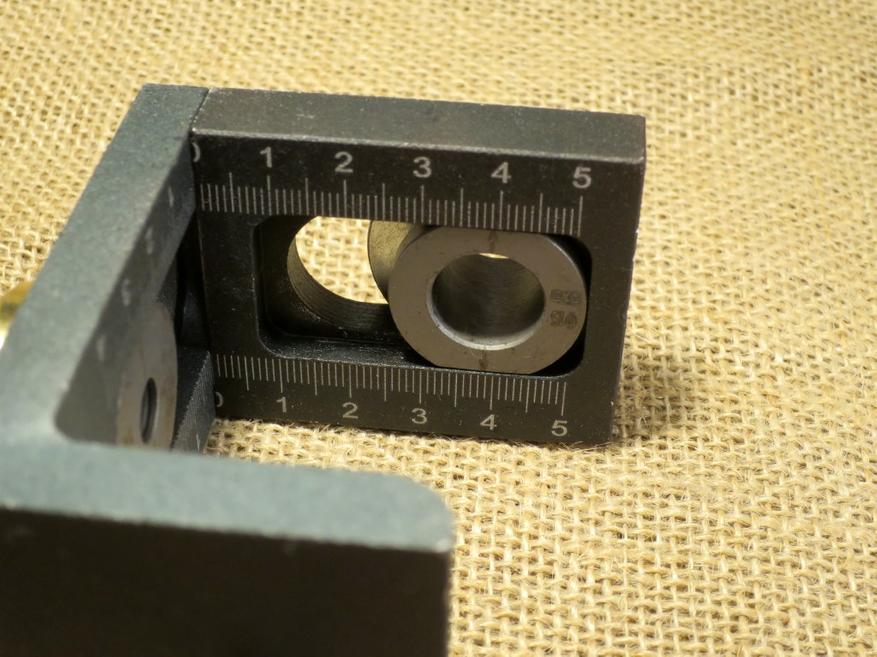
В другой плоскости:

И вот что получилось в результате:
Думаю, это самый критически важный кондуктор для изготовления корпусной мебели. Он поможет не только сделать отверстия под эксцентриковый крепеж, но и под бочки, конфирматы, шканты, т.е. всю ту работу, для которой, вообще говоря, предназначен самоцентрирующийся кондуктор. Но у этого больше функционал за счет сверления второго отверстия. Так что если вы не профессионал, и работаете не на поточном производстве, но этот кондуктор для вас. Все остальное, что мне понадобится – вырезание отверстий под петли и ручки, в принципе можно сделать вообще без кондуктора.

Металл бывает разный. Например, медь намного пластичнее стали, а чугун хоть и прочен, но отличается хрупкостью. Поэтому сверление металла в каждом случае требует индивидуального подхода. Рассмотрим, как правильно проделать отверстия в стальных деталях, в том числе и большого диаметра. А также, как дрелью расширить уже сделанный проход.
Необходимые для работы инструменты
В промышленных масштабах для сверления металлических деталей применяют специальные станки. В быту используют дрель, как ручную, так и электрическую. Причем первая безвозвратно уходит в прошлое, поскольку подобный инструмент уже и неудобен, и непродуктивен.
Многие домашние мастерские оборудуются компактными станками для сверления. Отличаются они от промышленных образцов не только размерами, но и производительностью. А самым практичным вариантом для дома выступает специальное приспособление, в котором закрепляется электрическая дрель.
Раньше такую стойку можно было увидеть только у народных умельцев. Теперь она продается в любом строительном магазине. Удобство приспособления в том, что оно имеет тиски. Деталь закрепляется неподвижно, а режущий инструмент, зажатый в патроне дрели, подается к ней строго вертикально.
Делают отверстия в металле с помощью специальных буров. И чаще всего их называют сверлами. Они имеют режущую часть, хвостовик и рабочую поверхность, которая отводит стружку из отверстия. Режущий инструмент отличается друг от друга прежде всего диаметром, длиной и формой.
Виды сверл для металла:
- Спиральные, как правило, имеют цилиндрическую форму. Их диаметр может доходить до 80 мм, а режущая кромка затачивается под углом 118 градусов.
- Конические выполняют в виде конуса со ступенчатой поверхностью. Кроме высверливания отверстий, они хороши в исправлении уже проделанных проходов с дефектами.
- Коронки часто называют кольцевыми фрезами. Полое зубчатое сверло способно сделать аккуратное отверстие в самом тонком металле. Полость в коронке также помогает при глубоких сверлениях, пропуская через себя стружку.
- Перовые имеют сменные рабочие пластины. С помощью них можно получить идеальное отверстие, проникнув на большую глубину. Причем в металлах любой прочности.
Хорошие сверла делают либо из кобальта, либо высокопрочных сплавов. Обычно для основы подбирают инструментальную сталь, а режущую кромку или легируют кобальтом, или закрепляют на ней пластины из карбидного сплава. Кобальтовые сверла не боятся высоких температур и могут сверлить металл с самой большой вязкостью. Твердосплавный инструмент способен самозатачиваться при работе.
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.

Как проделать нужное отверстие
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.

Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Видео описание
Видео покажет, как просверлить отверстие большого диаметра в металле:

Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.
Видео описание
Наглядно о том, как правильно сверлить металл дрелью, показано в этом видео:

Коротко о главном
При сверлении металла необходимо уметь грамотно подобрать рабочий инструмент. Потребуется мощная дрель, способная выполнять операции на низких оборотах. Также нужно запастись либо кобальтовыми сверлами, либо бурами с насадками из карбидных сплавов.
Для выполнения отверстий большого диаметра нужно иметь конусный ступенчатый бур или коронку с твердосплавными зубьями. А если обрабатываемый металл очень толстый, то лучше дрель заменить стационарным станком.

Читайте также: