Как сделать пср
Добавил пользователь Владимир З. Обновлено: 29.08.2024
- они содержат минимальное количество цинка, необходимое для данной температуры плавления;
- они плавятся без промежуточного кашеобразного состояния, что обеспечивает чистоту и однородность шва;
- они имеют равномерную мелкозернистую структуру, которая гарантирует прочность и пластичность соединения.
Вот почему Бреполь и советует брать за базу эвтектический сплав, ничего, правда, при этом не объясняя. Мол, если не лаптем щи хлебаете, разберетесь сами.
2. Выбираем припои из таблиц
И, наконец, самое важное: что мы собираемся паять? В данном случае речь идет о ювелирных сплавах серебра. О пайке меди, стали и прочих металлов поговорим в другой раз. Вспоминаем второй завет Бреполя: температура плавления припоя должна быть как минимум на 50 градусов ниже температуры плавления основного сплава (здесь имеется в виду солидус, т.е., начальная точка его плавления). Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
3. Сочиняем свои рецепты

Однако, нет никакой необходимости выбирать припои именно из этой или какой-либо другой таблицы. У нас же есть программа Ag-Cu-Zn ! Вводим в правой ее части требуемые пробу и температуру и добиваемся такого их сочетания, при котором есть решение. Затем в левой части программы уточняем параметры полученного сплава и подгоняем до требуемых.
Мне пришлись по вкусу четыре припоя, показанные на последней картинке. У них температуры отличаются примерно на 20 градусов, и они удовлетворяют практически все потребности при пайке серебра.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.


Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.

и припой c флюсом внутри:


Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
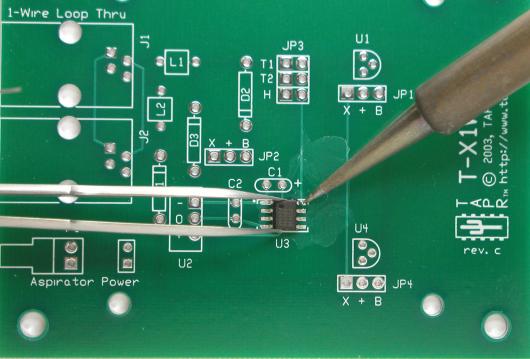
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.

Припой и флюс: что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.

Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов. Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.

Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
Такой припой используется для соединения медьсодержащих сплавов методом высокотемпературной пайки. Он высокопластичен и прочен, устойчив к коррозии, обладает высокой тепло- и электропроводностью. Температура плавления прямо пропорциональна содержанию в нем цинка. Самые распространенные типы такого припоя: ПМЦ-36, ПМЦ-42, ПМЦ-48, ПМЦ-54. Их сравнительные характеристики даны в таблице:

| Разновидность | Температура плавления, °C | Применение |
| ПМЦ-36 | 800 | Пайка бронзовых, медных, латунных деталей, не требующая высокой точности. |
| ПМЦ-42 | 830 | Пайка бронзы и латуни, в составе которой 60–68% меди |
| ПМЦ-48 | 865 | Пайка томпака и полутомпака, медных сплавов с концентрацией не менее 69%. |
| ПМЦ-53 | 870 | Пайка стали, меди, бронзы, томпака, полутомпака |
| ПМЦ-54 | 880 |
Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
Серебряные припои, отличающиеся высокой температурой плавления и хорошей смачиваемостью, применяются для пайки стали, меди, серебра и других тугоплавких металлов. Они обозначаются аббревиатурой ПСр и цифрой, соответствующей содержанию драгметалла в составе (1–72%).
Чем больше число в маркировке, тем более прочным получится соединение. От него зависит и цена: высококонцентрированный припой обойдется недешево. В качестве дополнительных составляющих применяют никель, медь, цинк, свинец, олово. Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Припои с небольшим содержанием серебра (ПСр-1–25) применяются для лужения и пайки различных металлических деталей. ПСр30–45 позволяет получить более прочное соединение элементов из меди и ее сплавов, никеля, ковара, бронзы. Высококонцентрированные ПСр-70 и ПСр-72 имеют повышенную проводимость, прочность на разрыв и изгиб. Они подходят для пайки лезвий ленточных пил.
Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)

Латунный припой позволяет получить высокопрочное, не боящееся перепадов температур, влажности и органических кислот соединение, однако работа с ним требует профессионализма и применения специальных инструментов, поэтому в домашних условиях им не пользуются. Он широко применяется при пайке латуни, нержавейки, стали, меди, никеля и других твердоплавких металлов на различных производствах. Для него характерна высокая температура плавления (900°C) и текучесть.
Наиболее востребованы латунные припои ЛОК 59-1-03 и ЛОК 62-06-04. Первый содержит 58–60% меди, около 1% олова и 0,2–0,4% кремния, остальное – цинк. Он применяется для газовой сварки латуни, пайки твердосплавных пластин, паяного режущего инструмента, наплавки углеродистых сталей. Разновидность ЛОК 62-06-04 (цифры также соответствуют проценту содержания меди, олова и кремния) широко используется в различных отраслях промышленности. Она незаменима при проведении сварочных работ, производстве трансформаторов, для изготовления латунной сетки.
Легкоплавкие припои из олова и свинца: ПОС-61 и другие
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.

Припои оловянно-свинцовые (наиболее распространенные) имеют марку ПОС, если в составе присутствует также сурьма (она повышает прочность) – ПОССу. Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
- ПОС-10. Используется для пайки и лужения контактных поверхностей электроники (починка электроприборов, реле).
- ПОС-40. Отличается широкой областью применения. Применяется для операций, не требующих высокой точности. Используется при работе с оцинкованным металлом, электроаппаратурой и радиоэлектроникой, детали которой нельзя подвергать высокотемпературному воздействию. С помощью ПОС-40 устраняют дефекты в трубах и радиаторах, им паяют медные провода.
- ПОС-61. Еще один популярный вид припоя, который широко используется как в промышленности, так и в быту. ПОС-61 незаменим при ремонте радиокомпонентов, пайке печатных плат и других деталей, чувствительных к перегреву, починке радиаторов. Оптимален для пайки проводов.
- ПОС-90. Отличается самой высокой температурой плавления (220–265°С). Применяется при ремонте медтехники и пищевой посуды, пайке обмоток.
Как самостоятельно определить или расшифровать марку припоя?

Определить примерный состав можно и по внешнему виду. Материалы с высоким содержанием цинка, олова или серебра окрашены в светло-серебристый цвет, свинца – в тусклый серый. Латунный, золотой и фосфорный припои желтые, медный имеет красный подтон. Если он обладает металлическим блеском, в нем много олова. Тугоплавкие припои на вид матовые.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).

Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Результатом процесса паяния должно стать образование шва, прочного соединяющего детали и имеющего хорошие физические свойства, в частности, электропроводность.
Достичь такого эффекта позволяют припои на основе серебра. Существует много доступных составов, постоянно применяемых на практике.
Достоинства

Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ? расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Выгодно и удобно использовать сплав серебра с другими металлами. Чаще всего добавляют медь. Во многих составах присутствует цинк. В мизерных количествах, не превышающих доли процентов, в металлические композиты вводят железо, свинец, висмут.
Температура плавления серебряных припоев уменьшается пропорционально сокращению массовой доли благородного компонента. Следовательно, уменьшаются затраты энергии и времени на пайку.
Сплавы из группы серебряных припоев хорошо обволакивают рабочие детали, способствуя образованию прочных швов. Места соединений не окисляются; выдерживают механические и вибрационные нагрузки.
Серебросодержащий сплав может применяться для пайки металлических изделий самых разнообразных составов. Для каждой практической ситуации в имеющемся ассортименте можно найти подходящие марки серебряных припоев.
Они имеют разное соотношение компонентов; отличающиеся показатели плотности и удельного электрического сопротивления; могут содержать легирующие добавки, улучшающие технические характеристики.
Процентное содержание серебра
Состав всех применяемых для пайки серебряных сплавов регламентирует ГОСТ.
В маркировках рядом с понятным сокращением ПСр всегда присутствуют числа. Они указывают на процентное содержание серебра.
В целом наблюдается следующая тенденция: сплавы с большой концентрацией благородного металла (50%, 72%) имеют маленькие значения удельного сопротивления. Их используют для формирования соединений с большой электропроводностью.
Серебряные припои с относительно невысокой концентрацией серебра (40-62%) применяют для пайки деталей, которые не будут сильно нагреваться.
Характеристики серебряных припоев в таблицах:
Недорогие металлические сплавы с содержанием серебра от 10% до 45% широко используются в машиностроении. Металлические композиты с низкой концентрацией серебра позволяют получить твердый шов.
Практически все серебряные припои имеют в сплаве железо, свинец, висмут. Суммарное количество добавок составляет чуть более 0,1%.
Многие радиолюбители используют в работе оловянно-серебряные припойные составы, содержащие всего 2% дорогого металла, 62 % олова и 36% свинца. Сплав легко переходит из жидкого состояния в твердое, хорошо проводит электрический ток.
Помимо отечественных материалов поставщиками предлагается большое количество импортных серебряных припоев. Цена на них, естественно, выше, а качество вполне сравнимо с российской продукцией.
Применения недорогих марок
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ?, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 37% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ?.

Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя.
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.

Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Средний процент серебра
Серебряный припой марки ПСр 40 образует швы с хорошей прочностью и пластичностью. Его рекомендуют применять для работы с подвижными деталями. После застывания соединение может деформироваться без нарушения целостности и прочности.
Невысокая температура плавления позволяет проводить работу дома. Для спайки указанным серебряным припоем пригодны медно-никелевые, нержавеющие, жаропрочные сплавы, бронза, латунь, ковар.

Состав ПСр-45 позволяет прочно припаивать толстые стыки (до 3 мм включительно). Швы выдерживают удары, вибрацию, влияние окислительной среды, не образуют трещин.
Результат во многом обусловлен тем, что расплавленный серебряный припой хорошо обволакивает рабочую зону. Сплав используют для пайки деталей из меди, никеля, стали, бронзы.
Высокий процент серебра
Припой ПСр-65, содержащий помимо обозначенного в маркировке количества серебра, 20% меди и около 15% цинка, имеет узконаправленное применение. Им спаивают полотна ленточных пил.

Серебряный сплав ПСр-70 имеет большую цену. Концентрация благородного металла в нем составляет 70%. Помимо этого в состав входит около 26% меди, приблизительно 3% цинка 0,1% железа, по 0,005 % свинца и висмута.
Этот серебряный припой имеет хорошую электропроводность, применяется при спаивании электрических узлов. Место соединения проводов, полученное данным методом, существенно не уменьшает способность всей системы проводить ток.

Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Состав с концентрацией серебра 70-80% применяются для ремонта ювелирных украшений. Другие направления использования ограничивает высокая стоимость припойных материалов с большим количеством благородного металла.
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.

В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ?.

Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ? на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.

Читайте также: