Как сделать прихватки сваркой
Добавил пользователь Дмитрий К. Обновлено: 10.09.2024
Если вы хотите поддержать меня и мой канал, то: - Подпишитесь на мой канал, - Поставьте лайк, - Напишите комментарий .
Как правильно делать прихватку в сварке. Что нужно знать, чтобы сварочная прихватка не испортила деталь.
Главное ребята вглядывайтесь в момент остывания точки - сделав 10 - 20 прихваток вы поймете в чем суть. И да забыл .
Материал о правилах сварки нержавеющей стали Поддержи канал: Лучше один маленький доллар, чем большое спасибо!
Если вы хотите поддержать меня и мой канал, то: - Подпишитесь на мой канал, - Поставьте лайк, - Напишите комментарий .
Если вы хотите поддержать меня и мой канал, то: - Подпишитесь на мой канал, - Поставьте лайк, - Напишите комментарий .
Всем привет друзья,если вы хотите знать как правильно при сварке ставить прихватки ,то вы попали по адресу ,я расскажу .
Покажу 2 способа, как правильно делать прихватки, когда выравниваешь диагонали у конструкции из профильных труб.
Всем привет, в этом видео я расскажу и покажу как избежать деформаций, которые возникают при сварке профильных .
2.2.1. Сборку и прихватку деталей следует производить в следующей последовательности:
1) предварительная сборка и разборка узла;
2) подготовка поверхности;
3) окончательная сборка;
Предварительная сборка необязательна, если детали взаимозаменяемы.
2.2.2. Сборку деталей допускается производить по технологическим (сборочным) отверстиям с использованием съемных болтов, с помощью фиксаторов, струбцин и различных приспособлений, предотвращающих искажение форм свариваемых деталей.
2.2.3. Сборочные приспособления должны обеспечивать свободный доступ электродов к месту сварки, возможность свободной осадки деталей в процессе сварки. Шунтирование тока через детали приспособления не допускается.
2.2.4. В месте пересечения роликового шва со швом аргонодуговой сварки усиления шва должны быть удалены заподлицо с двух сторон на длине не менее ширины нахлестки.
2.2.5. Окончательную фиксацию взаиморасположения деталей следует производить прихваткой.
При точечной сварке места постановки прихваточных точек должны совпадать с местами постановки сварных точек. При шовной сварке места прихватки должны располагаться по осевой линии шва.
2.2.6. Прихватку деталей, свариваемых точечной сваркой, следует производить на режимах, установленных для сварки данных деталей. Размеры точек при прихватке и сварке должны быть одинаковы. Допускается производить прихватку на пониженных режимах, если точки прихватки не совпадают с основными точками (по диаметру литого ядра и шагу шва).
2.2.7. Прихватка деталей под шовную сварку может производиться как на точечной, так и на шовной машинах. Прихватку на точечной машине следует производить на режимах шовной сварки для данных материалов при снижении величины сварочного тока на 10-15%. Вмятины от прихваточных точек не должны превышать 20% толщины тонкой детали. Рекомендуется прихватку на шовной машине выполнять не более чем двумя точками.
Допускается выполнять шовную сварку без прихватки, если детали надежно зафиксированы в специальном приспособлении.
2.2.8. При сварке плоских деталей точки прихватки следует располагать от середины к краям деталей. При сварке обечаек каждую последующую точку прихватки следует располагать диаметрально противоположно предыдущей.
2.2.9. Величина допустимых зазоров между деталями при сборке и после прихватки приведены в табл.4.
Коммуникативный педагогический тренинг: способы взаимодействия с разными категориями учащихся
Сертификат и скидка на обучение каждому участнику

План урока теоретического обучения
Профессиональный модуль: ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
Междисциплинарный курс: МДК 01.03 Подготовительные и сборочные операции перед сваркой
Тема раздела: Выполнение сборки изделий под сварку и проверка точности сборки.
Тема согласно учебной программе: Тема 3.3. Правила наложения прихваток
Т ема урока: Правила использования прихваток при сварке конструкций различного назначения
образовательная : научить применять правила установки прихваток для решения практических задач;
развивающая : создать условия для развития общих и профессиональных компетенций учащихся;
воспитательная : воспитывать интерес к профессии, самостоятельность в выполнении заданий, способность к сотрудничеству и взаимопомощи.
Тип урока: комбинированный.
Методы обучения:
- проблемные (проблемная ситуация по сборке конструкции);
- наглядные (демонстрация информационного модуля);
- практические (выполнение практического и контрольного модулей).
Оборудование: компьютер, интерактивная доска, мультимедийный проектор, набор материалов для имитации сборки деталей.
Программное обеспечение: OMS-плеер для работы с модулями.
Литература:
Маслов В.И. Сварочные работы (учебник), М., ACADEMIA , 2007. – 240 с.
Чебан В.А. Сварочные работы, Феникс, 2008. - 412 с.
Ожидаемый результат: в результате изучения данной темы учащиеся:
- смогут закрепить общие сведения о прихватках;
- изучат правила установки сварочных прихваток;
- смогут рассчитать параметры сварочных прихваток;
- отработают навыки работы с электронными ресурсами.
Разработал: ______________Д.Н. Матюхов
Организационный момент.
Определение цели и плана урока
- проверяет готовность группы к занятию;
- нацеливает на результат:
Трудоемкость сборки изделий под сварку достигает 30% общей трудоемкости изготовления. Собранные детали и узлы соединяют сначала прихватками.
- сообщает тему урока:
А в чём собственно проблема? Как вы думаете, собрать детали с помощью сварочных прихваток просто или сложно? Посмотрим, как вы в конце урока ответите на этот вопрос!
Моя цель: научить вас применять правила установки прихваток для решения практических задач. А сейчас, давайте подумаем, что нужно сделать для достижения цели, как будем решать проблему? Итак, у нас выстраивается такой план совместной деятельности:
2. Изучим правила постановки прихваток.
3. Вычислим формулу для расчёта параметров прихваток.
4. Выполним тренировочные упражнения.
5. Проверим и оценим свои знания.
Подготавливаются к работе на уроке.
Записывают тему урока в тетрадь.
Отвечают на вопросы, высказывают свои мнения, входят в атмосферу общения.
Осмысливают цели предстоящего урока.
Проверка усвоения знаний при выполнении домашнего задания.
- выявляет правильность и полноту выполнения домашнего задания;
- проводит фронтальную беседу, фиксирует правильные ответы:
Вопрос: В чем назначение прихваток?
Предполагаемый ответ: Для сборки изделий под сварку.
Вопрос: Что представляют собой прихватки?
Предполагаемый ответ: Прихватки представляют собой короткие швы.
Предполагаемый ответ: Сварочными прихватками называются короткие швы с поперечным сечением до 1/3 поперечного сечения полного шва.
Вопрос: Какие операции производят перед осуществлением прихваток?
Предполагаемый ответ: Свариваемые кромки зачищают до металлического блеска, удаляют ржавчину, окалины, масла, влагу и различные неметаллические включения.
Вопрос: Каким способом сварки рекомендуется выполнять прихватки?
Предполагаемый ответ: Прихватки выполняют тем же способом сварки, что и корневой шов.
Вопрос: Какое оборудование и материалы применяют при прихватках?
Предполагаемый ответ: Прихватки выполняют тем же оборудованием, что и при ведении основного процесса сварки. При прихватках применяются те же электроды, что и для корневого шва.
Переходим к следующему этапу урока.
Отвечают на вопросы, находят правильные ответы, вырабатывают критерии своего поведения.
Формирование новых знаний.
Ознакомление с новым материалом
- формирует знания учащихся:
Мы закрепили основные сведения о прихватке. А как их устанавливать? Что для этого нужно знать и уметь?
На самом деле для того, чтобы детали в процессе сварки не деформировались, и не изменялись зазоры между свариваемыми деталями, необходимо устанавливать прихватки по определённым правилам, в зависимости от толщины свариваемого металла, протяжённости и вида шва. Давайте рассмотрим правила установки прихваток, запишем формулы для расчёта их длины и расстояния между ними, а также зарисуем последовательность установки прихваток на короткие, длинные и кольцевые швы.
Прихватки ставят с лицевой стороны соединения. Поверхность прихватки очищают от шлака. При сварке прихватку удаляют или полностью переплавляют.
Сечение прихваток.
Для фиксации подлежащих сварке деталей сечение прихваток должно составлять примерно 1/3 сечения основного шва.
Протяженность прихваток и расстояние между ними. Протяженность прихваток составляет 15-50 мм в зависимости от толщины свариваемых элементов и длины шва. Расстояние между прихватками обычно от 100 мм до 1 м.

Последовательность постановки прихваток для коротких швов.
Последовательность постановки прихваток для длинных швов.
Последовательность постановки прихваток для кольцевых швов.
Отвечают на вопросы.
Воспринимают, осмысливают и первично запоминают новый материал по теме урока.
Слушают, записывают формулы, зарисовывают очерёдность установки прихваток.
Закрепление изученного материала.
Решение проблемной ситуации
Выполнение интерактивных упражнений
- задает вопросы, формирует умения анализировать, сравнивать, делать выводы;
- раздает набор материалов для имитации сборки деталей под сварку:
Сейчас проверю, чему вы научились. Поделитесь на 3 бригады, у меня для вас есть задание: вам нужно подготовить детали под сварку, собрав их при помощи прихваток (условно), с учётом изученных правил. За работу!
- демонстрирует практический и контрольный модули:
Я предлагаю вам пройти практический и контрольный модуль, чтобы каждый из вас смог проверить и оценить свои знания.
Отвечают на вопросы.
Делятся на бригады
и с помощью заготовок собирают детали, установив прихватки из пластилина. Анализируют проделанную работу.
Решают практический и контрольный интерактивный модуль.
Подведение итогов урока.
- подводит итоги урока;
Домашнее задание.
- предлагает домашнее задание, дает инструкцию по его выполнению.
Подготовиться к практическому занятию изучив материал авторов:
Чебан В.А. Сварочные работы, стр. 96-97.
Слушают, задают вопросы, записывают в тетрадь.
Наш урок подходит к концу и мне хотелось бы знать, чем он был вам полезен? Что вы узнали? Чему научились? Достигли мы цель урока? Решили проблему? Как вы думаете, собрать детали с помощью сварочных прихваток просто или сложно?
6.1.1. К сварке металлоконструкций следует приступать после приемки сборочных работ мастером по сварке или другим ответственным лицом, а также после проверки условий производства работ и выполнения организационных мероприятий по обеспечению безопасности производства работ (защита от атмосферных осадков, наличие площадок, лесов, подмостей, приставных лестниц и т.д.).
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
6.1.2. Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
Сварка сложных узлов металлоконструкций (двутавровых балок большого сечения, монтажных стыков подкрановых балок, узлов соединения балок с колоннами и др.) должна выполняться по технологическим картам или инструкциям, в которых указаны последовательность наложения швов и приемы, обеспечивающие минимальные деформации и остаточные напряжения в конструкции.

6.1.3. Сварку необходимо выполнять на стабильном режиме. Допускаемые отклонения принятых значений силы сварочного тока и напряжения на дуге не должны превышать от номинальных.
6.1.4. Подключение постов автоматической и механизированной сварки, а также однопостовых источников питания дуги должно быть произведено к распределительным шкафам (сборкам), соединенным с подстанцией отдельным фидером.
 | |
| 1289 x 1825 пикс. Открыть в новом окне | |
Источник сварочного тока должен подключаться к сети через индивидуальную пусковую аппаратуру (электромагнитный пускатель, рубильник).
6.1.5. Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом "двойного слоя" (рис. 6.1, б). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или "горкой" (рис. 6.1, в, г).
6.1.6. При изготовлении металлоконструкций следует по возможности создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять "в лодочку" с кантовкой или поворотом изделия.
6.1.7. При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
6.1.8. При перерыве процесса сварки под флюсом возобновлять сварку можно только после очистки конца шва на длине не менее 50 мм и кратера от шлака; этот участок и кратер следует перекрыть швом.
6.1.9. При ручной дуговой и механизированной сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва.
Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
6.1.10. При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
6.1.11. При двусторонней ручной или механизированной сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
6.1.12. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления (если это предусмотрено чертежами КМД), как правило, осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
6.1.13. При температуре окружающего воздуха ниже 0°С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
6.1.14. Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160°С в зоне шириной не менее 100 мм с каждой стороны соединения.

6.1.15. Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 ) и более необходимо предварительно подогреть до 120-160°.
6.26. Собранные стыки труб и других элементов необходимо прихватить в нескольких местах. Прихваточные швы должны быть равномерно расположены по периметру стыка, их количество зависит от диаметра трубы (табл. 8). Не рекомендуется накладывать прихватки на потолочный участок стыка.
Высоту прихватки определяют в зависимости от толщины трубы и способа сварки; она должна быть равна:
(0,6-0,7)S, но не менее 3 мм, при выполнении прихваток ручной электродуговой сваркой или механизированной в углекислом газе и толщине до 19 мм и 5-6 мм при толщине стенки более 10 мм.
2-3 мм – при ручной аргонодуговой сварке и толщине стенки до 10 мм и 3-4 мм при толщине стенки более 10 мм.
| Диаметр трубы, мм | До 100 | Свыше 100 до 426 | Свыше 426 |
| Число прихваток по периметру | 1-2 | 3-4 | Через каждые 300- 400 мм |
| Длина одной прихватки, мм | 10-20 | 20-40 | 30-50 |
6.27. При наложении основного шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
6.28. К качеству прихваток предъявляются такие же требования, как и к основному сварочному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, следует удалить механическим способом.
6.29. Собранные и прихваченные сварные соединения должны быть приняты руководителем сварочных работ. Убедившись в правильности сборки и прихватки, он дает разрешение на сварку.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ?С и выше приведена в табл. 9, а при температуре ниже 0 ?С – в п.7.8.
| Марка стали свариваемых деталей | Номинальная толщина свариваемых деталей, мм | Температура, ?С подогрева перед | |
| прихваткой и приваркой кольца | сваркой | ||
| Ст2сп2, Ст3сп2, Ст3сп3, Ст3сп4, Ст3пс5, 08, 10, 20 | До 100 вкл. | - | - |
| 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ | До 30 вкл. | - | - |
| 12МХ, 15ХМ | До 10 вкл. Св. 10 до 30 | - 100-150 | - 150-200 |
| 12Х1МФ* | До 10 вкл. Св. 10 до 30 вкл. | - 150-200 | - 200-250 |
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ?С.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч.
Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17.
7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы.
7.3. Во всех случаях многослойной сварки шов разбивают на участки с таким расчетом, чтобы стыки участков ("замки") в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Величина смещения замков и перекрытия "а" должна быть (рис. 9) при ручной аргонодуговой и электродуговой сварке 12-18 мм.
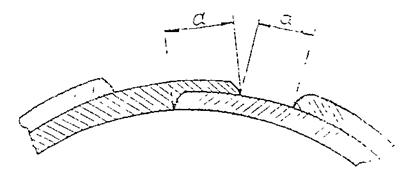
Рис. 9.Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца.
7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь.
7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
| Толщина стенки трубы, мм | Выпуклость, мм |
| Менее 10 | 0,5-2,0 |
| 10-20 | 0,5-3,0 |
| Свыше 20 | 0,5-4,0 |
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе.
7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ?С необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха – минус 20 ?С;
б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева;
г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ?С выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков;
е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом.
7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое "магнитное дутье"), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора.
7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи "замка" (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см 2 ) клеймо можно направлять электросваркой.

Читайте также: