Поделки из алюминия аргоном
Добавил пользователь Валентин П. Обновлено: 10.09.2024
Это видео про то, как отлить из алюминиевых банок скульптуру, похожую на коралл. Таким изделием можно декорировать интерьер, например, сделать из них своими руками светильники. Можно использовать их как оригинальное пресс-папье. Это изделие отлично подойдет в качестве подарка на любой праздник. Идея не нова, но широкого распространения еще не получила. Поэтому, если вы подарите этот сувенир, это будет большой приятный сюрприз и вы точно попадете в центр внимания.
Автор планирует накопить 10 килограмм алюминия и отлить метровую статую для своего сада. Для того, чтобы скульптура была видна издалека, он планирует сделать структуру рельефа крупнее.
Организация процесса алюминиевого литья
Для отливки можно использовать любую емкость, например ведро. Но через ведро не увидишь, как течет алюминий и проконтролировать как он разливается. Поэтому для того, чтобы процесс хранения жидкого алюминия был виден невооруженным глазом, в данном видеоуроке использован прозрачный аквариум. Основой для него стал кусок оргстекла 2 миллиметра толщиной, размером 750 x 400 миллиметров.
Для создания нашего изделия надо расплавить алюминий. Для этого тигель из газового баллона автор наполнил мягкими алюминиевыми банками. Затем он развел огонь в горне. Этот очень экономичный, хорошо расплавляет алюминий и латунь, медь, питаясь обычными дровами. Высокая температура обеспечивает принудительный воздушный наддув через колосник за счет выдува пылесоса. Температура такая, что при недосмотре можно расплавить железо. Мобильному горну мастер предпочитает земляной, насколько он больше соответствует требованиям безопасности. Мобильный с расплавленным внутри металлом можно уронить или опрокинуть. По этой же причине используется в качестве тигля газовый баллон с двумя надежными ухватами.

С такими ручками устройство не опрокинется и не перевернется. При работе с расплавленным металлом безопасность превыше всего. Не используйте щипцы для удержания, перемещения и опрокидывания тигля с расплавленным металлом. Это неоправданный риск. Обратите внимание, что мастер не отделяет расплав от шлака. Шлак плавает на поверхности, защищает алюминий от окисления. В результате получается излом с большим процентом полезного металла. При отливке из тигля алюминий выливается не через край, а через отверстие, как из носика чайника. Так весь шлак остается в тигле, а струя сохраняет неизменный диаметр.
Субстрат, в котором будет производиться отливка в горне, может быть разный. В данном случае используется декоративная почва. Другое название гидрогель. Это впитывающий влагу полимер, который в состоянии поглотить объем воды, в 100 раз больше своего первоначального объема.
Не нагревайте алюминий свыше 700 — 800 градусов Цельсия. Иначе он прольется тонкой струйкой сквозь гель и уложится на дне. Чтобы не получить скучную отливку, не лейте алюминий в одну точку. Перемещайте струйку по поверхности геля.
Ухваты — это два металлических прута с удобными рукоятями и тремя надежными зацепами. С таким тиглем и ухватами можно в одиночку отлить из алюминия 30 килограммовое изделие своими руками.
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Еще один важный момент - определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
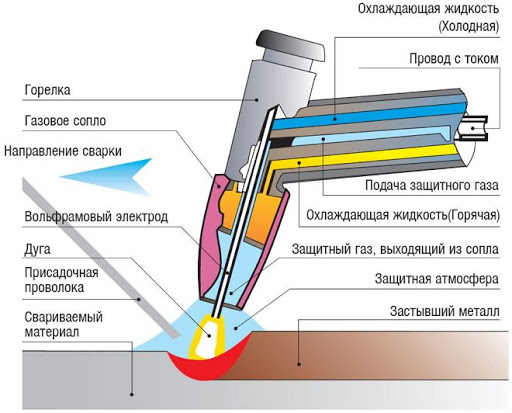
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
Технология аргоновой сварки
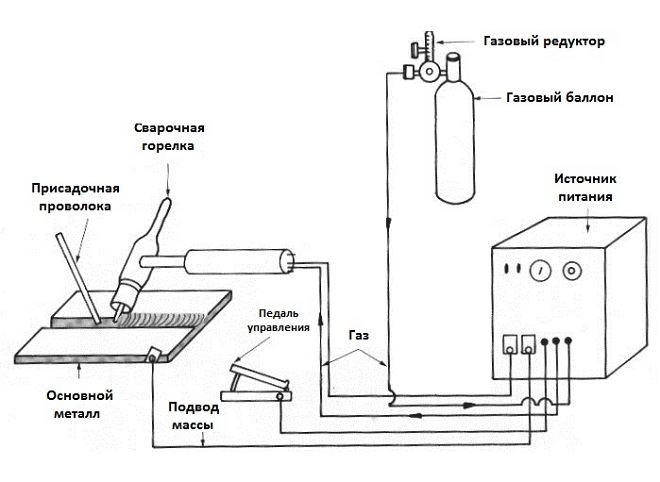
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
-
диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60?C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя - обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.

Аргонная сварка алюминия – единственный способ получить прочное соединение, которое отвечает всем предъявляемым требованиям. Проблема сварки алюминия в том, что на его поверхности находится инертная оксидная пленка, достаточно прочная, чтобы сделать неэффективными другие способы сварки.
Однако недостаточно просто выбрать аргоновую сварку как метод. Необходимо также правильно подобрать расходные материалы и настроить само оборудование. О том, как получить крепкие швы, не требующие обработки, какие есть способы проверки соединений, читайте в нашей статье.
Почему подходит именно аргон для сварки алюминия
Для работы с таким металлом, как алюминий, подходит любой инертный газ. Примером может служить гелий, он использовался еще в 40-е годы XX века в Соединенных Штатах Америки в качестве газа для сварки алюминия и его сплавов. Но у аргона есть одно неоспоримое преимущество – его стоимость значительно ниже при сохранении того же результата. Впрочем, для работы требуется иное знание – почему качественные швы, соединяющие алюминиевые детали, создаются под защитным слоем инертного газа.

Чистый алюминий имеет температуру плавления, равную +6600 °С, а пленка покрывающая его поверхность – +20 000 °С. Это сильно затрудняет обычную сварку. Приходится искать технологию, которая сначала уберет окисленный слой с поверхности и удалит ее из зоны сварки. И она есть. Основным источником энергии для нее служит электричество, которое создает дугу переменного тока. Направление последнего меняется так же, как и тока в обычной электросети с частотой 50 Гц.
При работе с алюминием переменный ток решает несколько задач:
- Дает возможность применять легкое, компактное оборудование (инвертеры для сварки), заменив ими огромные преобразователи, которые, помимо своего размера, были неудобны необходимостью спецподготовки места сварки и повышенными требованиями к квалификации специалиста.
- Легко убирает слой оксида алюминия с поверхности металла, поскольку рабочая температура электрода выше термической стойкости Al2O3.
Во время выполнения работы необходимо строго выдерживать полярность электрического тока. Обратная полярность, когда электрод становится анодом, – это процесс, при котором электронный поток идет следующим образом: электрод -> заготовка. Внутри дуги температура находится в диапазоне от +5 000 °С до +6 000 °С, что выше температуры приконтактных зон, однако она все равно значительно больше температуры плавления алюминия. Электроны своей энергией рвут пленку оксида алюминия и счищают ее с поверхности металла, обеспечивая качественную плавку.
Рекомендуем статьи по металлообработке
Впрочем, одной обратной полярности для выполнения сварочных работ с алюминием мало. Окружающая среда должна быть нейтральна к высоким температурам и защищать поверхность от вновь образовывающейся окиси. Что и делает инертный газ.
Аргонная сварка алюминия имеет высокую производительность и делает процесс устойчивым, обеспечивая требуемое качество шва на изделии.

Подготовительные процедуры перед сваркой алюминия аргоном
Работа с алюминием имеет множество особенностей, которые необходимо учитывать в процессе сварки:
- Быстрое покрытие поверхности металла оксидной пленкой в результате взаимодействия с кислородом, находящимся в окружающем нас воздухе, по причине высокой химической активности. Температура плавления пленки > +2 000 °С, в то время как сам металл плавится при +660 °С. При попадании жестких частей пленки в сварной шов, качество и прочность последнего значительно снижаются.
- Контроль процесса аргонной сварки алюминия затруднен, поскольку цвет металла при расплавлении не изменяется.
- В результате гигроскопичности алюминий впитывает влагу из воздуха. Впоследствии, при нагреве, она начинает испаряться и мешает сварочному процессу из-за аргона, ухудшая качество шва.
- Алюминий имеет высокий коэффициент линейного расширения. Поэтому во время остывания заготовка может достаточно сильно деформироваться или потрескаться. Чтобы этого избежать, при сварке аргоном увеличивают расход присадочной проволоки или видоизменяют шов.
Расход аргона при выполнении сварки необходимо аккуратно регулировать. При недостаточном его поступлении в зону работы алюминий может вспениться, избыток же не позволит сделать правильного шва.
Одним из видов оборудования должен быть аппарат аргонной сварки алюминия переменного тока. Установка постоянного тока для выполнения аргонной сварки не подходит. Наиболее пригодным может стать инвертор с TIG-режимом. Дополнительные опции в нем должны позволять:
- розжиг дуги бесконтактным методом;
- регулирование баланса переменного тока;
- заваривание аргоном кратера шва;
- регулирование времени подачи аргона после выключения дуги.
Для снижения расхода аргона во время сварки алюминия необходимо заменить обычную горелку на оснащенную газовой линзой, которую еще называют цангодержателем. Внутри такого приспособления стоит специальная сетка. Аргон проходит через ее ячейки, что снижает расход с одновременным увеличением защиты места сварки.
Электрод для аргонной сварки выбирают универсальный вольфрамовый AC/DC, цвет неважен. Может также использоваться зеленый специализированный электрод для переменного тока AC. Конец проволоки делается слегка острым, но его притупление остается. Делается это для того, чтобы после зажжения дуги он приобрел каплеобразную форму. Для предотвращения перегрева вольфрамового электрода его закрепляют в сопло с вылетом от 0,3 до 0,5 см. В процессе аргонной сварки конец затупляется налипшими брызгами алюминия и его приходится снова заострять.
Алюминий быстро плавится, поэтому диаметр присадочной проволоки должен быть больше или равен толщине заготовок для успешного ее продвижения. Подача может происходить как вручную, так и выполняться полуавтоматом. Выбор проволоки зависит от чистоты алюминия. Для алюминия, содержащего сплавы, берут проволоку с кремниевыми добавками № 4043, а для чистого – № 5356.

Технология аргонной сварки алюминия
Одним из серьезных этапов сварки аргоном является очистка кромок деталей. Перед началом работы требуется механически почистить их, а затем обезжирить. Чтобы убрать все жиры с поверхности деталей, надо использовать растворитель, например, ацетон. Помимо этого, при толщине детали > 0,4 см необходимо бывает разделать кромки, то есть скосить их. Делается это для понижения сварочной ванны ниже уровня поверхности детали, чтобы сформировать корень шва.
Для исключения прожогов оставляют маленькое притупление. При обработке с помощью аргона тонких заготовок используют отбортовку – так называют процесс загиба кромок деталей под прямым углом. Делается это для более плотного прилегания деталей друг к другу при аргонной сварке. Если кромки достаточно хорошо подготовить, то уберется напряжение заготовки и не произойдет ее деформации, что увеличит качество сварного соединения.
С поверхности необходимо убрать пленку окиси. Для этого кромки деталей обрабатывают любым абразивом (например, наждачкой) на расстояние <= 3 см от края. Также можно поработать напильником.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Тепло хорошо отводится, если поместить обрабатываемую деталь на подкладку из стали или меди. Тонкие заготовки обязательно надо разместить таким образом, чтобы предотвратить образование прожогов от соединения аргоном.
После окончания подготовительных работ надо хорошенько настроить переменный ток, подобрать правильный электрод, выбрать его диаметр и присадочную проволоку для соединения аргоном. Нижеизложенная информация призвана облегчить процесс выбора. При использовании двухрежимного аппарата он должен быть переведен в режим работы переменного тока АС.
Способ формирования шва
Толщина заготовки, мм
Диаметр электрода, мм
Диаметр проволоки, мм
С отбортовкой кромок
Начинается работа с большой силой тока для быстрого прогрева металла. В процессе ток уменьшается, что предотвращает последующие пережоги, поскольку тепло быстро расползается по зоне аргонной сварки.
Настройка скорости подачи аргона в сварочную ванну очень важна. На интенсивность сильное влияние оказывают сила тока и скорость перемещения горелки. Рассмотрим несколько примеров: лист алюминия толщиной 0,1 см обрабатывается силой тока 150 А – расход аргона вырастет до 8–10 л/мин. Излишнее количество аргона в сварочной ванне может привести к примеси воздуха, а это ухудшит показатели шва. При его недостатке шов не удастся качественно защитить от воздействия кислорода.
Процесс начинается с газовой продувки. Горелка включается примерно на 20 секунд. Затем она подносится к поверхности металла на расстояние в 2 мм для создания электрической дуги. Дугу для аргонной сварки металлов, в том числе и алюминия, нельзя разжигать касанием. Поступающий в рабочую зону аргон защищает ее от воздействия кислорода, в то время как электрическая дуга плавит кромки вместе с проволокой (если она применяется для аргонной сварки). Электрод следует держать под углом 70–80° к заготовке для создания качественного ровного шва.

Присадочная проволока, в случае ее использования, должна подаваться под углом 90° к электроду. Для защиты шва проволоку следует подавать перед электродом краткими движениями возвратно-поступательного характера. Выглядит это как прикосновение кончика проволоки к поверхности с последующим движением вверх и назад. Нельзя двигать электрод и присадку поперек шва. Все движения должны быть плавными, тогда шов получится ровным. При резких движениях металл начинает разбрызгиваться.
Расстояние между изделием и электродом в процессе всей работы с помощью аргона должно быть одинаковым и не превышать 1,5–2,5 мм. От него зависит длина дуги – чем она короче, тем ровнее металл будет плавиться, а значит, и шов получится прочнее и красивее.
Расплавленный алюминий достаточно быстро застывает, поскольку в процессе нагревания происходит его усадка. Из-за этого при охлаждении может потрескаться углубление на конце шва. Для предотвращения этого углубление заваривают, направляя электрод обратно. По окончании сварочных работ с аргоном горелка продувается в течение 10 секунд газом. Насколько будет качественным шов? Определить это несложно, достаточно взглянуть на его ширину, которая должна быть одинаковой, и структуру (наподобие чешуек). На шве, получаемом методом сварки с аргоном, не должно быть наплывов, пузырей и непроваров.
Проверка качества сварки алюминия аргоном
Изделия и конструкции из алюминия и сплавов с ним используются в машиностроении. Это трубопроводы, резервуары, емкости и пр. Их надежность и долговечность определяется качеством сварных швов.
Основными методами контроля сварных соединений алюминиевых изделий являются дефектоскопия ультразвуком, рентгено- и гамма-графирование, визуальный осмотр и измерение, гидравлические испытания гелиевым искателем течей.
Обязательно проверяются механические свойства сварных швов, созданных с аргоном, проводят металлографию – проверку состава и структуры соединения (в случае выполнения работ, технологически предусматривающих термический контроль сварки аргоном).
Проведение контроля доверяют работникам ОТК производителя алюминиевых конструкций, иногда проверку проводят при участии представителей заказчика, поскольку аргонная сварка алюминия, цена которой не считается высокой, является в то же время очень ответственной.
Существуют определенные особенности в проведении контроля изделий из алюминия и его сплавов, поскольку материал склонен к образованию пор внутри соединения, выполненного с аргоном. Помимо пор, в шве могут образовываться и несплавления, возникающие между кромками и швом, а также между валиками. Поиски несплавлений затруднены, поскольку их невозможно обнаружить рентгено- и гамма-графированием. Специалисты используют для этой цели ультразвук, делая дефектоскопию.
Несплавление в корне шва – достаточно частый дефект, возникающий во время работы неплавящимся электродом при сквозной проплавке, когда корень шва создается на неостающейся подкладке. Корень шва, при невозможности получить доступ к подварке, следует делать под защитой нейтрального газа. А непосредственно перед сваркой аргоном необходимо проводить шабрение кромок, чтобы убрать окисную пленку.
При проведении многослойной обработки металла поры в нижних слоях могут переплавляться в процессе наложения верхних валиков! Именно поэтому пористость не учитывается в процессе промежуточного просвечивания изделия.
Контрольную процедуру внешнего осмотра проходят все сварные соединения, кроме швов, имеющих внешние дефекты – наплывы, свищи начала шва, трещины, кратеры, не прошедшие заваривание и их выводы на основной металл, цепи пор и сплошные сетки, непровары и подрезы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.

ЧУДО психоанализа: заработать на модных профессиях не прочь даже бывший священник


30+ доказательств того, что наш мир еще способен удивлять
В космос на лифте: как добраться к звездам с помощью троса
Менеджер ВТБ похитил у румынского футболиста Флореску более 60 тысяч евро

20 шутливых кадров, которые поднимут вам настроение
Кто продал Анну Франк нацистам: загадка военной Голландии

Все, что нужно знать о предстоящей Олимпиаде в Пекине


20 творческих людей, которые должны работать в Роснано

Американский стартап изобрел вертикальный летательный аппарат ZEVA Aero

Лучше не прикасайтесь: 5 вещей в гостиницах, которые никогда не моют (4 фото)

Абьюзер или чудаковатый мужик с самоиронией: история звезды американского реалити-шоу

Металлическую пластину в голове перуанского воина назвали древнейшей операцией на черепе
Франкенштейн, Дракула, мумия и другие: классические постеры Кароя Гросса

В Китае создали военного робота, который сможет быть разведчиком, грузчиком или курьером

Хату за дату: за сколько россияне продают дату регистрации брака на Avito

Когда улетела с Якиным на Флостон Парадайз, но вернулась

Спасатели помогли 300-килограммовой женщине из Светлогорска вылететь в Москву на операцию
В Москве неизвестный угнал Maserati миллионера Лобанова, но потом вернул

От голубя и крысы до львов и гориллы: животные-герои, бескорыстно спасшие жизни людей

Журналисты показали реальную, а не фейковую стоимость блюд в "думской столовой"

Креативом - по негативу: как в Нидерландах остроумно борются против локдауна

Слабоумие и отвага, или типичные трудовые будни сисадминов

Юсуф, это Россия. У нас здесь много Наташ: как пресс-служба ЦСКА села в лужу

После просьбы надеть маску покупатель из Петербурга бросил в кассира банкой сметаны
Весьма необычные соискатели, которых почему-то не берут на работу

30 гениальных продуктов и примеров умного дизайна, которые могут упростить жизнь

Гастрономический тур по Петербургу: самые необычные кафе и бары


Водитель "Лады" успел выскочить из авто в момент обрушения теплотрассы

"Смеяться запрещается": вышли новые правила для ЗАГСов Ростовской области

16 знаменитостей, которые пожалели о своей пластической операции

Юбочка для истребителя: 20 фото загадочных облаков, которые ошибочно называют сверхзвуковыми

Нашёлся внебрачный сын Александра Абдулова: мальчик родился и вырос в Казахстане

Вот это скорость: животные, которые больше любят кататься, чем ходить

Водитель маршрутки в Люберцах чуть не подрался со школьником из-за оплаты проезда

Уникальный черный бриллиант "Энигма" впервые выставили на всеобщее обозрение

Мертвый сезон: история легендарного разведчика Конона Молодого

Ностальгия и восторг: кто и как реставрирует советские педальные машинки


Как у Берлускони, только лучше: в Сети появились новые фото "дворца Путина"

30+ фактов, которые изменят ваши представления о мире

Жадность - это плохо: женщина объелась роллами на шведском столе

Российские космонавты завершили первый в этом году выход в открытый космос

Есть пробитие: 20 старинных доспехов со смертельными ранениями

Новая жизнь Калоева: как сложилась судьба мужчины, отомстившего авиадиспетчеру за гибель семьи

Замминистра образования требовал с учителей положительные комментарии под постом губернатора


В Ленобласти студентка пыталась взорвать банкомат с помощью газового баллона

Зачем все таки нужны принтеры еды: рассказываем, что известно

Бодрость духа, пластика и грация: Минспорта РФ заставит киберспортсменов бегать и приседать
При сварке инвертором изделий из алюминия и его сплавов приходиться сталкиваться с рядом определенных сложностей, вызванных его физико-химическими свойствами, а именно:

- оксидная пленка на поверхности алюминиевых деталей, которая образована вполне естественным взаимодействием с атмосферным кислородом, имеет температуру плавления в 2000? C, а сам алюминий плавится при температуре всего в 660? C;
- тугоплавкую оксидную пленку с поверхности места сварки необходимо снимать путем механического удаления или химического воздействия, причем производить сварку металла после этого необходимо сразу во избежание повторного окисления;
- при больших перепадах температур во время электросварки прочностные качества алюминия значительно снижаются;
- от высокой температуры электродуги алюминий интенсивно расплавляется и начинает вытекать из зоны сварки;
- при нагревании во время проведения сварочных работ алюминий практически не изменяет свой цвет, отсюда производить контроль размеров сварного шва довольно затруднительно;
- низкое значение модуля упругости изделий из алюминия может стать причиной деформаций свариваемых конструкции, а при остывании — образования микротрещин в районе сварочной ванны.
Поэтому, зная все нюансы и соблюдая определенные условия, можно сварить алюминий инвертором даже в домашних условиях. Причем, если к инверторному сварочному аппарату не предъявляют особых требований, то к расходным материалам и методике проведения самих сварочных работ уделяют первостепенное значение. Отсюда и постараемся сформулировать ответы на вопрос: как правильно варить алюминий инвертором.
Некоторые нюансы сварки
Чтобы у шва были минимальные дефекты и правильно варить инверторным сварочным аппаратом, необходимо располагать линию ванны ниже, чем находится поверхность свариваемого металла. Если проникновение дуги в металлическую деталь является глубоким, то она проталкивает ванну назад, тем самым происходит образование шва. Поэтому при выполнении работ необходимо наблюдать за тем, чтобы образуемый шов был вровень с металлом.
Само движение электрода по шву может быть различным. Надежный и идеальный шов может образоваться при выполнении круговых или зигзагообразных движений. При выполнении круговых движений необходимо внимательно контролировать то, как формируется шов, чтобы ванна была равномерно распределена по кругу. При движении электрода зигзагом нужно внимательно смотреть за тем, чтобы шов начинал образовываться с одного края ванны, затем – на ее верху, после этого – на другом конце. При этом все должно происходить равномерно.
Шов зигзагом достаточно сложен в исполнении и качественно может быть выполнен уже сварщиком с опытом.
Для бытовых нужд вполне достаточно владеть техникой сплошного шва валиком.
Прорез металлической детали происходит тогда, когда электрода не хватает, для того чтобы полностью заполнить сварную ванну при поперечном движении. Контроль наружных границ ванны позволит избежать образования бокового прореза. Для того чтобы регулировать ванну, используют силу дуги, которая расположена между свариваемой поверхностью и электродом. Инверторный сварочный аппарат позволяет контролировать ее плавно и постоянно.
Кроме того, если изменить угол наклона электрода к поверхности, можно изменить размер ванны. То есть при максимально вертикальном расположении электрода образуется тем не менее выпуклый шов. Это связано с тем, что при таком расположении все необходимое тепло находится непосредственно под ним.
Значит, ванна целиком направлена вниз, вокруг металл хорошо проплавлен. Если наклонить электрод, то вся температура направлена назад, тем самым приподнимая металл и образуя шов.
Практически для всех ремонтных работ необходимо использование сварочного аппарата. От качества выполнения сварочных работ зависит надежность соединений и срок эксплуатации металлических предметов.
При проведении сварочных работ обязательно использование защитной маски
Для того чтобы выполнять сварку своими руками правильно, необходимо иметь четкое представление о процессе, порядке действий и технике безопасности (пользоваться защитными приспособлениями). Также новичку следует начинать обучение с теории – использовать самоучитель или видео инструкции. С помощью видео можно научиться варить металл новичку.
Этапы подготовки перед работой:
- изучение требований техники безопасности, инструкций к электроинструменту;
- подготовка рабочего места (необходимо убрать легковоспламеняющиеся предметы, открыть окна, удалить посторонние вещи с проходов);
- проверить работоспособность, и оставить предметы пожаротушения в непосредственной близости к рабочему месту.
Для безопасного проведения работ своими руками необходимо приобрести защитную маску, одежду, перчатки и другие защитные средства. Правильно подобранная маска должна закрывать лицо и шею, а защитная одежда закрывать кожные покровы полностью.
Правила сварки алюминия
При сварке алюминия необходимо соблюдать следующие требования:
- сварка изделий из алюминия и его сплавов возможна только под защитой инертных газов как аргон или смесь аргона с гелием, поэтому инверторный аппарат должен иметь специальное газобаллонное оборудование аргонодуговой сварки;
- лучше всего производить сварку при помощи неплавящихся вольфрамовых электродов, которые необходимо периодически очищать от накапливающихся окислов, в противном случае будет ухудшаться качество сварного шва;
- алюминиевые детали перед сваркой рекомендуется предварительно прогреть для уменьшения последствий температурных деформаций в районе сварного шва;
- алюминий, в основном, сваривают с помощью переменного электрического тока, причем значение силы сварочного тока устанавливают для работы с алюминием несколько больше, чем для сварки аналогичных стальных изделий;
- перед использованием присадочные алюминиевые электроды необходимо прогреть в муфельной печи.
Сварку алюминия можно производить практически всеми сварочными аппаратами инверторного типа с любой производительностью и степенью автоматизации рабочих процессов.
Аргоновая сварка своими руками
Нередко для изготовления ряда металлических изделий необходимо соединение цветных металлов, например меди, алюминия и легированных сталей. Выполнение подобных работ является наиболее распространенным видом сварочных работ с помощью газовых и электрических сварочных аппаратов.
Однако есть способ сваривания, который отличается от всех вышеперечисленных способов сварки.
Он называется – аргонодуговое сваривание.
Явными преимуществами аргонодуговой сварки является полное отсутствие шлака. Это позволяет быть полностью уверенным в качестве сварочного шва.
Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.

А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Главной составляющей цены метра шва при сварочных работах по алюминию является стоимость расходных материалов, а именно инертного газа аргона и специальных алюминиевых электродов.
Алюминий — свойства и особенности
В силу своих химических и физических свойств, алюминий получил широкое распространение в различных сферах деятельности человека.
Для сварки различных конструкций или деталей могут применять не только алюминий, но и сплавы из него. Правда, сам процесс под силу только опытным сварщикам.
Потому что этот металл капризен, и чтобы сварить его качественно, нужна высокая квалификация.
Трудности сварки алюминия обусловлены рядом характерных особенностей металла:
- Высокая текучесть. Под воздействием высоких температур металл теряет прочность и в процессе сварки, расплавленная часть металла может разрушить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации усугубляется тем, что цвет металла при нагревании не меняется. Поэтому, чтобы сохранить форму сварочной ванны, сварщики используют специальные подкладки из керамики или металла;
- Образование оксидной пленки. При взаимодействии с кислородом, на поверхности алюминия появляется пленка, свойства которой отличаются от его свойств более высокой плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению металла в монолитный шов. Поэтому его удаляют с помощью катодного распыления. А чтобы не допустить появления оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого используют аргоновую сварку;
- При достаточно высоком коэффициенте линейного расширения алюминий отличается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Снизить вероятность деформации можно с помощью различных технологических приемов — электросварки в оптимальном режиме или подогрева;
- Сварочный процесс способствует появлению пористости в алюминиевых сплавах. Это происходит потому, что в соединениях металла содержится водород, выход которого наружу происходит через новообразованные поры. Также, при повышенном содержании кремния возможно появление мелких кристаллизационных трещин, что может заметно ослабить сварочный шов;
- Алюминий обладает высокой теплопроводностью. Поэтому для его сваривания необходимы мощные источники сварочного тока;
- В ходе сварки в алюминиевых швах могут образоваться горячие трещины. Это происходит вследствие процессов внутренних изменений в момент застывания расплавленного металла. Чтобы предотвратить их появление, применяют специальные модификаторы, которые добавляют в сварные швы. Также, нежелательно близкое расположение швов по отношению друг к другу.
ВАЖНО ЗНАТЬ: Инструкция по сварке алюминия аргоном для начинающих
Кроме того, в домашних условиях нередки случаи, когда сварка применяется к алюминиевым сплавам неизвестной марки, что без особых материалов и специальных режимов сварки не всегда выполнимо.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:

- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400? C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Недостатки
- Сварка алюминия инвертором является одним из самых ненадежных способов, поэтому, качество соединения может пострадать;
- В данном случае обязательно использовать дополнительный флюс, который бы обеспечивал защиту сварочной ванны от негативных факторов;
- Могут возникнуть трудности с подбором электродов, если неизвестен состав сплава, а также с их просушкой, так как во влажной обмазке скапливается жидкость, что приводит к попаданию водорода в алюминий;
- Сложность формирования шва благодаря высокой скорости электрической сварки.
Что представляет собой инвертор?
Подбор инвертора
Сварка алюминия электродом инвертором требует точного соблюдения параметров, так как любое отклонение может привести к ухудшению состояния шва. Таким образом, при выборе агрегата для сварки следует обращать внимание на рабочий диапазон. При работе с тонкими листами алюминия нужно придерживаться пониженных деликатных режимов, так что инвертор должен мочь работать как на пониженных режимах, так и на высоких показателях тока. Электроды, с которым должен взаимодействовать инвертор должны быть диаметром, минимум, от 1,6 до 5 мм. В промышленных условиях этот показатель может быть шире.

Контактная сварка алюминия инвертором
Также стоит отметить, что на аппарате желательно иметь систему принудительного охлаждения, которая убережет технику от перегрева и быстрого износа. Для домашнего использования лучше всего подходит компактная техника, которая весит не более 4 кг.
Режимы работы
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Важные нюансы
Не каждый сварщик, умеющий работать инвертором, сможет заварить трещину на алюминиевом изделии или соединить две части в одно целое. Это обусловлено специфичными характеристиками данного металла при высоких температурах. Чтобы успешно справляться с подобными задачами в домашних условиях, важно знать основные нюансы работы с алюминием, которые не возникают на низколегированных сталях.
Например, чтобы заварить алюминиевый бак, обязательно необходимо подкладывать подложку из неплавящегося материала под место горения дуги. Это требование связано с высокой текучестью жидкого металла. Свариваемый материал, если его стенка около 5 мм, быстро проплавляется, и сварочная ванна легко может вытечь наружу с обратной стороны изделия. Подложки могут быть из керамики или графита. Они поддерживают целостность нижней стороны материала, и предупреждают прожоги и вытекания жидкого металла.
Исходя из этих свойств алюминия, все швы желательно выполнять в нижнем положении. Даже если свариваемая конструкция большая, стоит ее перевернуть. Вертикальные швы чреваты стеканием расплавленного металла без формирования шва. Их можно выполнить только короткой дугой с прерывистым ведением.
Сварка алюминия инвертором осложнена гигроскопичностью материала. Он накапливает влагу из окружающего воздуха, а при нагреве начинает испарять ее. Сварочный процесс характеризуется частыми брызгами расплавленного алюминия ввиду попадания воды в зону ведения шва. Поэтому, приступая к работе в бытовых условиях, следует прогреть материал паяльной лампой или ацетиленовой горелкой до 160-190 градусов. Так можно удалить лишнюю влагу и обеспечить беспрепятственную сварку.
Отличительной чертой алюминия является оксидная пленка образующаяся на его поверхности при воздействии кислорода. Она осложняет процесс формирования сварочной ванны и наложение шва тем, что плавится при температуре 2000 градусов, а основной металл приобретает текучесть уже после 500 градусов. Чтобы избежать такого перепада и сразу получить сварочную ванну, требуется зачистка места поджига электрода от оксидной пленки. Последующее удаление оксида будет происходить под действием температуры и дополнительных элементов в обмазке электрода.

Читайте также: